Изобретение относится к областм деревообрабатывающих станков-автоматов и представляет собою агрегат, предназначенный для изготовлення гнуто-пронильных детален мебели. Изготовление указанных изделий обычно осуществляется noi: помоидн больгоого количества ручных операций и частичного использования нростейщих деревообрабатывающих станков, что обусловливает невысокую производительность труда в этом производстве.
Описываемый ниже агрегат имеет целью механизировать операции но изготовлению гнуто-пропильных деталей мебели, для чего он выполнен в виде кинематически связанных между собою и осуществляющих свои функции автоматических станков: двухшпиндельного круглопильного для выпиливания пазов в деталях, многогнездного для вклеивания в пазы фанерных прокладок с рядо.м последовательно расположенных гнезд II многогнездного гнутарного
дли одноврел1енно1о 1нутья нескол1 K ix деталей.
Отличительные особенности агрегата заключаются также в следуюИ1СМ.
С целью синхронизации работы всех транспортеров, передающих обрабатываемую деталь от одного станка к другому, привод пульсирующего транспортера станка для вклеивания в пазы детали фанерных прокладок соединен с непрерывным транспортером круглопильного станка при поМОН1.И бесконечной цепи. Цепь песет расположенные на определенном расстоянии один от другого упоры, взаимодействуюн1ие с поворотным рычагом муфты включення вала пульсирующего транспортера, осуществляю1цего, в свою очередь, аналогичный прнвод пульсирующего транспортера гнутарпого станка.
Для расширения паза детали npif вклеивании фанерных прокладок в многогнездном станке применены жестко укрепленные на общем поворотном валу рычаги с иа.льца.ми, входящими в паз детали ири установке последней в гпездо.
При зтом на пути движения фанерных прокладок, с це.тью намазывания их клеем, установлены клеевые вальцы, соединенные обш,им приводом с механизмом толкателя, иодаюН|им фанерные прокладки из магазинпой коробки.
Для плотной вставки фанерных прокладок в иазы деталей применены укрепленные на общем валу нажимиые ролики, взаимодействующие е прокладками в пазах деталей в процессе движения последних от одтюгогнезда к другому,
С целью облегчения иереиаладки станка д,1я вклеивания в пазь фанерных прокладок, в нем магазин коробки, механизм толкателя и клеевые вальпы установлены на отдельной станине, снабженгшй для точной установки ходовым винтом.
В многогнездном гнутарном станке, с целью ирижима гнутарных щаблонов к деталям, нрименеп подъемный стол с гнездами для деталей, а щаблоны снабжены хомутами, имеющими нарезную зубчатую рейку, взаимодейетвую цую с зубчатой щестерней, жестко соединенной с храгювым ко.чесом, фиксируемым при номощи собачки, приводимой в действие подъемным столом.
Подъемный стол гнутарного станка, в целях иодвода пневматических камер и электродов к гнутариым 1:наблоиам, имеет подвижную с пазах Стола каретку, иесуи1.ую пневматические камеры и электроды и автоматически перемеитающуюся от привода распределительного вала.
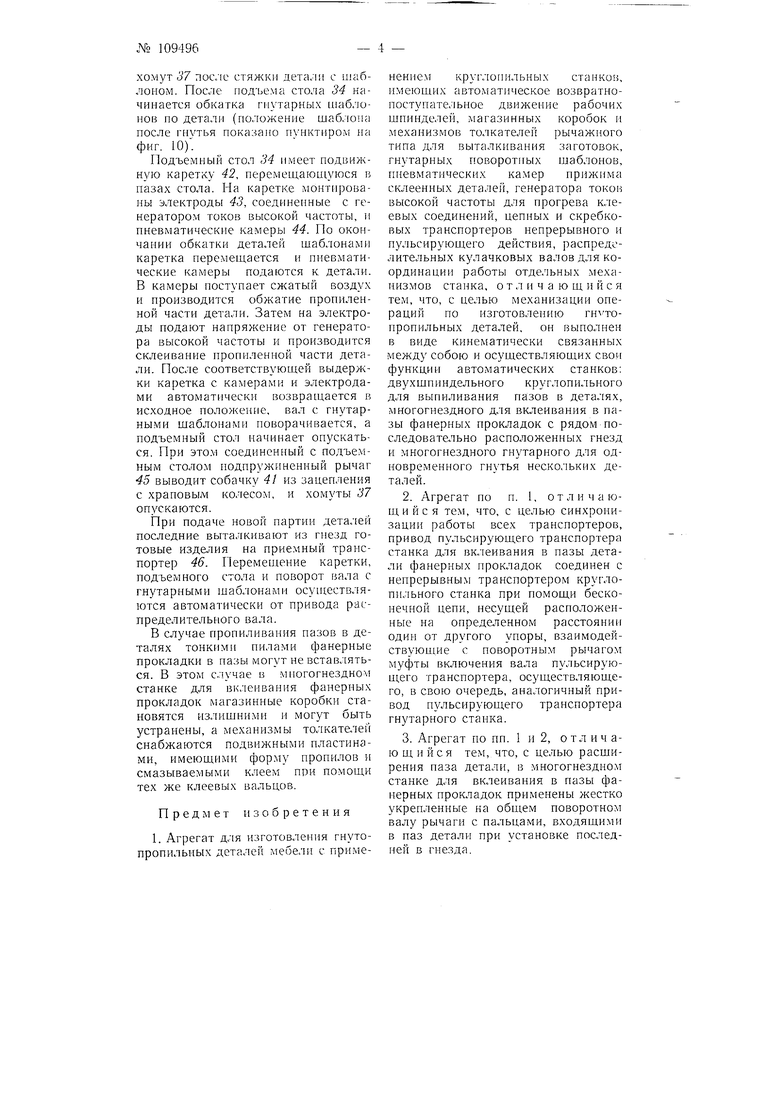
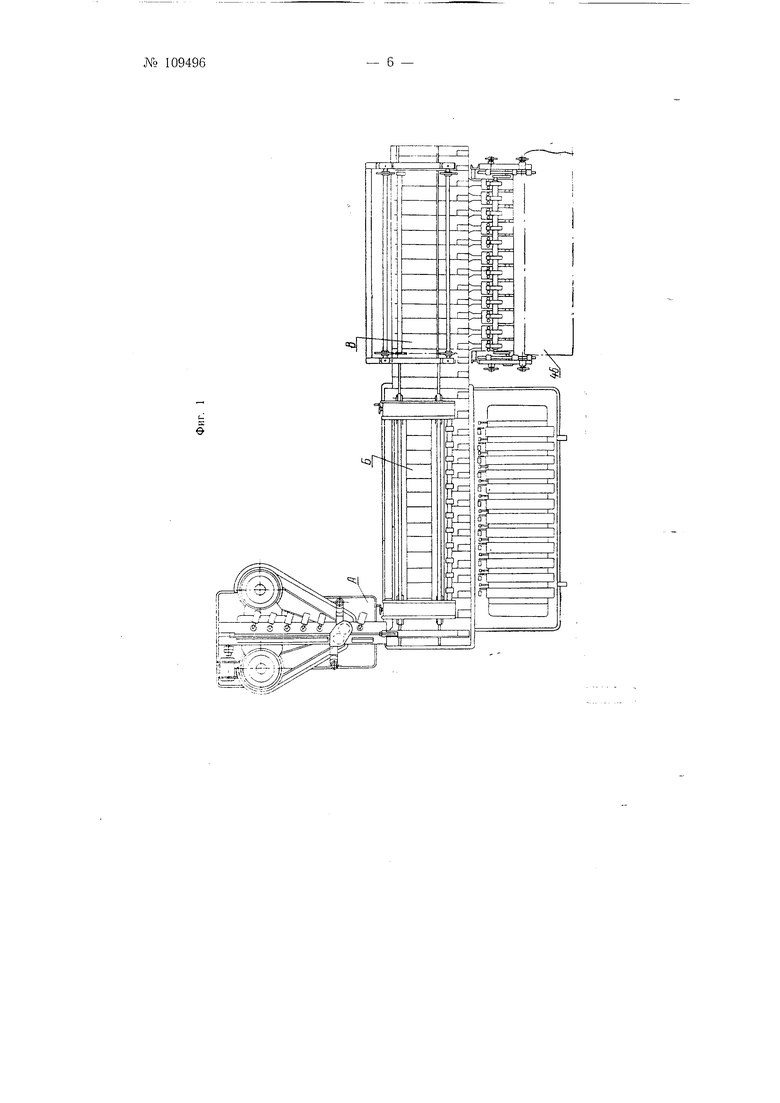
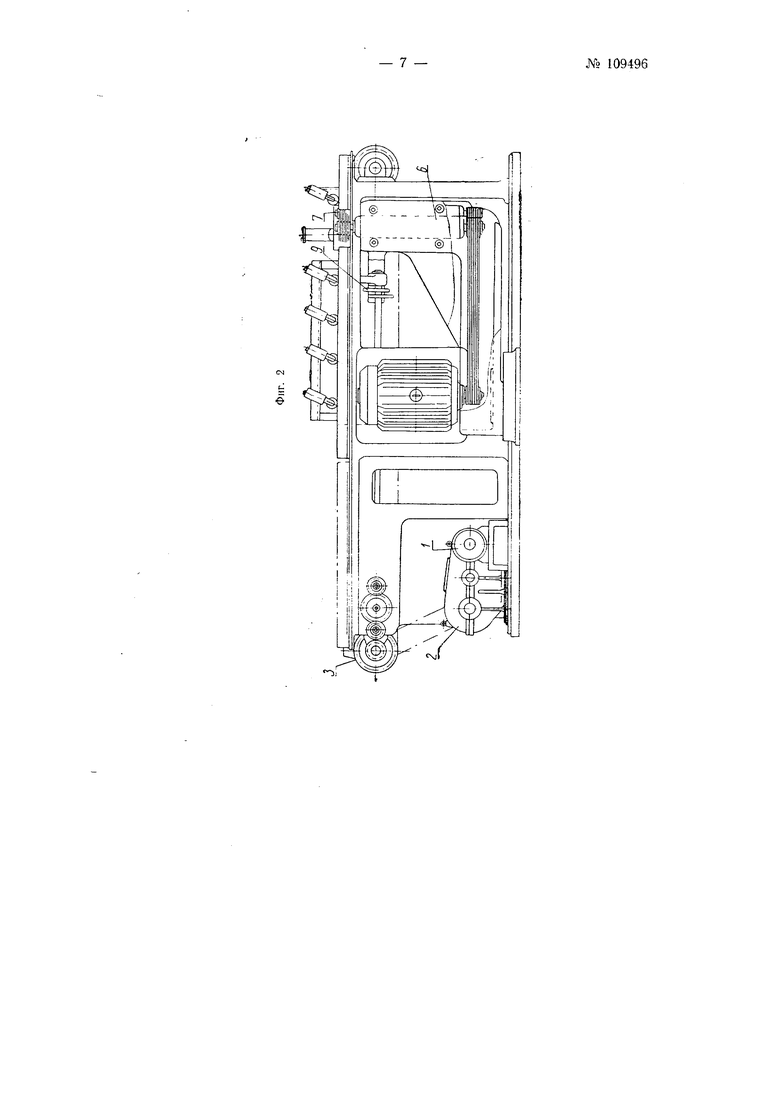
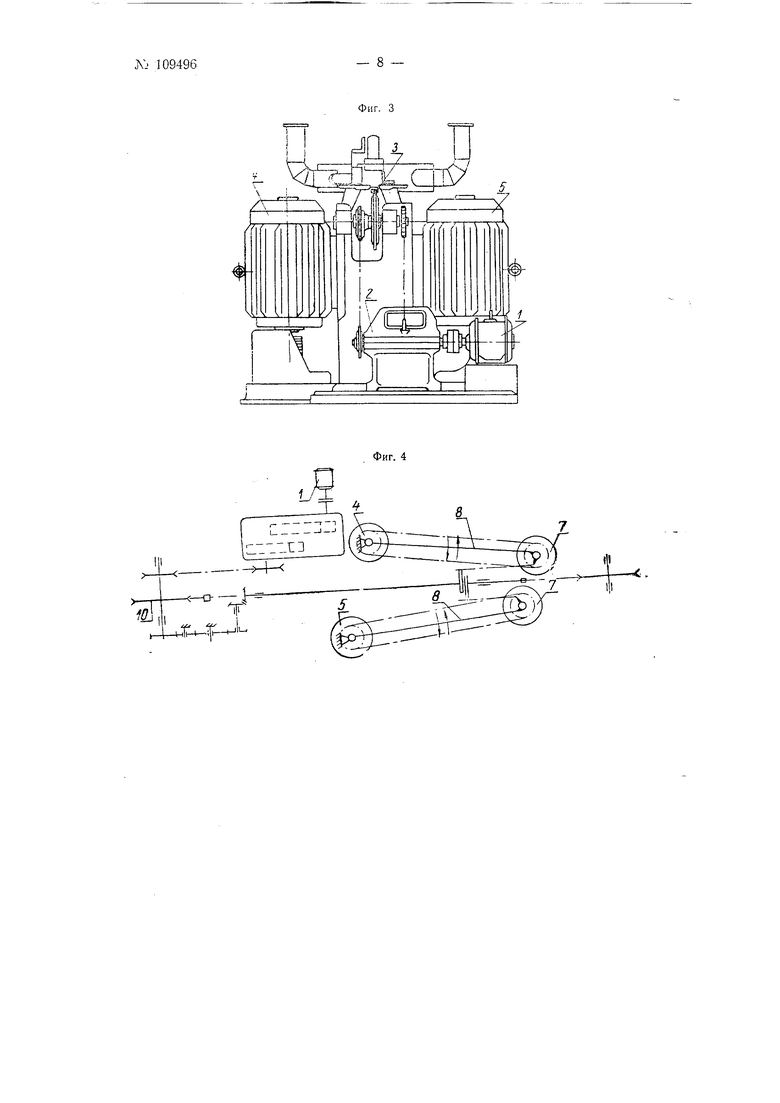
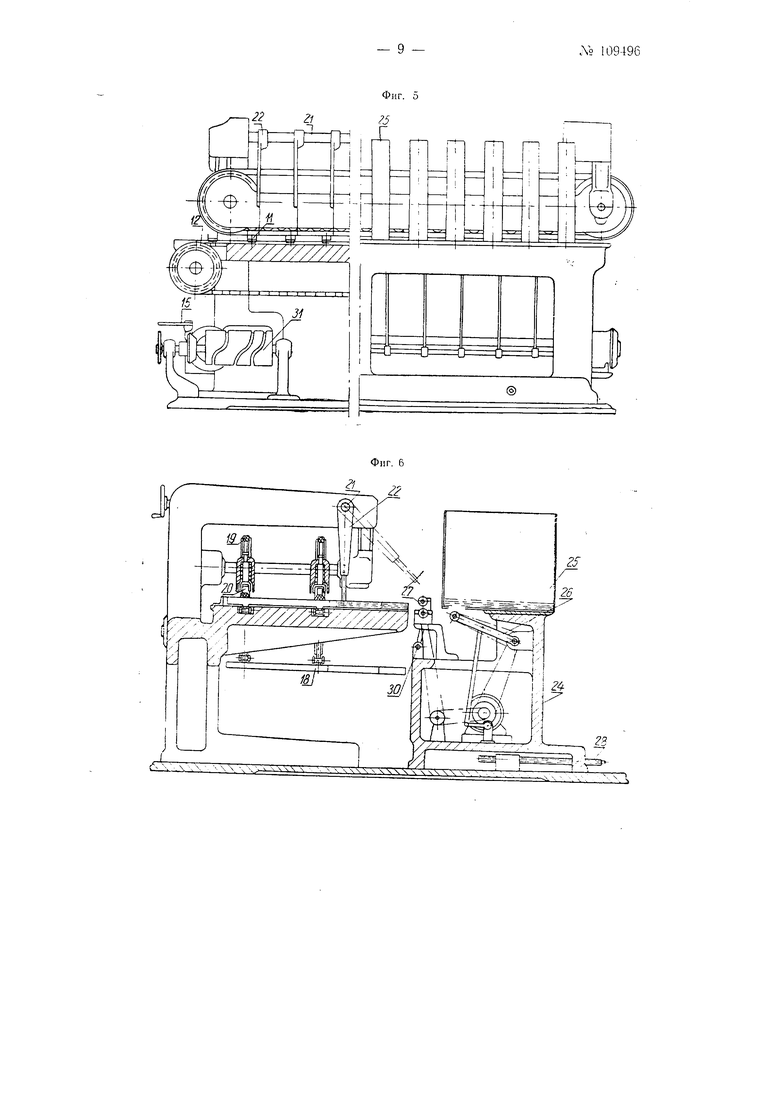
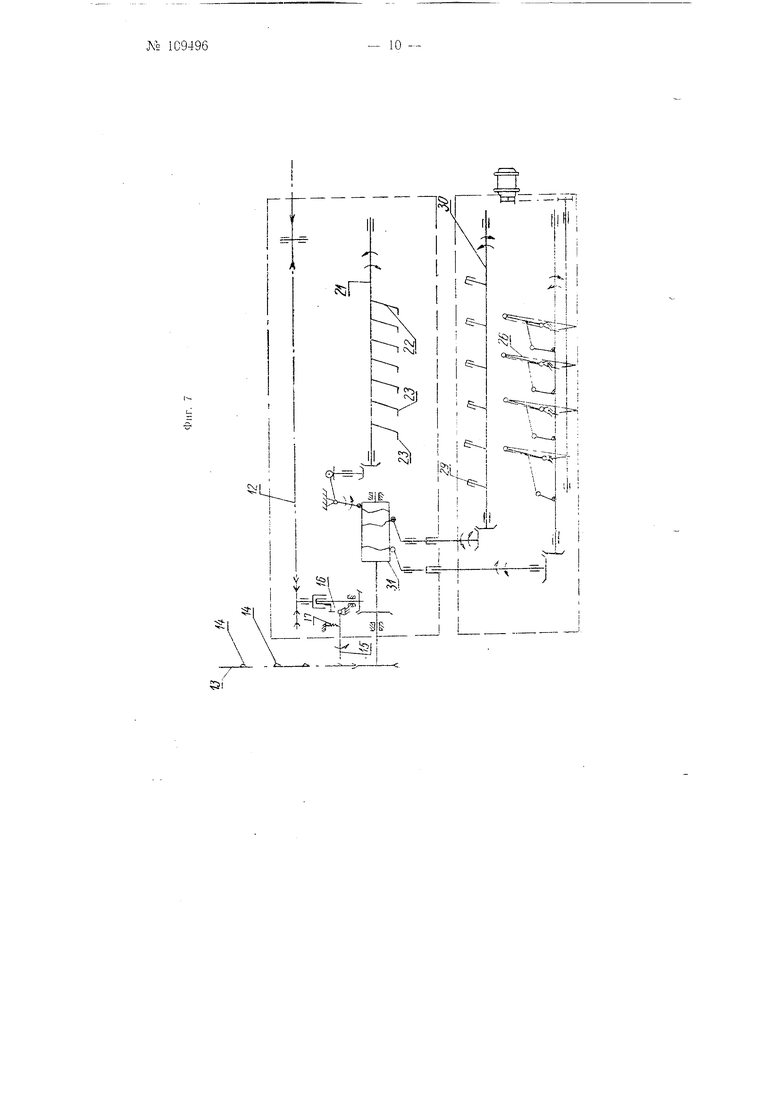
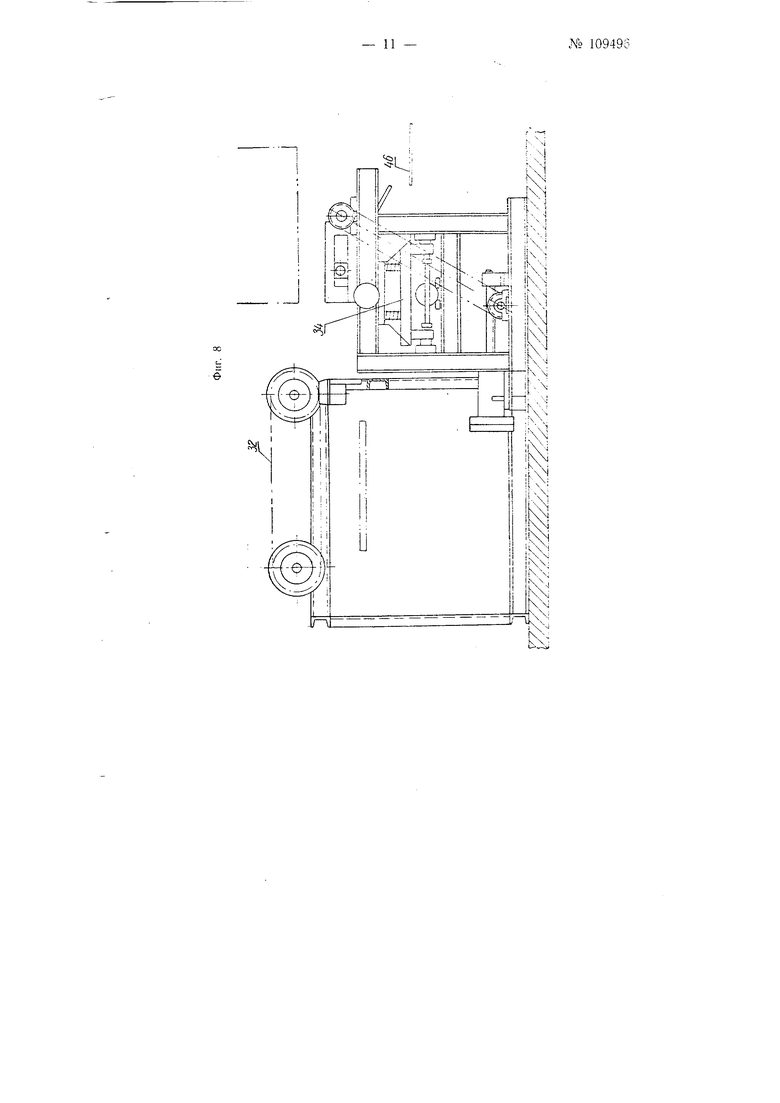
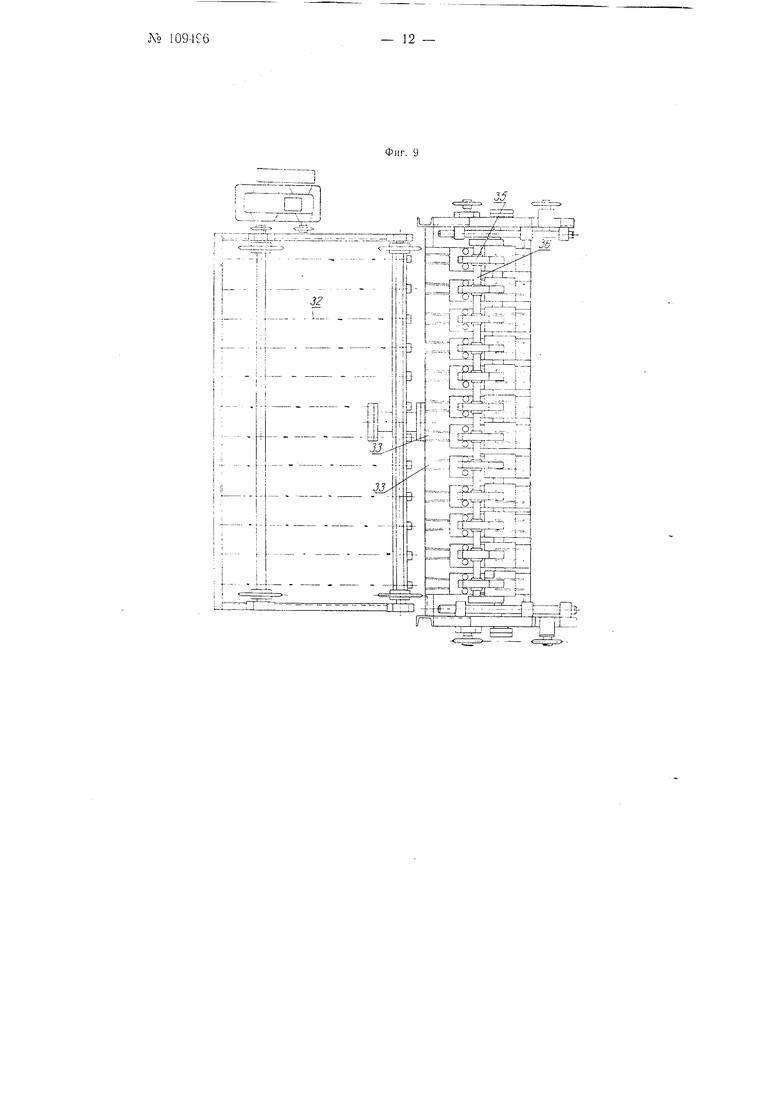
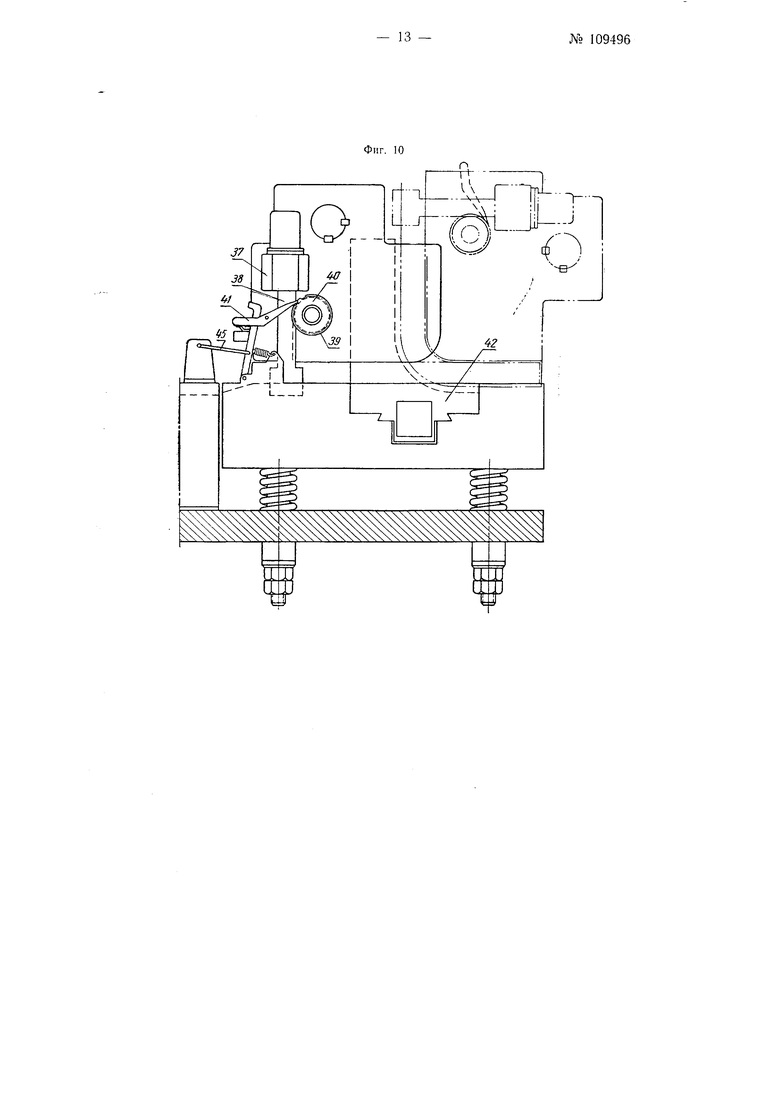
На фиг. 1 изображен общий вид агрегата в плане; на фиг. 2 и 3 - общи вид круглоПМьного станка в двух проекциях; на фиг. 4 - кинематическая схема круглопи.;(ьиого станка; на фиг. 5 и 6-общш вид многогнездного етанка для вклепваг ия в пазы детали фанерных прокладок в двух проекциях, чаетично в разрезе; на фиг. 7 - кинематическая схема стайка но фиг. 5 н 6; на фиг. 8 - общий вид гнутарного станка сбоку; на фиг. 9 - вид его в плане; на фиг. 10-обн1пй вид гнутарного шаблона
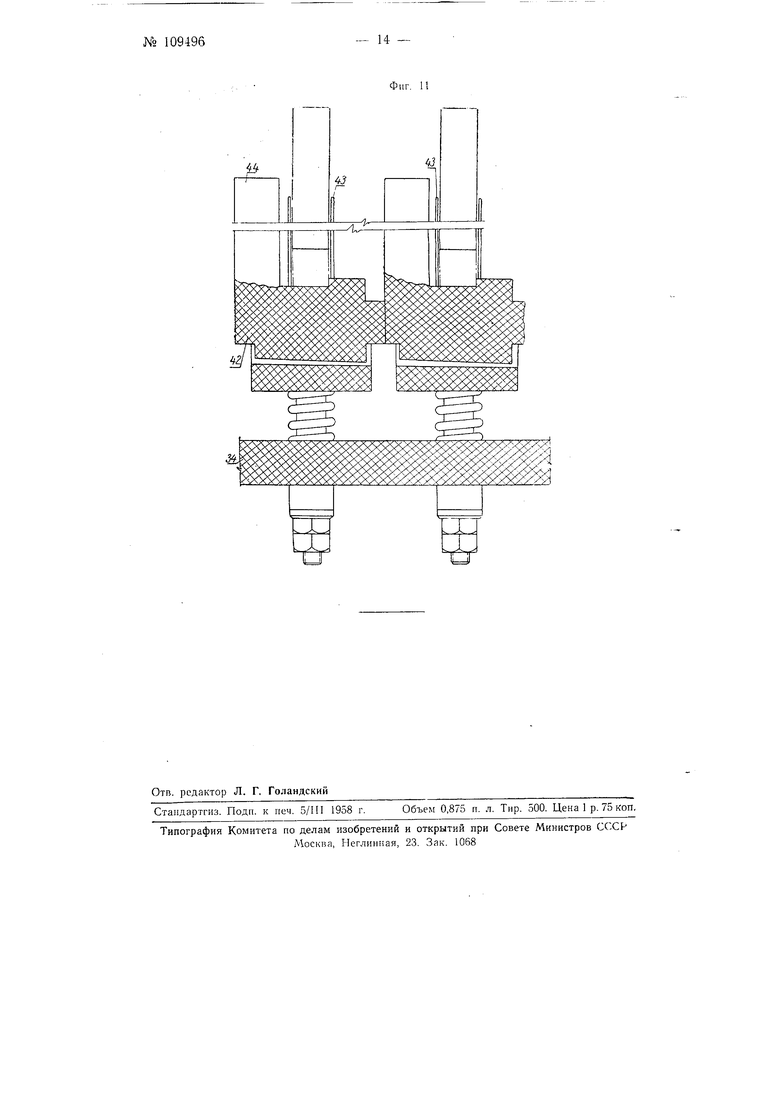
и части годъемиого стола; на фиг. 11 - вид части подъемного стола с подвижной кареткой в разрезе.
Агрегат для изготовления гнутопропильпых деталей мебели осуществляет следующие операции: пропиливанне пазов в детали, вклеивание в иазы фанерных прокладок, гнутье и склеивание детали ио щаб,чону с подогревом токами высокой частоты. Все эти операции выполняются автоматически.
В состав агрегата входят кинематически связанные между собою автоматические станки; круглопильный /4, многогнездный Б для вкленвания в пазы фанерных прокладок н гнутарный В.
Круглопильпый станок нмеет три электродвигателя; электродвигатель / служит лТ,ля привода через редуктор 2 цепного подающего транспортера , а электродвигатели 4 и 5 для вращения рабочих шпинделей 6 с набором круглых пил 7. Шпинхаели б установлены на поворотных суппортах 8, сси поворота которых совпадают с осямп электродвнгателей 4 и /;. Отвод пщинделей от обрабатываемой детали и подвод к ней осуществляется при помощи кулачкового механизма 9. вал которого приводится во вращение от вала звездочки 10, приводяи1.ей в движение цепной транспортер 3. Кулачки при помощи системы рычагов производят перемеихенне суппортов со щиипделямп.
Деталь цепным транспортером подается к дисковым пилам, которьи; осуществляют двухстороннее проиилнванне пазов в детали; но достижении треб емой длины паза шпиндели с пилами автоматически поворачиваются и они выводятся из пропила, а деталь тем же цепным транспортеро.м 3 передается на многогнездньн станок для вк.тенвания в пазы фанериых прокладок.
В этом станке подача детали последовательно от одного гнезда 11 к друго.му осуществляется пульсирующим транспортером 12; последний соединен с ценным транспортером круглопнльного станка при помощн бесконечной цепи 13, на к.оторой в определенном порядке монт;;розаны упоры 14, взаимодействуюiiuie при дбижеини цепи с поворотным рычагом 15, который, в свею очередь, включает муфту 16 сцепления. Пока поворотный рычаг 15 отклоняется упором 14 бесконечно ucHii 13, вал пульспрующего транс портера 12 получает врантение н дета.ль переменляется от гнезда к гнезду: по мере даль}1ейшего дв1 ження бесконечной цепи 13 поворотный рычаг /J соскакивает с упора 14 н под действием пружины 17 возвращается в исходное 1о,тоженпе: при этом муфта 16 выключает движенгае трансггортера 12. Такое устройство позволяет осуществлять cinixpoHnvu) работу транспортеров обоих станков - кру1,топильного н многогнездного .для вклеивания 15 пазы фанерных прокладок.
11 -льспрую1,цнй транспортер захватывает деталь скребком 18, а сверху деталь ггрпжимается двумя клиновпдиылп ремнями 19, натянутыми на шк.ивы; дав.тение на дета.ть дости1ается путем применения иодП1)ужннен11ых роликов 20.
Для расширения паза в деталн при вклеивании фанерных прокладок предназначен механизм, выполненный в внде ряда закрепленных на поворотном ва.ту 21 рычагов 22 с нальца г11 23, которые установлены на рычагах на разной высоте, соответств юн1ей высоте различных пазов в детали.
На отдельной станине 24 монтнрованы магазннная коробка 25, в которую помещают фанерные прокладкп, и механнзм толкателя 26, соединенный общим приводом с клеевыми вальцами 27, установленными на пути движения фанерной прокладки из магазинной коробки 25 к детали. Для удобства переналадки станка на различные размеры деталей станина 24 снабжена ходовым винтом 28, сообщаюни1м ей поперечное перемепдение.
Проталкивание фанерной прокладки в паз детали осугцествляется в момент движения детали от одного гнезда к другому при помощи нажимных роликов 29, укрепленных на обн1ем валу 30. Управление работой рычагов с пальцами, механизма толкателя и нажимных ро.тнков осущест15ляется при помоищ кула.чкового распределительного вала 31, приводимого во BpaiueiHie от прпвода. ценлого тра 1спортер;1 круглопильного. :та1и-;а.
Работа на 1)том станке осун1ествлястся в следующем гюрядкс. Детальс Г11югп1ле1п- ым1 захватывается скребком пульсирующего трансгюргера н достав.чяется к рабочему гнезду; при зтом палец рычага 22 входит в паз и расширяет последнпй, а 15 JTO время толка.тель 26 подает из магазинио г коробки фанерную прокладку -i клеевые 1оалы;ьг, намаза;шая клеем прок.тадка вставляется в паз дета.тп. Затем TpaHcnopTeii перемеп1ает деталь к следуюн1ему гнезду, а 150 время атого движения осуИ1ествляется досылкг, фанерно ; прокладк к паз нажилпными ро.тикамп 29 и возвращение 15 исходное поло/кение рыч;:гов 22 и механнзма толкателя 26. В каждом ра.бочем гнезде Г1роизр од 1тся вклеиь;ан11е лишь одно фанерио: прокладки, и поэтому коти :ество гнезд в стайке должно соответствовать пазов в детали. Дета.пг с 15клеенными фанерными прокладками собираются в конце транспортера и подаются оттуда в. миогогнездный автоматнческий гнутарный станок.
.Механизм подачи деталей в гнутарном станке связан с нульспруюилим транспортером станка для вкленвання в пазы фанерных прокладок нрпводом, аналогнчно связи последнего с цепным транспортером круглопильного станка. .Механизм подачи здесь выполнен в виде ряда цепных транспортеров 32, своими упорами вталкпваюших деталь в рабочие гнезда 33, расположенные на ггодъемном столе 34. После остановки механизма подачн подъемный стол 34 поджимает детали к гнутарным шаблонам 35, закрепленным на общем валу 36. На гнутарных шаблонах установлены хомуты 37, имеющие нарезную зубчатую рейку 38, которая взаимодействует с шестерней 39. Последняя соед1шена с храповым колесом 40, фиксируемым собачкой 41. Собачка запнрает
хомут 37 noc.ic стяжки детали с шаблоном. После гюдьема стола 34 начинается обкатка гнутарных Н1аблоHOF3 но детали (иоложение шаблона после гнутья показано пунктиром на фиг. 10).
Подъемный стол 34 имеет подвижную каретку 42, перемещаюп1у1ося в пазах стола. На каретке монтированы электроды 43, соединенные с генератором токов высокой частоты, и пневматические камеры 44. По окончании обкатки деталей шаблонами каретка перемещается и пневматические камеры подаются к детали. В камеры поступает сжатый воздух и производится обжатие пропиленной части детали. Затем на электроды подают напряжение от генератора высокой частоты и производится склеивание пропиленной части детали. После соответствующей выдержки каретка с камерами и электродами автоматически возвращается в исходное положение, вал с гнутарными шаблонами поворачивается, а подъемный стол начинает опускаться. При этом соединенный с подъемным столом подпружиненный рычаг 45 выводит собачку 41 из зацепления с храповым колесом, и хомуты 37 опускаются.
При подаче новой партии деталей последние выталкивают из гнезд готовые изделия на приемный транспортер 46. Перемепдение каретки, подъемного стола и поворот вала с гнутарными шаблонами осуп ествляются автоматически от привода распределительного вала.
В случае пропиливания пазов в деталях тонкими пилами фанерные прокладки в пазы могут не встав.тяться. В этом с.лучае в многогнездном станке для вклеивания фанерных прокладок магазинные коробки становятся излишними и могут быть устранены, а механизмы толкателей снабжаются подвижными пластинами, имеющими форму пропилов и смазываемыми клеем при помощи тех же клеевых вальцов.
Предмет изобретения
1, Агрегат для изготовления гнутопропильных деталей мебели с применением круглогп-иьных станков, имеющих автоматическое возвратнопоступате.1ьное движение рабочих шпинделей, магазинных коробок и механизмов толкателей рычажного типа для выталкивания заготовок, гнутарных поворотных щаблонов, пневматических камер прижима склеенных деталей, генератора токов высокой частоты для прогрева клеевых соединений, цепных и скребковых транспортеров непрерывного и пульсируюпдего действия, распределительных кулачковых валов для координации работы отдельных механизмов станка, отличающийся тем, что, с целью механизации операций по изготовлегппо гн топропильных деталей, он выполнен в виде кинематически связанных между собою и осуществляющих свои функции автоматических станков: двухшпиндельного кругл опил ьного для выпиливания пазов в , многогнездного для вклеивания в пазы фанерных прокладок с рядом последовательно расположенных гнезд и многогнездного гнутарного для одновременного гнутья нескольких деталей.
2.Агрегат по п. 1, отличающийся тем, что, с целью синхронизации работы всех транспортеров, привод пульсирующего транспортера станка для вклеивания в пазы детали фанерных прокладок соединен с непрерывным транспортером круглопильного станка при помощи бесконечной цепи, несущей расположенные на определенном расстоянии один от другого упоры, взаимодействуюшие с поворотным рычагом муфты включения вала пульсирующего транспортера, осуществляющего, в свою очередь, аналогичный привод пульсирующего транспортера гнутарного станка.
3.Агрегат по пп. 1 и 2, отличающийся тем, что, с целью расширения паза детали, в многогнездном станке для вклеивания в пазы фанерных прокладок применены жестко укрепленные на общем поворотном валу рычаги с пальцами, входящими в паз детали при установке последней в гнезда.
4.Агрегат по пп. 1-3, отличающийся тем, что, с целью намазывания КоТеем фанерных прокладок, на пути движения последних нз магазинной коробки установлены клеевые вальцы, соединенные общим приводом с механизмом толкателя.
5.Агрегат по пп. 1-4, о т л и ч а ющ и и с я тем, что, с целью п.тотной вставки фанерных прокладок в пазы деталей, применены укрепленные на обцдем валу нажимные ролики, взаи: модействующие с прокладками в пазах деталей в процессе движепия последних от одного гнезда к другому.
6.Агрегат по пп. 1-5, отличающийся тем, что, с целью облегчения переналадки станка для вклеивания в пазы фанерных прокладок, в последнем магазинные коробки, механизм толкателя и клеевые вальцы установлены на отдельной станине, снабженной для точной установки ходовым винтом.
7.Агрегат по пп. 1-6, отли ч а ющийся тем, что, с целью прижима гнутарных шаблонов к детали, в многогнездном гнутарном станке применен подъемный стол с гнездами
для деталей, а шаолоны снабжены хомутам, имеющими нарезную зубчатую рейку, взаимодействующую с зубчатой шестерней, жестко соединенной с храповым колесом, фиксируемым при иомощи собачки, приводимой в действие подъемным столом.
8.Агрегат по пп. 1-7, о тли ч тем, что, с целью подвода пневматических камер и электродов к гнутарным щаблонам, подъемный стол гнутариого станка имеет подвижную в пазах стола каретку, несущую пневматические камеры и электроды и автоматически перемещающуюся от иривода распределительного вала.
9.Видоизменение агрегата по пп: 1 и 2, отличающееся тем, что, с целью изготовления гнуто-проиильных деталей с узкими пазами без примейения фанерных прокладок, в многогнездном станке для вклеивания в пазы прокладок устранены магазинные коробки, а механизмы толкателей снабжены выдвижными пластинами, имеющими форму пропилов и смазываемыми клеем при помощи клеевых вальцов.
ii
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделки мебели в щитах | 1960 |
|
SU136649A1 |
| Вертикальный сушильный агрегат кассетного типа | 1960 |
|
SU137465A1 |
| Автомат для кладки из кирпича стен, колонн и т.п. | 1938 |
|
SU58731A1 |
V// F/
/7Zy7//: ////Z 7Z f
Z5