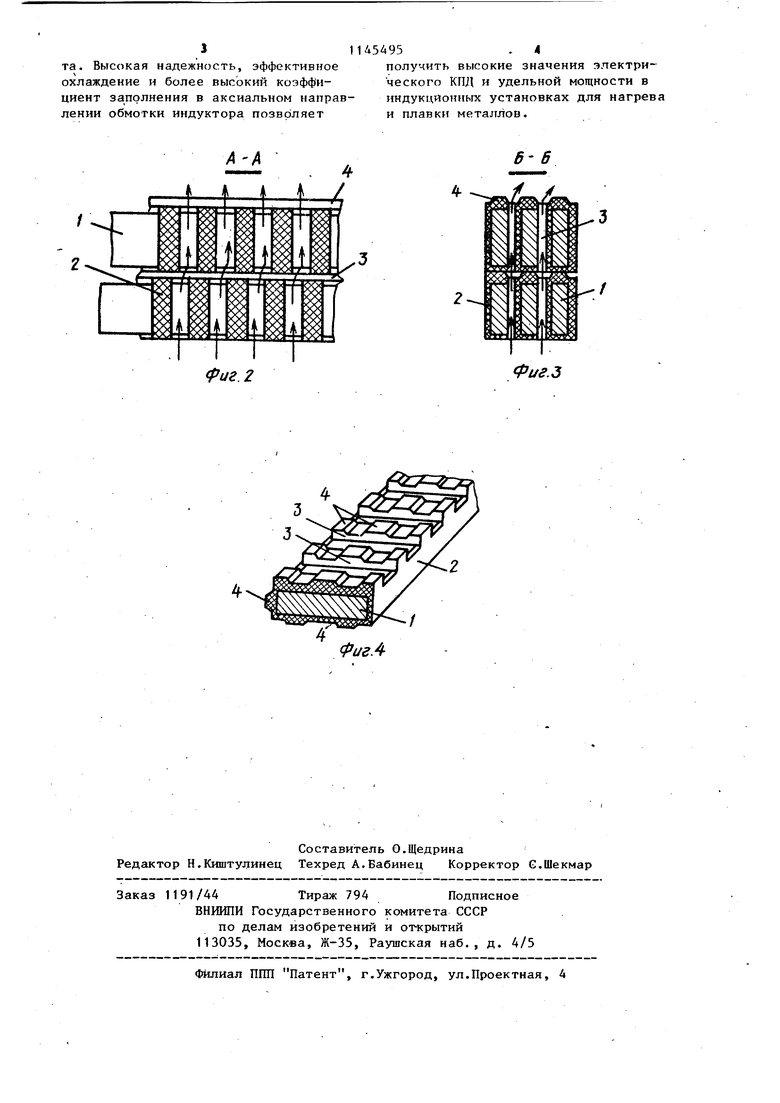
Изобретение относится к электротехнике, а именно к электротермии, и предназначено для использования в индукционных плавильных и нагрева тельных установках. Известны обмотки индуктора, выполненные путем наматывания ленты индуктирующего проводника с одновре менной закладкой через определенное расстояние электроизоляционных прокладок между слоями, секциями обмоток и последующим жестким крепление с помощью прокладок витков обмотки между собой и относительно каркаса индуктора. Охлаждающий поток проходит в пространстве между образующим поверхностями соседних слоев параллельно оси индуктора, омывая снаружи индуктирующий проводник. Тякой способ изготовления обметк ;.озволяет создать индукционный нагреватель, обладающий относительно высокими удельной мощностью и элект рическим КПД fl; . Однако способ изготовления этих обмоток достаточно сложен, а параметры обмотки индуктора имеют ряд недостатков: относительно низкий коэффициент заполнения обмотки как в аксиальном, так и в радиальном на равлениях, сложность жесткого крепления индуктирующего проводника, особенно в случае применения тонког или узкого проводника, низкая надеж jHocTb работы индуктора. Наиболее близким к предлагаемому является способ изготовления многослойной охлаждает ой обмотки индуктора, при котором на поверхность пр водника наносят слой электроизоляци формируют в нем каналы охлаждения и наматывают проводник на каркас. Индукционный нагреватель с обмот кой, выполненной таким способом, об ладает более высокими электрическим КПД .и удельной мощностью. Кроме тог индуктор имеет более высокийкоэффициент заполнения обмотки в радиал ном направлении, и обладаат высокой прочностью 2J , Недостатками индукторов, изготов ленных этим способом, являются низкий коэффициент заполнения обмотки в аксиальном направлении, сложность технологии изготовления, высокая трудоемкость ремонтных работ. Цель изобретения - повышение надежности работы индуктора и упрощцние технологии его изготовления. Поставленная цель достигается тем, что согласно способу изготовления многослойной охлаждаемой обмотки индуктора, при котором на поверхность проводника наносят слой электроизоляции, формируют в нем каналы охлаж- дения и наматывают проводник на каркас, слой электроизоляции наносят по всей поверхности проводника, а формирование каналов охлаждения осуществляют путем выполнения в слое сквозной перфорации и рельефных дорожек. На фиг. 1 показана обмотка на фиг. 2 - разрез А-А на фиг. 1 , на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - участок проводника, покрытого изоляцией, снабженной рельефными дорожками. Обмотка вьтолнена индуктирующим проводником 1, покрытым слоем изоляции 2, в котором проделана перфорация 3, образующая каналы охлаждения. Слои изоляции 2 снабжены рельефными дорожками 4, фиксирующими витки индуктирутощего проводника 1 друг относительно друга. П р и м е р. Процесс изготовления многослойного индуктора для нагреваслитков из цветных металлов и их сплавов. Сплошной индуктирующий проводник прямоугольного сечения покрывается слоем, например, полите рафторэтиленовой изоляции. Толщина слоя для водоохлаждаемой обмотки индуктора составляет 3 мм. В слое изоляции проделываются фрезерованием рельефные дорожки и перфо- раи;ия. Изолированным таким образом проводником на внутренний каркас индуктора наматывается секциями обмотка. Каждая секция представляет собой многослойную двухрядную диско-, вую катушку с наружными выводами. Обмотка индуктора помещается в герметизированный кожух и жестко укрепляется в нем. Кожух снабжается токовводами и патрубками для подачи хладагента. Рельефные дорожки и перфорация могут формироваться непосредственно в момент нанесения изоляции на индуктирующий проводник. Технология изготовления обмотки индуктора предлагаемым способом проста. Высокая надежность, эффективное охлаждение и более высокий коэффициент заполнения в аксиальном направлении обмотки индуктора позволяет
1145495
получить высокие значения электрического КПД и удельной мощности в индукционных установках для нагрева и плавки металлов.
/4/1
fue.2
б- б
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления охлаждаемой обмотки индуктора | 1980 |
|
SU949851A1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2017 |
|
RU2707883C1 |
| Индукционный нагреватель емкостей | 1982 |
|
SU1046978A1 |
| Устройство для индукционного нагрева | 1988 |
|
SU1658423A1 |
| ИНДУКТОР НЕЯВНОПОЛЮСНОЙ СИНХРОННОЙ МАШИНЫ | 1991 |
|
RU2023340C1 |
| Электрический трансформатор | 1980 |
|
SU951423A1 |
| Индукционное нагревательное устройство | 1990 |
|
SU1762422A1 |
| Индукционная тигельная электропечь с замкнутым магнитопроводом | 2023 |
|
RU2826919C1 |
| РОТОР СИНХРОННОЙ ЯВНОПОЛЮСНОЙ МАШИНЫ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 1990 |
|
RU2046499C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОХЛАЖДАЕМОЙ ОБМОТКИ ИНДУКТОРА, при котором на поверхность проводника наносят слой электроизоляции, формируют в нем каналы охлаждения и наматывают проводник на каркас, отличающийся тем, что, с целью упрощения изготовления и повышения надежности работы, слой электроизоляции наносят по всей поверхности проводника, а формирование каналов охлаждения осуществляют путем выполнения в слое сквозной перфорации и рельефных дорожек. г (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Индуктор для нагрева плоских поверхностей | 1977 |
|
SU738197A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ПОДАЧИ ВЯЗКОЙ МАССЫ | 0 |
|
SU349851A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
