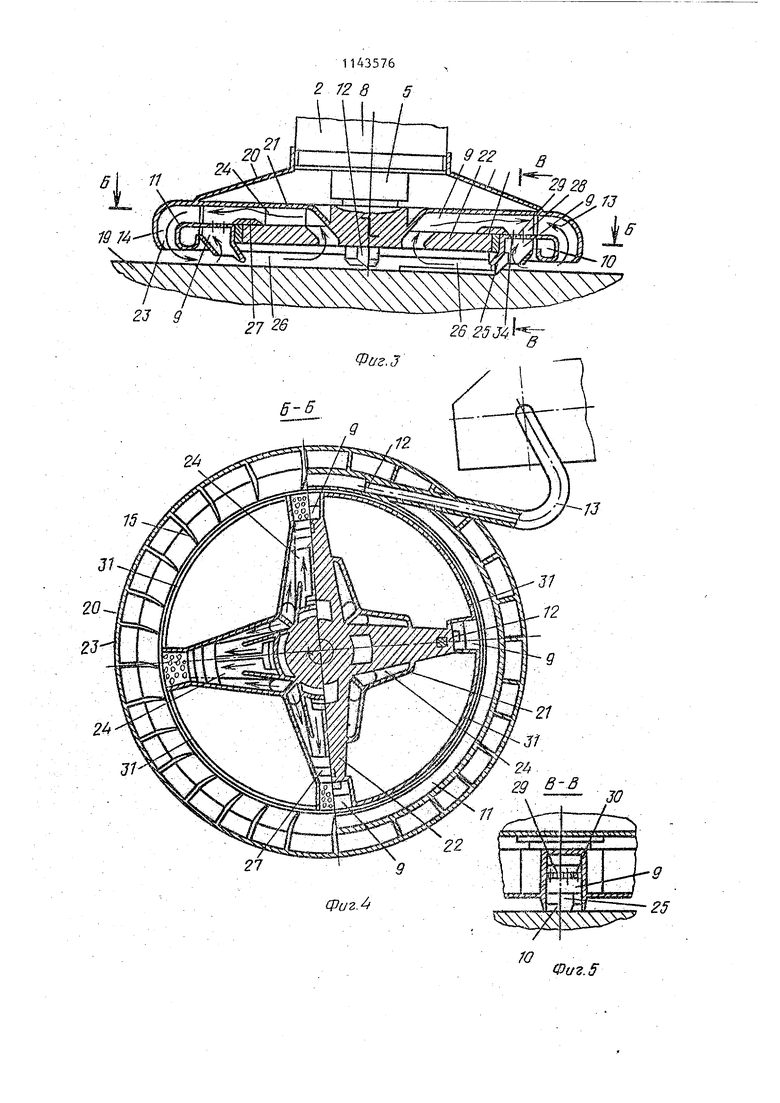
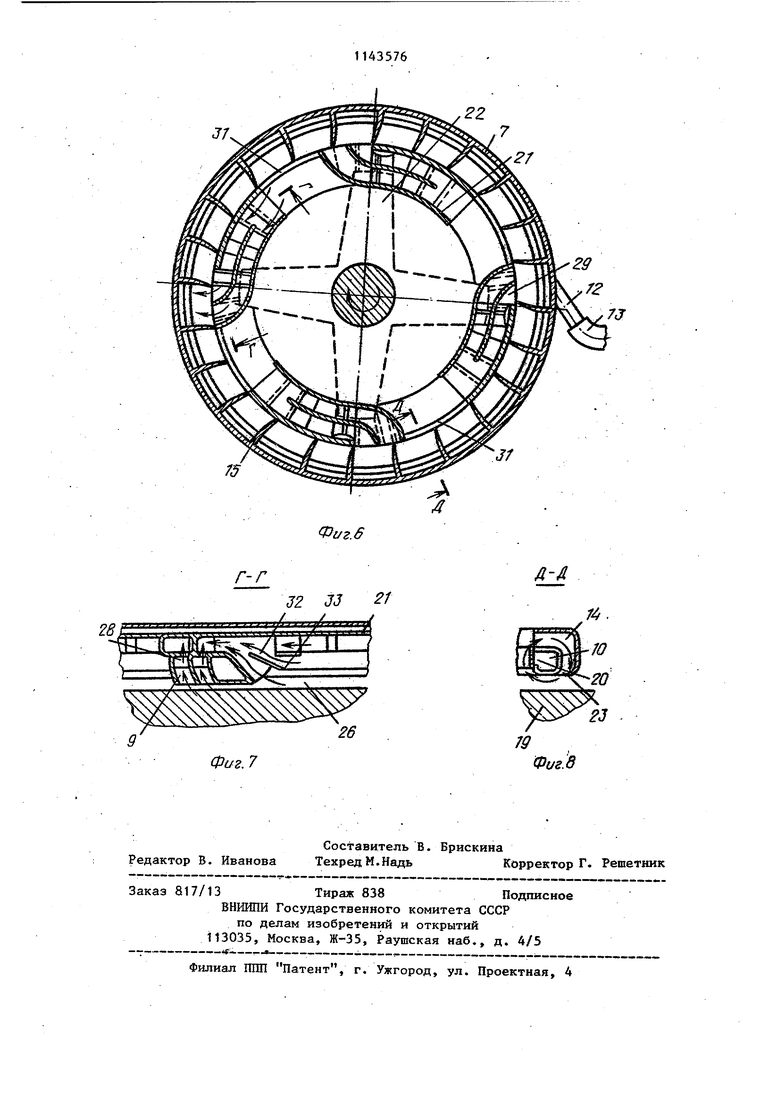
: Изобретение относится к области маши1юстроення, а именно к пневматическим усуройствам для удаления v стружки, образующейся при работе на станках, например фрезерньк . Целью изобретения является уменьшение габаритов устройства за счет размещения отделителя стружки внутри кожуха вентилятора и вьтолнения дополнительных каналов в рабочем колесе. На фиг. 1 показано устройство для удаления стружки, общий над, разрез па фиг. 2 - разрез Л-А на фиг. 1; на фиг, 3 - устройство с центробежHfjM вентилятором, разрез; на фиг.4 разрез Б-Б на фиг. 3; на фиг. 5 разрез Б-В на фиг. 3: на фиг.6 - ус ройство с осевым вентилятором, разрез, вид в плане; на фиг. 7 - разрез Г-Г на фиг. 6; на фиг. 8 - разрез Д-Д на фиг. 6. Устройство для удаления стружки состоит из вентилятора 1 , установленного на шпинделе 2 станка с приводом от него, охватывая рабочий ин струмент, например торцовую фрезу 3 так, что рабочее его колесо 4 скреп лено с вращающейся частью 5 шпинделя 2 вместе с фрезой 3, а корпус с кожухом 7 скреплен с невращающейся частью 8 шпинделя 2. В рабочем, колесе 4 выполнены каналы 9 всасывания. Отделитель 10 стружки устано лен на кожухе 7 и выполнен в виде короба 11 тороидальной формы, выход 12 которого соединен гибким рукавом 13 со сборником стружки (не показан). Внутренняя поверхность кожуха 7 и наружная поверхность короба 11 образу7от нагнетательный канал 14 с направляющими лопатками 15 На поверхности короба со стороны оси шпинделя выполнены отверстия 16, сообщающиеся с каналами 9 всасынания. В зоне отверстий.16 отдели теля 10 стружки лопатки 17 вентилятора выполнены расширяющимися в направлении входа нагнетательного канала 14 вдоль оси вентилятора. Выходы каналов 9 всасывания соединены с входами каналов 14, а выхо ды каналов 14 нагнетания соединены с входами каналов 9 через зону 18 обработки детали 19 так, что каналы 9 всасывания и каналы 14 образуют замкнутый контур циркуляции воздуха через зону 18 обработки детали и охватывают отделитель 10 стружки. Каналы 9 всасывания на участке входа вьшолнены как для осевого вентилятора, а далее на участке, противолежащем зоне 18 обработки, - как для цнетробежного. Вентилятор 20 центробежного.типа (фиг. 3) так же как и осевого установлен на шпинделе 2 станка так, чтс рабочее его колесо 21 скреплено с вращающейся частью 5 шпинделя 2, охватывая рабочий инструмент, например торцовую фрезу 22 большого диаметра типа летучая головка, а корпус 23 - с невращающейся частью 8 шпинделя 2. В рабочем колесе 21 выполнены каналы 9 всасывания и дополнительные каналы 24 всасывания. Входы каналов 9 всасывания расположены непосредственно у резцов 25 фрезы 22. Входы дополнительнь х каналов 24 всасывания связаны с выходами нагнетательных каналов 14 через полость 26, образованную обрабатываемой деталью 19 и нижней кромкой вентилятора 20 с торцовой фрезой 22. Выкоды дополнительных каналов 24 всасывания связаны с входами нагнетательных каналов 14 и выходами каналов 9 всасывания и выполнены с этими каналами в виде струйного насоса, т..е. на выходах дополнительных каналов 24 всасывания выполнены выступы 27 для сужения канала и смесительные камеры 28, связанные с выходами каналов 9 всасывания. I Диффузорами струйных насосов являются входы нагнетательных каналов 14. Отделитель 10 стружки связан с каналами 9 всасывания их на выходах, на которых установлены диафрагмы 29 задержки стружки с отверстиями 30 для прохода воздуха. Каналы 9 всасывания на 1вь:кодах выполнены расширяющимися. Посколько у торцорой фрезы типа летучая головка имеется только четьфе резца 25, то кольцевая промежуточная полость отделителя 10 стружки не вся оказьшается перекрытой каналами 9 всасывания. Для воспрепятствования вылета стружки из отделителя стружки через его входы и кольцевую промежуточную полость йа рабочем колесе 21 вентилятора 20 по его окружности между каналами 9 всасывания на уровне расположения кольцевой пр омежуточной полости установлеиы отражатели 31 (фиг. 3 - фиг.5) В случае выполнения вентилятора осевым (фиг. 6 - фиг. 8)уменьшается металлоем1сость устройства и повы шается эффективность удаления струж ки, так как увеличивается интенсивность воздушного потока по дополнительным каналам 32 всасывания, на входе.которых установлены дополнительные лопатки 33. Устройство работает следующим образом. Вращение рабочего колеса 4 (фиг. 1 и 2) вызывает начало циркуляции воздуха в каналах вентилятора 1 через зону 18 обработки, т.е. воздух в каналах 9 всасывания под действием осевых и центробежных сил переходит в нагнетательные каналы 14, а из них попадает в зону 18 обработки и снова засасывается через входы в каналы 9 всасывания на второй цикл циркуляции. Через некоторое время вентилятор 1 выходит на режим, что обеспечивает высокую скорость циркуляции воздушного потока в зоне 18 обработки и его каналах 9 и 14. Стружка, образующаяся в зоне 18 обработки при фрезе- ровании фрезой 3 обрабатываемой детали 19, всасывается циркулирующим воздушным потоком в каналы 9 всасывания через его входы. При движений воздушного потока вместе со стружкой на участке входа каналов 9 всасывания скорость этого воздушного потока вместе со стружкой несколько замедляется за счет выполнения этого участка расширяющимся . Это требуется для увеличения времени нахождения стружки на участ ке входа, поскольку на этом участке, вытянутом вдоль оси вращения ве тилятора: 1, под действием центробеж ных сил стружка через отверстия 16 попадает в отделитель 10 стружки. В отделителе 10 стружки движется свой воздушный поток по замкнутой кольцевой линии по его внутренней кольцевой спиралевидной полости, движение которого вызвано вращением рабочего колеса 4, Попадающая в отделитель 10 стружка за счет высокой окружной скорости, приобретенной на участке входа каналов 9 всасывания,, подключается в это круговое движение. Под действием центробеж76 - 4 ных сил стружка при этом поджимается к задней стенке отделителя 10 стружки и вылетает через его выход 12. Затем за счет приобретенной кинетической энергии эта стружка через гибкий рукав 13 попадает в сборник стружки, расположенный рядом со станком, и оседает в нем. Вращение рабочего колеса 21 центробежного вентилятора 20 (фиг. 3-5) вместе с фрезой 22 и вращающейся частью 5 шпинделя 2 создает мощный воздушный поток в дополнительных каналах 24 всасывания . Этот воздушный поток с возрастающей скоростью движется от входов по канапам 9 и через их выходы попадает в нагнетдтельные каналы 14 через их входы. Нагнетательные каналы 14, снабженные направляющими лопатками 15, через выходы нагнетают этот воздушный поток в полость и через нее - на входы дополнительных каналов 24 всасывания на второй цикл циркуляции. Спустя некоторое время центробежный вентилятор 20 выходит на режим и на выходах дополнительных каналов 24 устанавливается высокоско ростной воздушный поток. Поскольку вькоды дополнительных каналов 24 всасывания совместно с выходами каналов 9 всасывания и нагнетательными каналами 14 выполнены в виде струйных насосов, то этот высокоскоростной воздушный поток, проходя через выступы 27 и смесительные камеры 28, всасывает воздух из каналов 9 всасывания. В каналах 9 всасывания в момент включения станка в работу возникает свой первоначальный воздушный поток за счет действия центобежных и осевых сил. Этот первоначальный воздушньй поток направлен из зоны 18 обработки резцор 25 фрезы 22 через каналы 9 всасывания на выходы и через.них часть этого воздушного потока уходит через отверстия 30 диафрагмы 29 задержки стружки в смесительную камеру 28, а большая часть попадает в отделитель 10 стружки. С выходом на режим вентипятора 20 во всасывающих каналах 9 за счет действия струйных насосов возникает мощный воздушный поток, направленный через диафрагму 29 задержки стружки через ее отверстия 30 в смесительную камеру 28 и через нее совместно с
воздушным потоком дополнительных каналов 24 всасывания - в нагнетательные каналы 14. Этот воздушный поток каналов 9 всасывания засасывает образующуюся в зоне обработки стружку и подает.ее в каналы 9 всасывания, где стружка, обладая большой массой, за счет действия центробежных сил нопадйёт в отделитель 10 стружки и через него выходы 12 и гибкий рукав 13 - в сборник стружки. На выходах всасывающие каналы 9 выполнены расширяющимися, что умеиьиает скорость воздушного потока на этом у шстке., а следовательно, и стружки в йертикАльйом направлении к диафрагме 29 задержки стружки, я способствует попадани этой стружки в отделитель 10 стружки. Если отдельные элементы стружки случайно подойдут к диафрагме 29 задержки стружки,то они при ударе о нее за счет дeJЙcтвия центробежных сил отскакивают в отделитель 10 стружки. Таким образом, обеспечивается эффективное удаление стружки из зоны 18 обработки непосредственно от резцов 25 торцовой фрезы 22 большого диаметра. При этом обеспечение достаточной интенсивности воздушного потока в каналах 9 всасывания Достигается за счет дополнительных каналов 24 всасывания с использованием большой радиальной протяженности самой торцовой фрезы 22 большого диаметра типа летучая головка, что не приводит к существенному большому увеличению диаметра вентилятора .20 и обеспечивает свободную его установку на 1ап(шдель 2 станка. В тех случаях, когда обрабатываемая деталь 19 в плоскости обработки имеет всевозможные углубления.типа карманов или окон, возникает большое сопротивление движению воздушного потока в Полости 26 за счет завихрений воздуха. Это снижает экономичность и .эф(Ь|ективность работы вентилятора 20. В этом случае вентилятор
целесообразно выполнить осевым (фиг. 6-8). В момент включения воздух в дополнительных каналах 32 всасывания за счет действия осевых сил на их входах и центробежных.
сил на выходах развивает определенную начальную скорость и попадает в нагнетательные каналы 14 с направляющими лопатками 15, из которых
он с определенной скоростью нагнетается в полость 26 к оси осевого вентилятора в направление ко входам дополнительных каналов 32 всасывания. Далее этот воздушный поток заS сасывается дополнительными каналами 32 на второй цикл и подается снова в каналы 14. С течением времени в кайалах осевого вентилятора устанавливается расчетная скорость, что обеспечивает требуемую интенсивность воздушного потока во всасывающих каналах 9. Использование осевого вентилятора снижает влияние карманов и окон в обрабатываемой детали 19 на интенсивность циркуляции воздушного потока, так как снижается длина пути воздушного потока, про. текающего в поласти 26. В любом случае расположениевходов каналов
0 9 всасывания непосредственно у резцов 25 фрезы 22 и то, что эти входы расположены в нелосредственной близости от срабатываемой детали 19, т.е. зона 18 обработки оказывается более
. изолированной от полости 26. Это
обеспечивает лучший стружкосъем из зоны обработки путем засоса воздуха каналами 9 всасывания через зону обработки из полости 26
0 и исключает влияние нагнетаемого каналами 14 воздушного потока. В этот момент, когдд входы в каналы 14. оказываются не перекрыты рабочим колесом 21, т.е. в окнах вен- г
45 тилятора воздушный поток в каналах 14 циркулирует по инерции, воздушный поток из каналов 14. поступает в .полость 26, а затем из нее Через окна . снова
50 в каналы 14.
Ф1/г.Г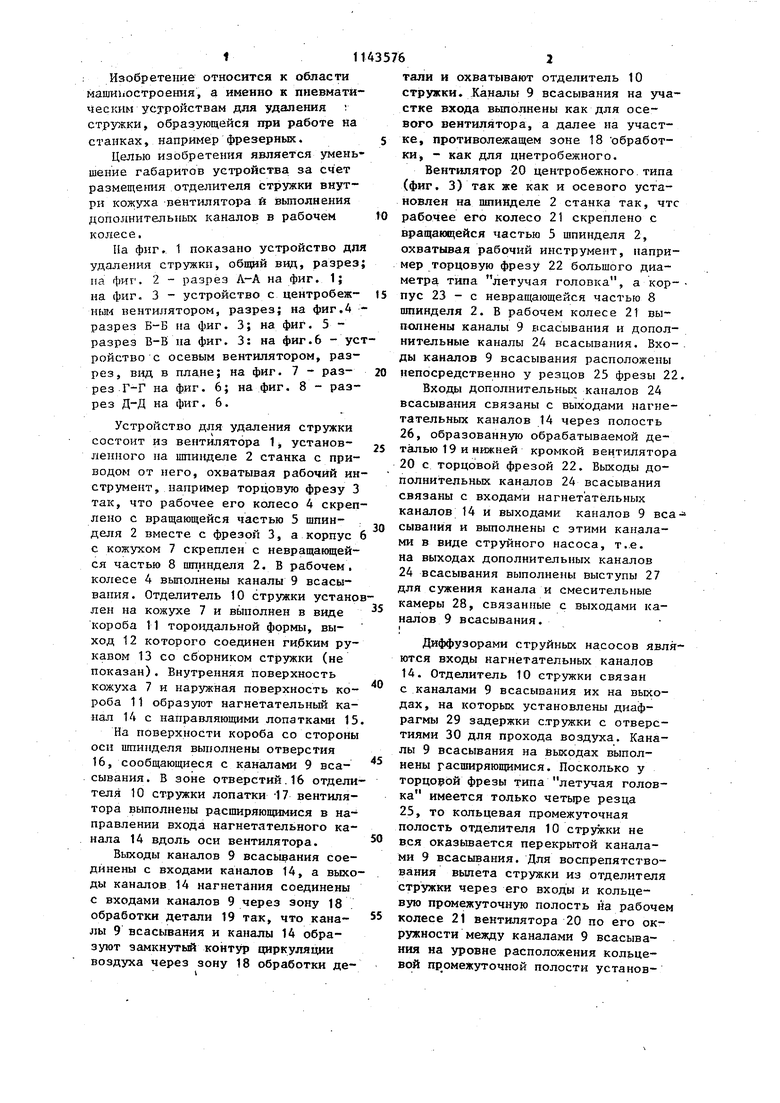
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления стружки | 1985 |
|
SU1323338A1 |
| Устройство для удаления стружки | 1983 |
|
SU1284782A1 |
| Устройство для удаления стружки из зоны обработки станка | 1982 |
|
SU1057241A1 |
| Устройство для удаления стружки | 1987 |
|
SU1569181A2 |
| Теплообменный аппарат | 1990 |
|
SU1793166A1 |
| ПНЕВМАТИЧЕСКАЯ СИСТЕМА ДЛЯ ТРАНСПОРТИРОВАНИЯ ПРОДУКТОВ ОБМОЛОТА В ЗЕРНОУБОРОЧНОМ КОМБАЙНЕ | 2006 |
|
RU2316933C1 |
| ВЕНТИЛЯТОР-ТЕПЛООБМЕННИК (ВАРИАНТЫ) | 1999 |
|
RU2224914C2 |
| Пневмоустановка для очистки, сепарации зерна и выполнения погрузочно-разгрузочных работ | 2024 |
|
RU2840154C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОЛА | 2004 |
|
RU2361503C2 |
| ВЕНТИЛЯТОР-ТЕПЛООБМЕННИК | 1999 |
|
RU2224913C2 |
1. УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СТРУЛ{КИ, содержащее вентилятор, рабочее колесо которого закреплено н-а шпинделе и охватывает инструмент, закрепленный на неподвижной части станка, кожух, отделитель стружки, установленный на кожухе и выполненный 13 виде короба тороидальной формы на поверхности которого со стороны оси шпинделя выполнены отверстия, отличающееся тем, что, с целью уменьшения габаритов устройства, отделитель стружки расположен между рабочим колесом и кожухом вентилятора, при этом внутренняя поверхность кожуха и наружная поверх- г пость короба образуют нагнетательный канал, а лопатки вентилятора выполнены расширяющимися в зоне входных отверстий отделителя стружки в направлении входа нагнетательного канала . |ш:окш)я I ПАТЕНТНО-. TEK«f fH:«.J SSPlA tFv/;; 2.Устройство по п. 1, отличающееся тем, что, JJ рабочем колесе по окружности выполнены каналы, выходы которых сообщаются с входами нагнетательных каналов с образованием смесительной камеры, а входы расположены на нижней торцовой поверхности колеса, при этом на входах каналов установлены дополнительные лопатки. 3.Устройство по п.1, о т л и чающийся тем, что,в рабочем колесе в радиальном направлении выполнены,.каналы, выходы которых имеют сужение и сообщаются с входами нагнетательных каналов с образованием смесительной камеры, а входы распо(Л ложены на нижней торцовой поверхноссг ти рабочего колеса, при этом в каналах установлены дополнительные лопатки. 4.Устройство по пп. 1-3, отличающееся тем, что, . с целью повышения эффективности раОд О боты, оно снабжено диафрагмой с отверстиями, установленной на лопатках на уровне верхнего края отверстия СЬ отделителя стружки.
15
74
П
Ф{/г.2
1143576
2 72 8 5 J 9 2726
Фиг.
Фаг.З
ю
Фи2.5 2928 .Z/ 26
Фиг.6
Г-Г
22
2Г
J/
д-л
/ /
Фиг. 7
Фиг. в
| Устройство для удаления стружки из зоны обработки станка | 1982 |
|
SU1057241A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
