Изобретение относится к электротехнике, а именно электроапларатост роению, в частности к изготовлению плавких предохранителей, устанавливаемых на вращающихся устройствах. Известен способ изготовления плавких предохранителей, при которо засыпка и уплотнение наполнителем производятся в процессе вибрационны вертикальных синусоидальных колебаний ti:. При таком способе в верхней част корпуса плавкой вставки могут оставаться незаполненные наполнителем полости, что понижает надежность и ухудшает защитные характеристики np дохранителя. Наиболее близким по технической сущности к изобретению является спо соб изготовления плавкого предохранителя с наполнителем, включающий в себя засыпку наполнителя и его упло нение путем вращения, При использовании известного спо соба достигается хорошая степень уплотнения наполнителя в объеме плавкого предохранителя, что обеспе чивает необходимые защитные характе ристики предохранителя t2. Но этот способ не является доста точно эффективным при изготовлении плавких предохранителей, устанавливаемых на вращающихся устройствах. Причина заключается в том, что плав |кие гцаедохранители, устанавливаел&зе на вращающихся устройствах, крепятся на определённом расстоянии от центра вращения и работают в специфичёском режиме центробежных нагрузок с ускорением до 3000-7000ig , Возникающие при этом центробежные силы действуют на частицы зернистого наполни геля, стремятся сместить их в направ лении действия сил, что приводит к ассиметрии в распределении наполнителя и образованию полостей внутри корпуса плавкого предохранителя. Хотя при засыпке наполнителя в соответствии с известным способом предох ранитель также подвергается вращению 1 вокруг продольной оси ), центробежные силы, действующие на предохранигель, значительно меньше, чем силы, действующие на предохранитель, экспл атируемый вместе с вращающимся устройством, так как радиус вращения предохранителя при засыпке (равный радиусу внутреннего объема корпуса плавкого предохранителя и угловая скорость его вращения значительно меньше, чем радиус и угловая скорост вращения предохранителя, установленного на вращающемся устройстве. Поэтому после засыпки предохранителя в соответствии с известным способом не удается достигнуть такой высокой степени уплотнения наполнителя, кото рая необходима для того, чтобы в про цассе эксплуатации под действием больших центробежных сил частицы наполнителя не могли смещаться. Поэтому в процессе эксплуатации происходит смещение наполнителя, образование полостей, что приводит к понижению надежности и ухудшению защитных характеристик. Кроме того, в процессе эксплуатации предохранителя центробежные силы действуют также на узкие перешейки плавких элементов предохранителей. Так как в современных быстродействующих предохранителях, предназначенных для защиты полупроводниковых вентилей бесщеточных систем возбуждения мощных синхронных машин, вращающихся со скоростью до 10 тыс. об. в 1 мин, узкие перешейки имеют малое поперечное сечение, не; исключена возможность разрыва некоторых перешейков под действием центробежной силы, особенно, если образовавшиеся в процессе эксплуатации полости в наполнителе находятся вблизи перешейков. Поэтому воз-можно уменьшение суммарного поперечного сечения плавких перешейков (а значит,понижение номинального тока предохранителя) либо вообще выход предохранителя из строя. Подобный дефект может появиться только в процессе эксплуатации, после операции засыпки и контроля качества изготовления предохранителя (т.е. отбраковку дефекта изделий провести невозможно) . Целью изобретения является повышение надежности и улучшение защитных характеристик. Поставленная цель достигается за счет того, что согласно способу изгof товления плавкого предохранителя с наполнителем, включающему в себя засыпку наполнителя и его уплотнение путем вращения плавкого предохранителя, плавкий предохранитель размещают и вращают так, чтобы действующие на него в процессе вращения центробежн1 е силы по величине совпадали с центробежными силами, действующими на плавкий предохранитель в процессе эксплуатации. На чертеже схематически изображено устройство для осуществления способа, вариант. Устройство содержит бункер 1, закрепленный в центре установочной плиты 2, бункер заполнен наполнителем 3. На плите в горизонтальном положении на определенном расстоянии от оси вращения закреплены также предохранители 4, каждый из которых содержит корпус 5 из электроизоляцио1 ного матери;ала, плавкие элементы 6, Соединенные с контактными выводами 7, Следует учесть, что при заполнении наполнителем центр тяжести предохранителя д:1олжен располагаться . на заданном расстоянии от оси вра щения , В одном из выводов предохранит лей имеются отверстия 8 для засып а в нижней части бункера имеются ходные отверстия 9, от которых от дят питатели 10, вставленные в от верстия 8. В соответствии с предложенным способом плавкий предохранитель до жен быть-подвергнут действию таки центробежных сил, чтобы соблюдало равенство (I где F.J - центробежная сила, действу щая на плавкий предохранитель при вращении его в пр цессе засыпки; РЗ - центробежная сила, действу щая на плавкий предохранитель в процессе эксплуатации. Центробежные силы определяются следующих зависимостей ,г где iTi - масса плавкой вставки; Vj - линейные скорости вращения плавкой вставки в процесса засыпки и эксплуатации соответственно;з радиусы вращения плавкой вставки в процессах засыпк и эксплуатации соответственцо. Таким образом, должно выполнять равенство отсюда -ж Обозначим отсюда V ОСУР . (7) 3 3 Воспользуемся соотношением межд линейной и угловой скоростями вращенияV, ш, R Подставим выражение (81 в формулу ( 7 I„- , откуда получаем ; - . . 9) таким образом, получена формула для определения угловой скорости вращения плавкого предохранителя в процессе засыпки. Как видно из выражения 1б1, коэффициент d- зависит от линейной (а значит, и угловой ) скорости вращения плавкого предохранителя, закрепленного на вращающемся устройстве, и расстояния плавкого предохранителя от оси вращения устройства. Преобразуя выражение (б), получаем Угловые скорости вра1цения защищаемых устройств находятся в пределах 2000-10000 об/мин, расстояния плавкого предохранителя от оси вращения находятся в пределах 0,5-2 м. Поэтому значения коэффициента oi при существующих скоростях вращения и радиусах вращающихся устройств находятся в пределах 1, 4 - ,-1, 4 . Для осуществления предложенного способа в процессе засыпки установочную плиту 2 вместе с бункером х и редохранителями 4 с помощью специаль-, ных устройств (на чертеже не показаны/ подвергают вращению со скоростью, определяемой по формуле (1|. При этом наполнитель 3 из бункера 1 через отверстия 9, питатели 10 и отверстия 8 поступает внутрь корпусов 5 плавких вставок. Центробежные силы, действующие на наполнитель 3, обеспечивают необходимую степень уплотнения наполнителя. При этом, если в процессе вращения происходит надрыв некоторых перешейков, то после засыпки и закрытия отверстия 8 в процессе контроля можно обнаружить бракованные образцы. Величину коэффициента оС для определения условий скорости вращения при засыпке можно выбирать, либо исходя из конкретных параметров защищаемого устройства (скорость вращения, радиус устройства), либо исходя из того, что предохранители могут защищать устройства с различными параметрами (т.е. выбирать наибольшее значение коэффициента oi . В процессе засыпки скорость вращения может меняться. Исследования, показали, что при предлагаемом способе операция засыпки длится 1,0-3,0 мин в зависимости от габаритов предохранителей .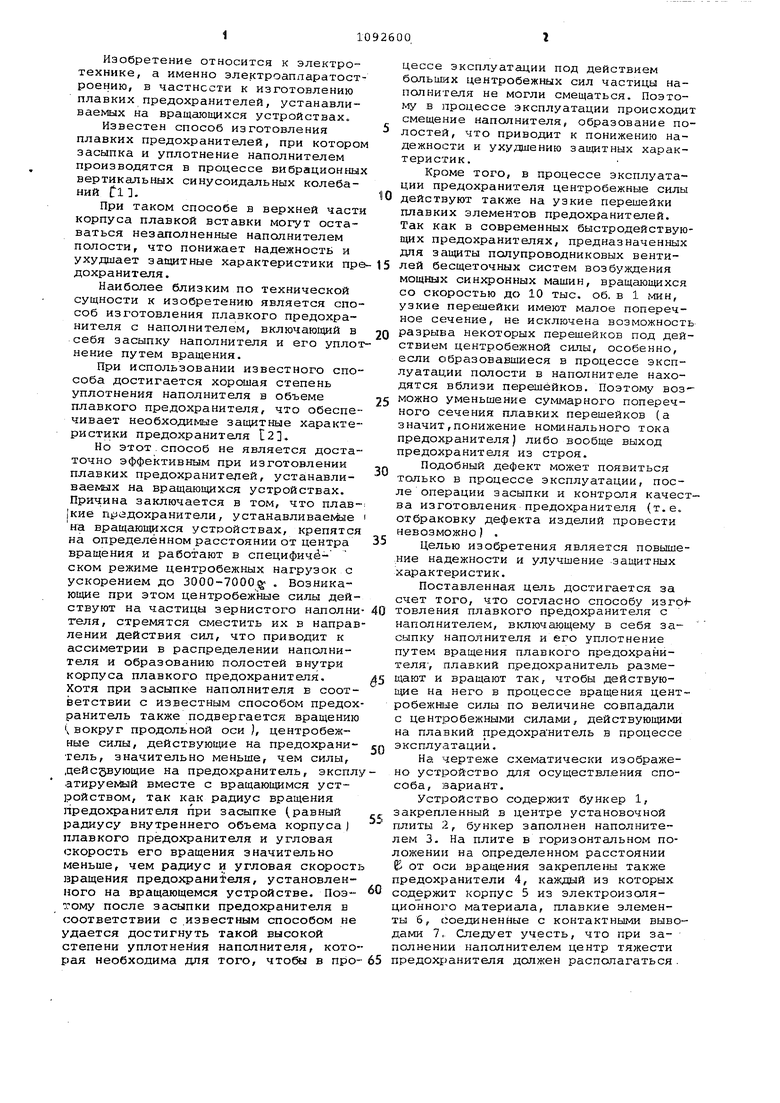

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плавкой вставки предохранителя с наполнителем | 1986 |
|
SU1408470A1 |
| Способ изготовления плавких предохранителей с наполнителем | 1983 |
|
SU1148057A1 |
| Способ изготовления плавкого предохранителя с наполнителем | 1986 |
|
SU1368931A1 |
| Плавкий предохранитель | 1982 |
|
SU1042104A1 |
| Устройство для заполнения плавких предохранителей зернистым наполнителем | 1985 |
|
SU1336134A1 |
| Способ изготовления плавких предохранителей с наполнителем | 1980 |
|
SU898533A1 |
| Плавкий предохранитель | 1986 |
|
SU1410134A1 |
| Плавкий предохранитель | 1983 |
|
SU1159085A1 |
| Плавкий предохранитель | 1987 |
|
SU1494071A1 |
| Плавкий элемент предохранителя | 1985 |
|
SU1275580A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАВКОГО ПРЕДОХРАНИТЕЛЯ С НАПОЛНИТЕЛЕМ, включаю1ций в себя засыпку наполнителя и его уплотнение путем вращения плавкого предохранителя, отличающий ся тем, что, с целью повышения надежности и улучшения защитных характеристик, плавкий предохранитель размещают и вращают так, чтобы действующие на него в процессе вращения центробежные силы по величине совпадали с центробежными силами, действующими на плавкий предохранитель в процессе эксплуатации. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ossowicki J | |||
| Исследование процесса наполнения патронов предохранителей кварцевым песком, Рг | |||
| jLnst | |||
| electrotechn | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления плавких предохранителей с наполнителем | 1980 |
|
SU898533A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
