Для плавки жаропрочных сплавов и заливки форм точпого литья в вакууме применяют высоковакуумкые индукционные плавильные печи с предварительной дегазацией и электронагревом форм.
Для обеспечения подачи форм под заливку и разгрузку без нарушения вакуума в литейной камере печи предлагается применить механизм, выполненный в виде платформы, передвигающейся по роликам с помощью системы вращающихся валов, звездочек и зубчато-реечного зацепления. Этот механизм подает формы в литейную камеру через вакуумируемый шлюз, соединяющий ее с камерой дегазации.
Особенностью описываемой печи является также применение в ней вакуумной загрузочной камеры с шлюзом и устройством, обеспечивающим механическую загрузку шихты без нарушения вакуума; предлагается также использовать коаксиальный ввод воды и электропитания для индуктора, блок плавильной печи смонтировать на поворотной дверце вакуумной камеры, применить расположенный в вакуумной камере с шлюзом дозатор для присадок, а также приспособления для снятия шлака, осаживания шихты и настылей и взятия проб металла без нарушения вакуума в литейной камере.
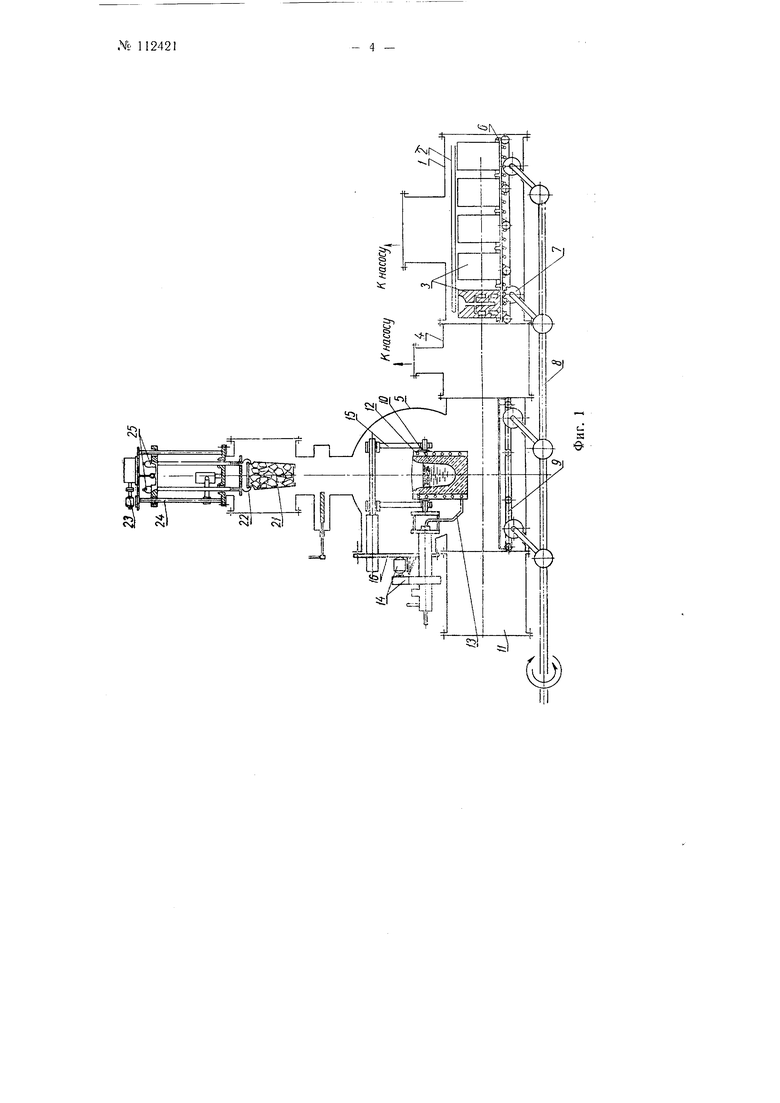
На фиг. 1 и 2 изображены две проекции предлагаемой печи; на фиг. 3-схема коаксиального ввода в печь; на фиг. 4-схема приспособлений для взятия пробы и осаживания шихты.
Подлежащие заливке формы поступают в камеру 1 предварительной дегазации форм, снабженную электроподогревателем 2. Дегазированные формы 3 перемещаются под заливку с помощью подающего механизма через вакуумируемый шлюз 4 в литейную камеру 5.
Механизм для подачи форм выполнен в виде платформы 6, которая передвигается по роликам с помощью звездочек 7, приводимых во вращение от ведущего вала 8JVb 112421
При вращении вала звездочки 7, расположенные внутри камеры / дегазации, поочередно входят в зацепление с рейкой платформы и перемещают ее вместе с установленными формами 3 по роликам рольганга 9.
При подаче платформы 6 в литейную камеру каждая форма 3 поочередно устанавливается под сливной носок тигля 10. При заливке последних форм передняя часть платформы убирается в глухой канал //.
Плавка металла осуществляется блоком индукционной плавильной лечи, который состоит из индуктора 12, тигля 10, силовых коммуникаций 13, коммуникаций охлаждения и механизма 14 поворота.
Блок плавильной печи подвещен с помощью кронщтейна 15 на поворотной дверце 16 вакуумной камеры. Такая установка блока позволя ет быстро выводить его в рабочем состоянии в атмосферу путем поворота дверцы 16 и легко производить осмотр, ремонт и замену индуктора и тигля.
Для подачи энергии и воды в индуктор применен коаксиальный ввод, который является одновременно элементом приспособления для поворота тигля при разливке металла- Ввод состоит из трубки 17, поверх которой установлены две металлические рубащки 18, вставленные во втулку 19, жестко связанную с цапфой индуктора. Поворот тигля осуществляется парой щестерен 20, приводимых во вращение от реверсивного привода. Вода для охлаждения индуктора поступает в трубку 17, вмывает индуктор 12 и выходит по концентрическому зазору между рубащками 18 в атмосферу. Напряжение на индуктор поступает по медной трубке 17 и рубашке 18.
Загрузка щихты в тигель перед началом плавки осуществляется из контейнера 21 с помощью загрузочного устройства. Оно выполнено в виде захватов 22, передвигающихся с помощью привода 23 и троса по направляющим стойкам 24.
Механизм загрузки позволяет также загружать щихту в виде целиковой болванки (без контейнера). В этом случае болванка непосредственно подвещивается к захватам 22 и опускается в тигель, после чего гидравлические затворы 25 отцепляют болванку от захватов. Для введения добавок в процессе плавки печь снабжена дозатором 26 с электроподогревателем 27, в котором осуществляется одновременно дегазация подогретой щихты 28. Дозатор выполнен в виде секционных поворотных отсеков и отделяется от литейной камеры шлюзом 29, который позволяет производить загрузку щихты в дозатор без нарущения вакуума в литейной камере. В печи установлен опрокидывающийся лоток 30, служащий для смягчения удара падающей из дозатора щихты о дно тигля.
Для взятия проб металла без нарущения вакуума, введения в литейную камеру термопары 31 и добавления в тигель раскислителей и модификаторов печь снабжена приспособлением, выполненным в виде вакуумированного цилиндра 32, отсеченного от литейной камеры щлюзом 33- В цилиндре 32 установлен стержень 34 с насадкой для взятия проб и введения добавок.
Для осаживания щихты в тигле на стенке литейной камеры щарнирно установлен стержень 35 с сильфоном 36.
Снятие щлака с металла в процессе плавки и снятие настылей с тигля после каждой плавки осуществляется мещалкой, выполненной в виде стержня 37, укрепленного на щарнире 38 в передней дверце, и снабженной сильфоном 39. Снятые шлак н настыли удаляются из печи с помощью щлаковни 40.
Предмет изобретения
1.Высоковакуумная индукционная нлавильная печь с предварительной дегазацией и электроподогревом форм, отличающаяся тем, что, с целью обеспечения подачи форм под заливку и разгрузку форм без нарушения вакуума в литейной камере, применен механизм, выполненный в виде вращающихся валов, звездочек и зубчато-реечного зацепления и осуществляющий подачу форм в литейную камеру через вакуумируемый щлюз, соединяющий камеру дегазации с литейной камерой.
2.Печь поп 1,отличающаяся тем, что, с целью обеспечения механической загрузки шихты без нарушения вакуума, она снабжена вакуумной загрузочной камерой с шлюзом и устройством, выполненным в виде захватов, передвигающихся с помощью привода и троса по направляющим стойкам и служащих для подвешивания шихты.
3.Печь по пп. 1 н 2, отл ич а юща я с я тем, что, с целью повышения надежности в работе и экономии электроэнергии, в ней применен коаксиальный ввод воды и электропитания для индуктора, являющийся одновременно элементом приспособления для поворота индуктора с тиглем при заливке форм.
4.Печь по пп. 1-3, отличающаяся тем, что, с целью обеспечения более удобного и быстрого вывода тигля из вакуумной камеры для осмотра и ремонта, блок плавильной печи смонтирован на поворотной дверце вакуумной камеры.
5.Печь по пп. 1-4, отличающаяся тем, что, с целью обеспечения введения в печь дегазированных в нагретом состоянии присадок без нарущения вакуума, она снабжена расположенным в вакуумной камере с шлюзом дозатором, выполненным в виде секционных поворотных отсеков и имеющим электроподогрев.
6.Печь по ЦП. 1-5, отличающаяся тем, что для снятия шлака, осаживания щихты и настылей без нарушения вакуума в литейной камере, применены приспособления, выполненные в виде стержней, укрепленных на щарнире в стенке литейной камеры и снабженных сильфоном.
7.Печь по пп. 1-6, отличающаяся тем, что, с целью взятия проб металла без нарушения вакуума, применено приспособление, выполненное в виде вакуумируемого цилиндра, отсеченного от литейной камеры шлюзом и снабженного стержнем с насадкой для взятия проб.
L. S К насосу V
;|рАллл/ Г Ч
- К
Л насосу
/(насосу


| название | год | авторы | номер документа |
|---|---|---|---|
| Бестигельное вакуумное индукционное устройство | 1960 |
|
SU133593A1 |