Изобретение относится к технолонйи трикотажного производства, а именно к способам кулирного вязания для изготовления трикотажных предметов одежды, и может быть использовано при изготовлении трубчатых воротников на двухцилиндровых многосистемных кругловязальных машинах.
Наиболее близким к предлагаемому является способ изготовления трубчатых изделий, в котором корпусной участок изделия провязывается иглами верхнего и нижнего игольных цилиндрфв, которые провязывают соответственно правую и левую части корпусногр участка попеременно при вращении игольных цилиндров в прямом и обратном направлениях. Место соединения правой и левой частей корпусного участка изделия располагается вдоль петельных столбиков по платинным дужкам. После провязывания корпусного участка, представляющего собой трубчатый элемент из сложенного вдвое полотна, на иглах нижнего игольного цилиндра провязывается первый трубчатый чулочный элемент, внутри которого располагается второй трубчатый чулочный элемент, провязываемый на иглах верхнего игольного цилиндра. Таким образом, первый трубчатый элемент получается соединенным с правой частью корпусного трубчатого участка, а второй с левой частью корпусного участка. Места соединения корпусного участка с этими двумя трубчатыми элементами представляют собой два замкнутых петельных ряда в виде восьмерки {
Однако все три трубчатых элемента не имеют петельного ряда, который являлся бы общим для всех трубчатых элементов. Поэтому между двумя трубчатыми элементами невозможно заложит еще один трубчатый элемент, который являлся бы продолжением корпусного трубчатого элемента.
Цель изобретения - улучшение качества и упрощение технологии изготовления, изделия.
Указанная цель достигается тем.
ЧТО согласно способу вязания изделий на двухцилиндровой многосистемной кругловязальной машине, заключающемуся в последовательном вывязывании корпусного трубчатого участка изде- 55 ЛИЯ и двух трубчатых элементов,, один из которых провязывают на иглах нижнего игольного цилиндра, а другой
на иглах верхнего игольного цилиндра и соединении.их с корпусным соединение трубчатых элементов с корпусным участком осуществляют после вязания последнего путем провязывания ряда ластика в первой вяжущей системе машины.
По окончании провязывания корпусного участка иглы делят для вязания ластичного переплетения и соединительные петли провязывают в виде одного ряда ластичных петель. ЛредпочтителЬным является деление игл и провязывание соединительного ряда петель ластичного переплетения 1+1. Так как этот ластичный ряд петель является общим для корпусного трубчатого участка и обоих трубчатых элементов, то между этими трубчатыми элементами можно заложить еще один трубчатый элемент и, таким образом, соединить его с корпусным трубчатым участком для изготовления изделия трубчатой формы.
На чертеже дана схема переплетения части изделия.
Схема оодержит петли кулирной глади последних рядов корпусного трубчатого участка 1, петли соединительного ластичного ряда 2 и петли . рядов двух трубчатых элементов 3 и 4
Способ осуществляют следующим образом.
Для провязывания корпусяого участка 1 изделия, например, переплетением ку/шрная гладь все иглы находятся в зацеплении с игловода,ми нижнего игольного цилиндра и провязывают лицывые петли кулирной глади в первой (нечетной) и второй (четной) вяжущих системах. Затем игл делят и вводят в зацепление с игловодами верхнего игольного цилиндра через одну и провязывают один ряд 2 петель ластика 1+1 в первой вяжзтцей системе нижнего и верхнего игольных цилиндров.
После этого иглы нижнего игольного цилиндра выводятся на заключение только во второй (четной) вяжущей системе. Эти иглы захватывают нить и провязывают ряды :кулирной глади i наружного трубчатого элемента 3. В нечетной вяжущей системе эти иглы на заключение не поднимаются, нить не захватывают и петли не провязывают. При этом иглы верхнего игольногг цилиндра выводятся на заключение только в первой (нечетной) вяжущей 3 11173 системе. Эти иглы захватывают нить и провязывают ряды кулирной глади внутреннего трубчатого элемента 4. В четной вяжущей системе эти иглы на заключение не поднимаются, нить не захватьшают и петли ие провязьгеают. После провязывания требуемого количества рядов трубчатых элементов 3 и 4 подача нити в вязущих системахto прекращается и изделие сбрасывается с игл машины. Так как ластичный ряд 2 является обпщм для корпусного трубчатого участка 1 и трубчатых элементов 3и и 4, между трубчатыми элементами 3 и 4 можно заложить еще один трубча24тый элемент. Скрепив его с ними, а следовательно, с корпусным трубчатым участком 1, можно изготовить трикотажное изделие трубчатой формы, Таким образом, вязание ластичного ряда обусловлено необходимостью разделения одинарного трубчатого трикотажного полотна на два трубча полотна, меяду которыми можно заложить еще один трубчатый элемент для изготовления три.котажного изделия трубчатой формы. В частности, предлагаемый способ вязания может быть использован для изготовления заготовок воротников-стоек трикотажных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм вязания двухцилиндровой вязальной машины | 1980 |
|
SU1033600A1 |
| СПОСОБ ВЯЗАНИЯ КОНТУРНЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ И ПОЛОТНА НА ДВУХФОНТУРНЫХ ПЛОСКИХ И КРУГЛОВЯЗАЛЬНЫХ МАШИНАХ И ДВУХФОНТУРНАЯ ВЯЗАЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057828C1 |
| Способ изготовления двойного прессового кулирного трикотажа на многосистемной кругловязальной машине | 1982 |
|
SU1117350A1 |
| Способ изготовления двойного кулирного прессового трикотажа на многосистемной кругловязальной машине | 1990 |
|
SU1791481A1 |
| Способ вязания борта чулочно-носочного изделия | 1982 |
|
SU1082880A1 |
| Одинарный футерованный трикотаж | 1976 |
|
SU578382A1 |
| Эластичный бортик чулочно-носочного изделия | 1988 |
|
SU1595962A1 |
| СПОСОБ ВЯЗАНИЯ ПОЛУРЕГУЛЯРНОГО ИЗДЕЛИЯ НА ДВУХФОНТУРНОЙ ВЯЗАЛЬНОЙ МАШИНЕ | 1992 |
|
RU2011708C1 |
| Механизм вязания двухцилиндровой кругловязальной машины | 1980 |
|
SU910881A1 |
| Механизм вязания двухцилиндровой кругловязальной машины | 1981 |
|
SU1049588A1 |
СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ РДЕЛИЙ НА ДВУХШ-ШИНДРОВОЙ МНОГОСИСТЕМНОЙ КРУГЛОВЯЗАЛЬНОЙ МАШИНЕ, заключающийся в последовательном вывязывании корпусного трубчатого участка изделия и двух трубчатых элементов, один из которых провязывают на иглах нижнего игольного цилиндра, а другой на иглах верхнего игольного цилиндра, и соединении их с корпусным участком, отличающийся тем, что, с целью улучшения качества изделия и упрощения технологии, соединение трубчатых элементов с корпусным участком осуществляют после вязания последнего путем провязывания ряда ластика в первой вяжущей системе машины. I (Л с J оо ел к 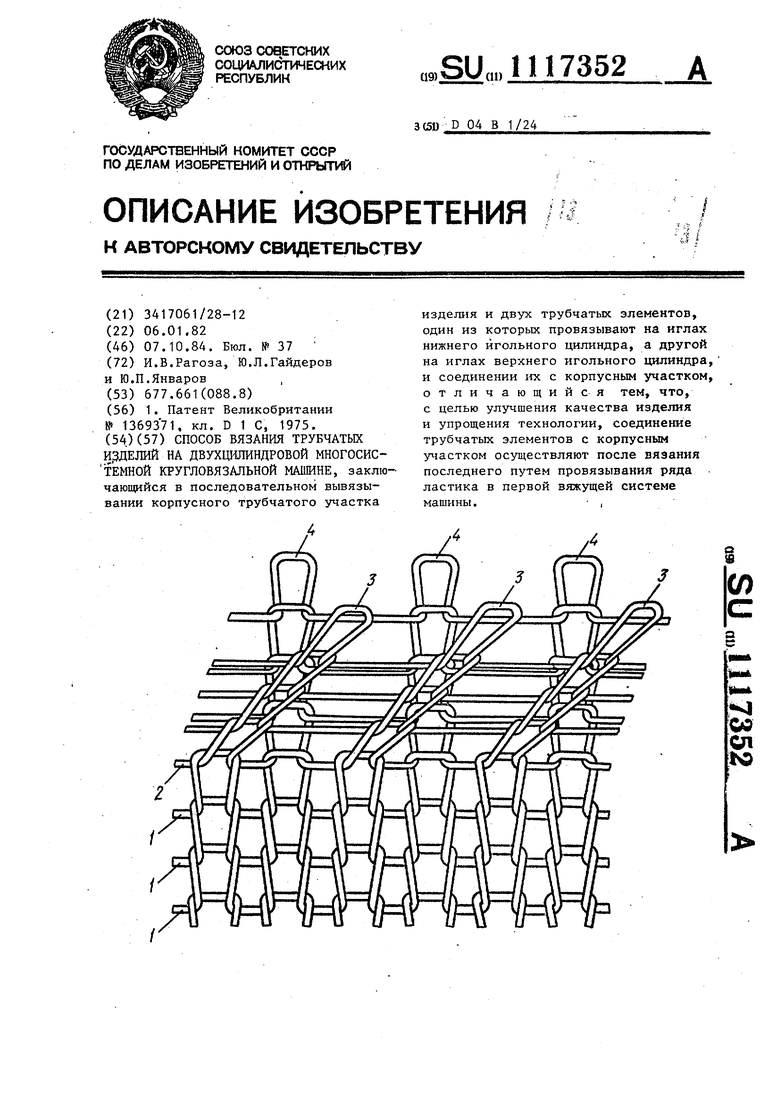
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании № 1369371, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
