Станки для обточки керамических изоляторов, снабженные вертикальной осью со шпинделем, несущим изолятор, и резцом для обработки его, известны. Операции съема изолятора с формовочного пресса и установки на станок для обточки осуществляются вручную, что не позволяет увеличить производительность таких станков.
В предлагаемом станке для обточки керамических изоляторов этот недостаток устранен. Станок снабжен переставителями - поворотными рычагами, несущими пневматические захваты, с помощью которых изолятор снимается с формовочного пресса и устанавливается на станок для обточки, а затем, по окончании обточки - на ленточный или другой транспортер.
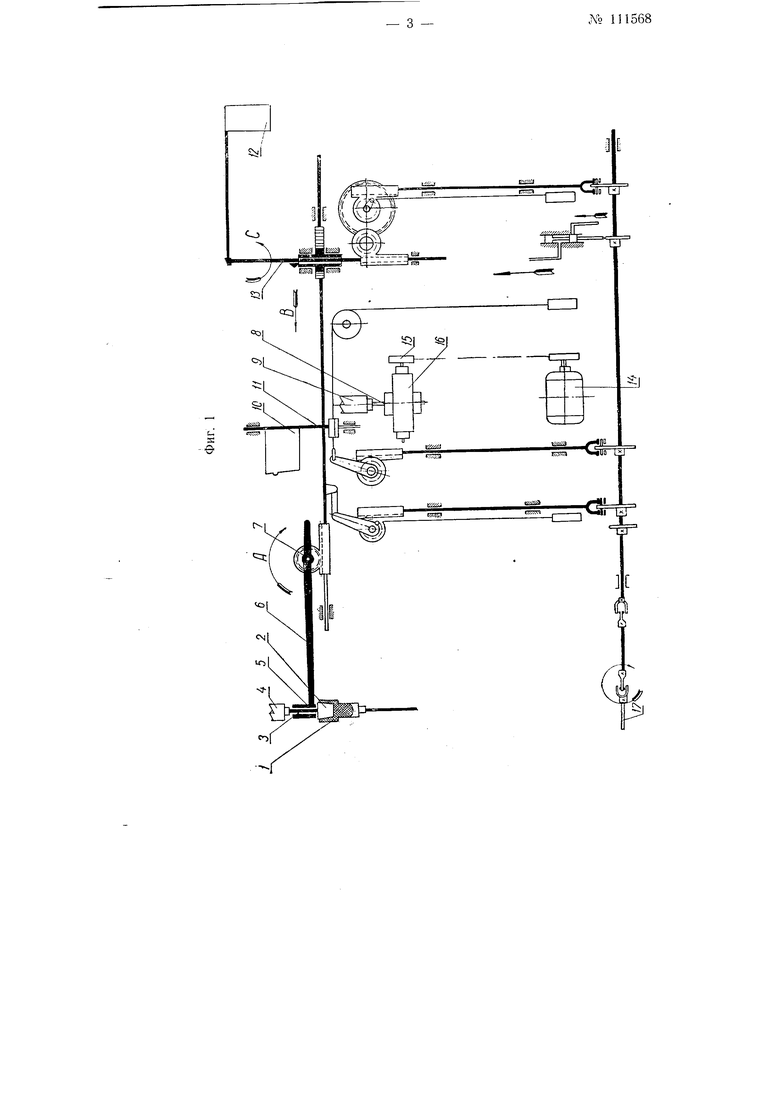
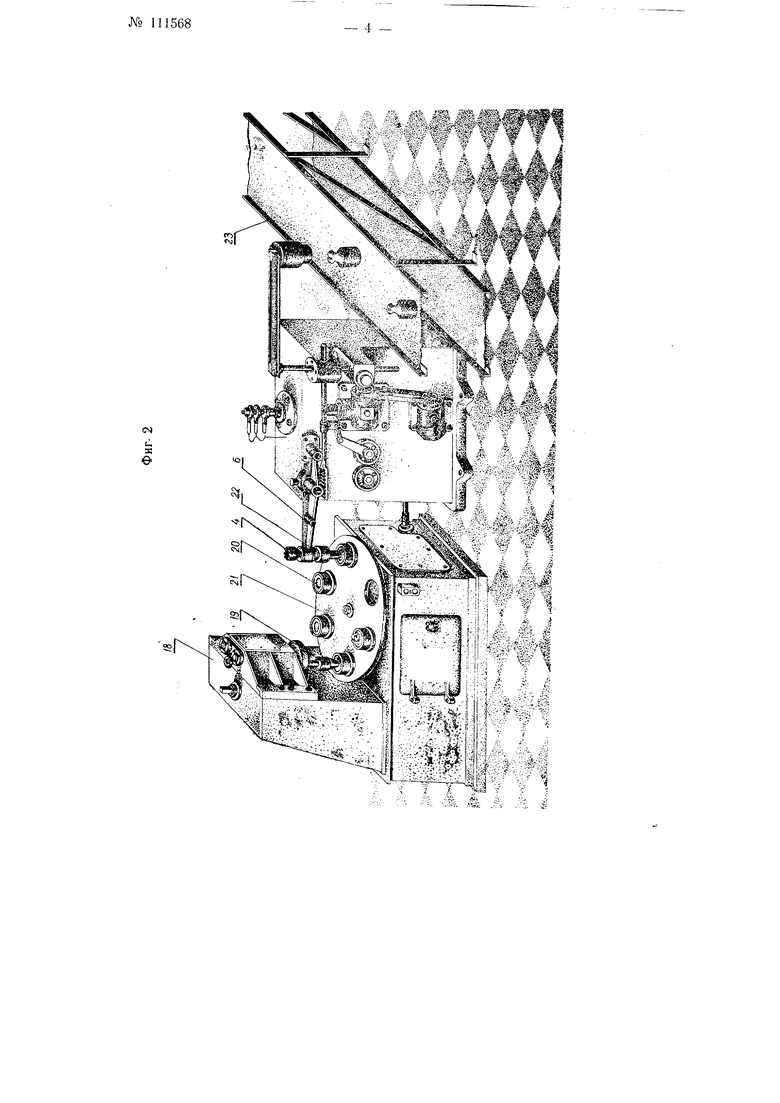
На фиг. 1 изображена принципиальная схема, предлагаемого станка; на фиг. 2 - общий вид установки для изготовления керамических изоляторов с предлагаемым станком для обточки.
В отформованный керамический изолятор / входит оправка 2, которая насажена на шпиндель 3. На другом конце шпинделя насажена зубчатая нолумуфта 4. Шпиндель имеет возможность вращаться в подшипниках 5 рычага 6.
После того, как отформованный изолятор надет на оправку шпинделя, рычаг поворачивается вокруг оси 7, перенося оправку с надетым на нее изолятором с формовочного станка на обточной станок.
На последнем имеется непрерывно вращающийся шпиндель 8, на конце которого надета зубчатая нолумуфта 9.
При поворачивании рычага вокруг оси на 180° его полумуфта входит в зацепление с полумуфтой станка для обточки и, изолятор начинает (вращаться.
; Чистовая обточка изоляторов-осуществляется поворотом фасонных резцов W вокруг оси 11. После того как чистовая обточка изолятора закончена, захват J2, находящийся в это время над изолятором, опускается и изолятор попадает в камеру захвата (в виде наперстка). Внутренние
№ 111568- 2 -
стенки камеры захвата несут резину, которая в нужный момент раздувается сжатым воздухом и охватывает изделие. После этого захват поднимается вертикально вверх, снимая изделие с оправки.
По окончании подъема, захват начинает поворачиваться вокруг оси 13. После того как поворот закончится, захват опускается; при крайнем нижнем положении захвата давление воздуха снимается, изделие освобождается от захвата и устанавливается на транспортер. После этого захват поднимается вертикально вверх в исходное положение.
Шпиндель В.О время обточки изолятора приводится во вращение от электродвигатачя 14 через клиноременную передачу 15 и редуктор 16. Все остальные механизмы приводятся в действие от распределительного вала 17, являющегося общим для формовочного и обточного станков.
Вся установка состоит из формовочного пресса 18, снабженного прессующим механизмом 19, матрицами 20 на карусельном столе 21, станка для обточки изоляторов 22 описанной .конструкции и ленточного транспортера 23.
Предлагаемый станок, синхронно взаимодействующий через общий распределительный вал с формовочным станком, обеспечивает полную механизацию всех операций.
Предмет изобретения
1.Станок для обточки керамических изоляторов, снабженный вертикальной осью со щпинделем, несущим изолятор, и резцом для обработки их, о т л и ч а ю щ и и с я тем, что, с целью механизации установки изолятора на станок и съема его после обточки, он снабжен переставителями - поворотными рычагами, несущими пневматические захваты.
2.Форма выполнения станка но п. 1, отличающаяся те.м, что, с целью упрощения конструкции стадка, на нротивоположном конце захвата, снимающего изолятор с формовочного станка, монтирована зубчатая полумуфта, входящая в зацепление с зубчатой полумуфтой станка для обточки, после поворота переставителя на 180°, а в захвате, снимающем изолятор с обточного станка, внутренние стенки выложены полой резиновой обкладкой, раздуваемой воздухом для сжатия и обхвата ею готового изолятора.
-e
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки поршней | 1976 |
|
SU656744A1 |