1
ф
tlBiA
о
4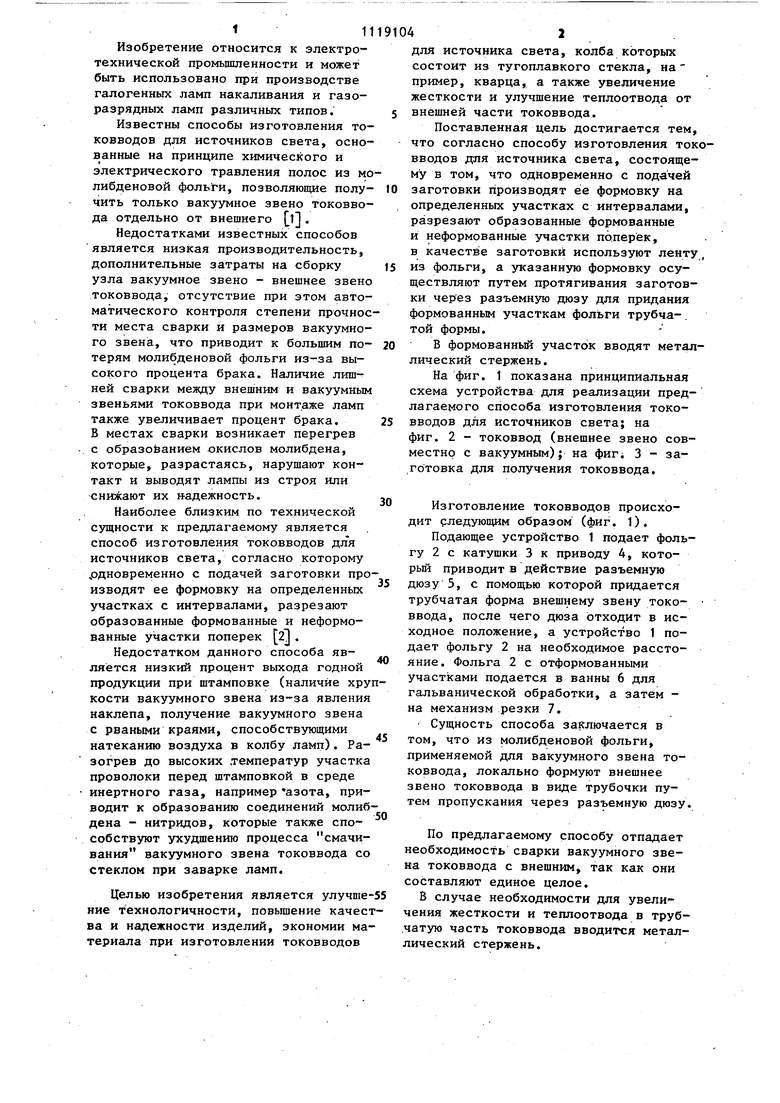
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО ЗВЕНА ЭЛЕКТРОДА СОВМЕСТНО С ВНЕШНИМ ЗВЕНОМ ЭЛЕКТРОДА ИСТОЧНИКА | 1973 |
|
SU389576A1 |
| Герметичный токоввод в кварцевую колбу лампы | 1981 |
|
SU961004A2 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| Герметичный токоввод в кварцевую колбу газоразрядной лампы | 1980 |
|
SU860174A1 |
| Герметичный токоввод в кварцевую колбу газоразрядной лампы | 1981 |
|
SU1012373A1 |
| Способ изготовления токоввода в кварцевое стекло оболочек высокоинтенсивных источников излучения | 1984 |
|
SU1174999A1 |
| Герметичный токоввод в кварцевуюКОлбу лАМпы | 1980 |
|
SU853705A1 |
| Герметичный токоввод в кварцевуюлАМпу ВыСОКОй иНТЕНСиВНОСТи | 1979 |
|
SU853704A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНЫХ ЛАМП | 2001 |
|
RU2201637C1 |
| Герметичный токоввод в кварцевую колбу лампы | 1981 |
|
SU985847A1 |

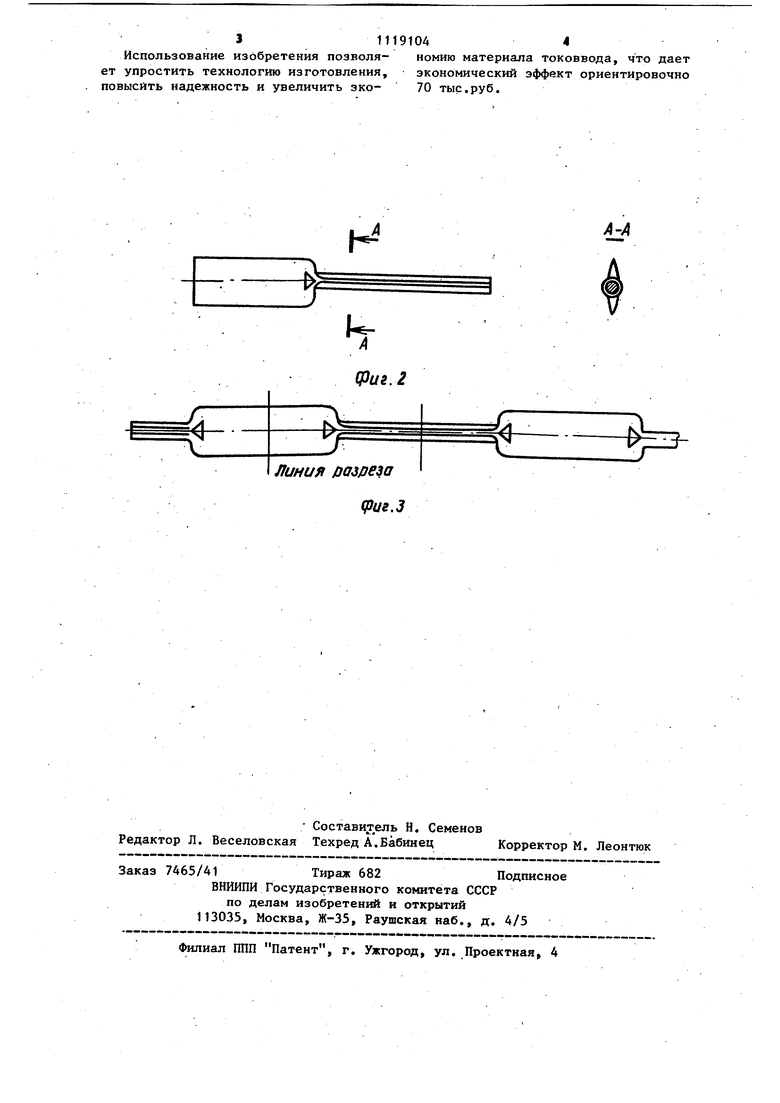
(Риг.1 Изобретение относится к электротехнической промьшшенности и может быть использовано при производстве галогенных ламп накаливания и газоразрядных ламп различных типов. Известны способы изготовления токовводов для источников света, основанные на принципе химического и электрического травления полос из мо либденовой фольги, позволяющие получить только вакуумное звено токовво- да отдельно от внешнего l . Недостатками известных способов является низкая производительность, дополнительные затраты на сборку узла вакуумное звено - внешнее звено токоввода, отсутствие при этом автоматического контроля степени прочнос ти места сварки и размеров вакуумного звена, что приводит к большим потерям молибденовой фольги из-за высокого процента брака. Наличие лишней сварки между внешним и вакуумным звеньями токоввода при монтаже ламп также увеличивает процент брака. В местах сварки возникает перегрев с образованием окислов молибдена, которые, разрастаясь, нарушают контакт и выводят лампы из строя или снижают их надежность. Наиболее близким по технической сущности к предлагаемому является способ изготовления токовводов источников света, согласно которому .одновременно с подачей заготовки про изводят ее формовку на определенных участках с интервалами, разрезают образованные формованные и неформованные участки поперек 2j . Недостатком данного способа является низкий процент выхода годной продукции при штамповке (наличие хру кости вакуумного звена из-за явления наклепа, получение вакуумного звена с рваными краями, способствующими натеканию воздуха в колбу ламп). Разогрев до высоких .температур участка проволоки перед штамповкой в среде инертного газа, например азота, приводит к образованию соединений молиб дана - нитридов, которые также способствуют ухудшению процесса смачивания вакуумного звена токоввода со стеклом при заварке ламп. Целью изобретения является улучше ние технологичности, повышение качес ва и надежности изделий, экономии ма териала при изготовлении токовводов для источника света, колба которых состоит из тугоплавкого стекла, на пример, кварца, а также увеличение жесткости и улучшение теплоотвода от внешней части токоввода. Поставленная цель достигается тем, что согласно способу изготовления токовводов для источника света, состоящему в том, что одновременно с подачей заготовки производят ее формовку на определенных участках с интервалами, разрезают образованные формованные и неформованные участки поперек, в качестве заготовки используют ленту, из фольги, а указанную формовку осуществляют путем протягивания заготовки через разъемную дюзу для придания формованным участкам фольги трубча-. той формы. В формованный участок вводят металлический стержень. На фиг. 1 показана принципиальная схема устройства для реализации предлагаемого способа изготовления токовводов для источников света; на фиг. 2 - токоввод (внешнее звено совместно с вакуумным); на фиг; 3 - заготовка для получения токоввода. Изготовление токовводов происходит следующим образом (фиг. 1). Подающее устройство 1 подает фольгу 2 с катушки 3 к приводу 4, которьй приводит в действие разъемную дюзу 5, с помощью которой придается трубчатая форма внешнему звену токо- ввода, после чего дюза отходит в исходное положение, а устройство 1 подает фольгу 2 на необходимое расстояние. Фольга 2 с отформованными участками подаётся в ванны 6 для гальванической обработки, а затем на механизм резки 7. Сущность способа заключается в том, что из молибденовой фольги применяемой для вакуумного звена токоввода, локально формуют внешнее звено токоввода в виде трубочки путем пропускания через разъемную дюзу. По предлагаемому способу отпадает необходимость сварки вакуумного звена токоввода с внешним, так как они составляют единое целое. 6 случае необходимости для увеличения жесткости и теплоотвода в трубчатую часть токоввода вводится металический стержень.
311191044
Использование изобретения позволя- номию материала токоввода, что дает ет упростить технологию изготовления, экономический эффект ориентировочно повысить надежность и увеличить эко- 70 тыс.руб.
А-А
(риг. 2
(риг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рохлин Г.Н | |||
| Газоразрядные источники света | |||
| Энергия, 1966, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО ЗВЕНА ЭЛЕКТРОДА СОВМЕСТНО С ВНЕШНИМ ЗВЕНОМ ЭЛЕКТРОДА ИСТОЧНИКА | 0 |
|
SU389576A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
