Изобретение относится преимущественно к металлургии и литейному производству, в частности к конструкциям индукционных индукторных тигельных печей, имеющих по меньшей мере один наборный наружный магнитопровод из электротехнической стали и применяемых для выплавки различных сплавов, доведения расплава до необходимых свойств и выдержки его для порционной разливки.
Известна индукционная индукторная тигельная печь, содержащая скрепленные вместе металлический каркас с верхней и нижней плитами, стальной, чугунный или футерованный огнеупорный тигель, однослойный водоохлаждаемый электроизолированный индуктор из медного трубчатого проводника с токоподводом, неферромагнитный сплошной электропроводный экран. Футерованный тигель опирается на внутреннюю поверхность индуктора и создает вместе с расплавом давление на него, особенно при сливе расплава. Витки индуктора, охватывающие цилиндрический тигель с ванной, расположены максимально близко к тиглю преимущественно в горизонтальной плоскости соосно с вертикальной осью тигля и являются опорой для него. Витки выполнены полыми из специальной медной трубки, внутри которой под давлением до 0,2-0,7 МПа протекает со скоростью 1-1,5 м/с охлаждающая кондиционная вода: дистиллированная или с содержанием механических примесей до 80 г/м3, определенной жесткостью до 7 г⋅экв/м3, температурой 35-40°C и водородным показателем рН=7. Поверх трубки нанесен электроизоляционный слой. (Фарбман С.А. Индукционные печи для плавки металлов и сплавов / С.А. Фарбман, И.Ф. Колобнев. - М.: Металлургия, 1968. - С. 331, 335).
Основным недостатком индукционной индукторной тигельной плавильной печи является ограниченная сфера использования, обусловленная следующими причинами:
- повышенным расходом энергии на создание рабочего магнитного потока, так как, не смотря на требование размещения стенок тигля максимально близко к виткам индуктора, существенная часть рабочего магнитного потока с наибольшим значением индукции не используется, поскольку проходит по толстым неэлектропроводным стенкам футерованного тигля, а не по шихте или расплаву. Помимо рабочего магнитного потока индуктор создает и магнитный поток рассеяния такой же величины, не участвующий в нагреве шихты и расплава. Все это уменьшает полезное использование магнитного потока почти до 40%, а естественный коэффициент мощности cos ϕ - до 0,03-0,10, и повышает расход энергии;
- дополнительно повышенным расходом энергии, значительными габаритами и высокой стоимостью применяемого устройства для слива расплава из-за необходимости поворота всей тяжелой и громоздкой печи;
- пониженной удельной мощностью, особенно при малых частотах, из-за повышения интенсивности двухконтурного перемешивания и высоты мениска с ее увеличением и опасности газометаллических выбросов;
- пониженным электрическим КПД из-за практической невозможности выполнения индуктора из параллельных транспонированных трубчатых проводников вследствие конструктивной сложности, связанной с необходимостью расположения трубчатых витков более, чем в один слой, и подачи в них охлаждающей воды;
- повышенными эксплуатационными расходами на обеспечение безаварийной работы печи вследствие вытекания расплава на индуктор при образовании щелей в тигле;
- повышенными эксплуатационными расходами по кондиционированию воды и созданию повышенного давления вследствие охлаждения полых витков индуктора изнутри кондиционной водой;
- повышенным расходом кондиционной воды для охлаждения индуктора и воротниковой зоны футерованного тигля из-за повышенных скорости и давления ее в трубке индуктора, чтобы обеспечить ее температуру не выше 35-40°C;
- повышенными расходами на изготовление индуктора из специальной медной трубки и ручное нанесение электроизоляции для обеспечения его необходимой прочности и надежности, так как дорогая медь находится по завышенному периметру сечения трубки в излишнем количестве;
- повышенными габаритами и массой печи и увеличенной занимаемой производственной площадью, так как магнитный поток рассеяния вызывает нагрев близкорасположенных электропроводных частей каркаса, поэтому эти части и электропроводный экран удаляют от индуктора;
- пониженной защищенностью и надежностью работы тигля и индуктора печи вследствие размещения витков индуктора непосредственно вокруг тигля из-за склонности футеровки тигля к прогоранию и образованию трещин под воздействием вибрации индуктора и массы расплава и возможного повреждения индуктора расплавом, проникшим сквозь трещины к индуктору;
- вредным влиянием магнитного потока рассеяния на здоровье работников, так как трудно обеспечить величину индукции переменного магнитного поля ниже предельно допустимого уровня (ПДУ);
- повышенными вибрацией жестких трубчатых медных витков индуктора и, как следствие, шумом, вредно влияющими на всю конструкцию печи и работающих.
Наиболее близкой по технической сущности и достигаемому результату (прототипом) является индукционная индукторная тигельная печь, содержащая скрепленные вместе каркас с верхней и нижней плитами с центральным отверстием, футерованный огнеупорный тигель, однослойный водоохлаждаемый электроизолированный индуктор из медного трубчатого проводника с токоподводом, наружный ферромагнитный дискретный экран из нескольких, до 24, вертикальных стержневых пластинчатых наборных I-образных магнитопроводов, верхнюю и нижнюю охлаждающие катушки. Футерованный тигель опирается на внутреннюю поверхность индуктора и создает вместе с расплавом давление на него, особенно при сливе расплава. Водоохлаждаемые витки индуктора охватывают тигель и расположены максимально близко к тиглю преимущественно горизонтально и соосно с вертикальной осью тигля и являются опорой для него. Витки выполнены полыми из специальной медной трубки, внутри которой под давлением до 0,2-0,7 МПа протекает со скоростью 1-1,5 м/с охлаждающая кондиционная вода: дистиллированная или с со держанием механических примесей до 80 г/м3, жесткостью до 7 г⋅экв/м3, температурой 35-40°C и водородным показателем рН=7. Поверх трубки нанесен электроизоляционный слой. Вертикальные стержневые наборные I-образные магнитопроводы из электротехнической стали расположены с внешней стороны индуктора с заданным шагом по окружности и промежутками между ними, их полюса горизонтальны, размещены на нижнем и верхнем торцах магнитопровода и обращены в противоположные стороны. Это частично уменьшает поток рассеяния, но увеличивает массу и габариты печи (Современные плавильные агрегаты: вагранки, газо-кислородные печи, электрические дуговые и индукционные печи и устройства для внепечной обработки и разливки металла: сборник / Инженер.-технол. центр машиностроения "Металлург". - 2-я ред. с доп. и уточнениями. - М.: Металлург-консалтинг, - С. 182, 217, 220).
Основным недостатком индукционной индукторной тигельной печи с I-образными магнитопроводами является ограниченная сфера использования, обусловленная следующими причинами:
- повышенным расходом энергии, так как, не смотря на требование размещения стенок тигля максимально близко к виткам индуктора, существенная часть рабочего магнитного потока с наибольшим значением индукции не используется, поскольку проходит по толстым неэлектропроводным стенкам тигля, а не по шихте или расплаву. Помимо рабочего магнитного потока индуктор создает и магнитный поток рассеяния такой же величины, не участвующий в нагреве шихты и расплава. Все это уменьшает полезное использование магнитного потока почти до 40%, а естественный коэффициент мощности cos ϕ - до 0,03-0,10 и повышает расход энергии;
- дополнительно повышенным расходом энергии, значительными габаритами и высокой стоимостью применяемого устройства для слива расплава из-за необходимости поворота всей тяжелой и громоздкой печи;
- повышенными расходами на изготовление индуктора из специальной медной трубки и ручное нанесение электроизоляции для обеспечения его необходимой прочности и надежности, так как дорогая медь находится по завышенному периметру сечения трубки в излишнем количестве;
- пониженным электрическим КПД из-за практической невозможности выполнения индуктора из параллельных транспонированных трубчатых проводников вследствие конструктивной сложности, связанной с необходимостью расположения трубчатых витков более, чем в один слой, и подачи в них охлаждающей воды;
- пониженной удельной мощностью, особенно при малых частотах, из-за повышения интенсивности двухконтурного перемешивания и высоты мениска с ее увеличением и опасности газометаллических выбросов;
- повышенными эксплуатационными расходами на обеспечение безаварийной работы печи из-за вытекания расплава на индуктор при образовании щелей в тигле;
- повышенными эксплуатационными расходами по кондиционированию воды и созданию повышенного давления вследствие охлаждения полых витков индуктора изнутри кондиционной водой;
- повышенным расходом кондиционной воды для охлаждения индуктора и воротниковой зоны футерованного тигля из-за повышенных скорости и давления ее в трубке индуктора, чтобы обеспечить ее температуру не выше 35-40°C;
- повышенными габаритами и массой печи и увеличенной занимаемой производственной площадью, так как магнитный поток рассеяния вызывает нагрев близкорасположенных электропроводных частей каркаса, поэтому эти части удаляют от индуктора, а вокруг индуктора устанавливают толстые вертикальные магнитопроводы высотой, превышающей высоту индуктора примерно на четыре толщины футеровки, и которые, однако, не улавливают весь поток;
- вредным влиянием магнитного потока рассеяния на здоровье работников, так как очень трудно предотвратить его распространение в аксиальном направлении, а вертикальные магнитопроводы улавливают поток только частично и поэтому не обеспечивают величину индукции переменного магнитного поля ниже предельно допустимого уровня (ПДУ);
- пониженной защищенностью и надежностью работы тигля и индуктора печи вследствие размещения витков индуктора непосредственно вокруг тигля из-за склонности футеровки тигля к прогоранию и образованию трещин под воздействием вибрации индуктора и массы расплава и возможного повреждения индуктора расплавом, проникшим сквозь трещины к индуктору;
- повышенной вибрацией жестких трубчатых медных витков индуктора и, как следствие, шумом, вредно влияющими на всю конструкцию печи и работающих.
В основе изобретения лежит техническая проблема обеспечения расширения сферы использования индукционных плавки и тигельной печи путем снижения энергоемкости плавки, уменьшения эксплуатационных расходов и занимаемой площади, повышения защищенности индуктора и работающих и надежности работы печи.
Решение этой технической проблемы достигается тем, что индукционная индукторная тигельная печь, содержащая скрепленные вместе каркас с верхней и нижней плитами, футерованный тигель, охлаждаемый индуктор с электроизолированными витками и токоподводом, наружный наборный магнитопровод, согласно изобретению дополнительно снабжена цилиндрической обечайкой, размещенной между тиглем и индуктором, наборный магнитопровод выполнен в виде полого цилиндра, витки индуктора выполнены из одно- или многопроволочного изолированного проводника, причем обечайка и магнитопровод расположены между плитами с образованием замкнутой кольцевой полости для размещения индуктора и хладагента.
Элементы наборного цилиндрического магнитопровода могут быть выполнены с возможностью полного или частичного охвата индуктора.
Наружный наборный магнитопровод может быть снабжен дополнительно одним плоским кольцевым магнитопроводом, набранным из элементов в виде плоских разрезных или неразрезных кольцевых пластин и расположенным у его верхнего торца.
Наружный наборный магнитопровод может быть снабжен дополнительно плоским кольцевым магнитопроводом, набранным из элементов в виде плоских разрезных или неразрезных кольцевых пластин и расположенным у его нижнего торца.
Для повышения конструкционной прочности, обеспечения возможности равномерного размещения теплоизолирующего материала по внутренней поверхности обечайки с одновременным уменьшением толщины футеровки тигля, и, следовательно, снижением потерь рабочего магнитного потока, снижения расхода электроэнергии обечайка может быть выполнена с ребрами на ее внутренней поверхности, образующими углубления для размещения теплоизолирующего материала с теплопроводностью менее 0,06-0,08 Вт/(м⋅К).
Обечайка может быть выполнена из материала с высоким электрическим сопротивлением.
Витки индуктора могут быть расположены в двух и более слоях.
Для снижения энергоемкости плавки, увеличения электрического КПД печи, уменьшения габаритов устройства проводники индуктора могут быть выполнены транспонированными.
Снижение энергоемкости плавки объясняется, во-первых, более полным улавливанием кольцевым магнитопроводом магнитного потока рассеяния, который намагничивает магнитопровод, тем самым увеличивая значение магнитной индукции в рабочей полости индуктора; во-вторых, изготовлением витков индуктора из одно- или многопроволочного проводника.
Уменьшение эксплуатационных расходов объясняется устранением расхода кондиционной воды для охлаждения индуктора и воротниковой зоны футерованного тигля и снижения скорости и давления оборотной технической воды с одновременным увеличением ее температуры до 98-99°C за счет подачи хладагента в кольцевую полость.
Уменьшение занимаемой площади и повышение защищенности работающих обусловлены применением кольцевого сплошного магнитопровода вместо дискретного из отдельных магнитопроводов, который более эффективно улавливает поток рассеяния, что позволяет приближать электропроводные элементы каркаса печи к индуктору.
Повышение защищенности индуктора и работающих и надежности работы печи обеспечено установкой цилиндрической обечайки, предотвращающей проникновение расплава сквозь трещины в тигле к индуктору и, как следствие, аварийную ситуацию. Это снижает также расходы на обеспечение безаварийной работы печи.
Повышение защищенности работающих от воздействия шума достигается изготовлением индуктора менее жестким из одно- или многопроволочного проводника и размещением индуктора в кольцевой полости между цилиндрической обечайкой и кольцевым сплошным магнитопроводом, которые уменьшают распространение шума, особенно при заполнении полости водой.
Повышение надежности работы печи достигается также выполнением индуктора более гибким одно- или многопроволочным и размещением его в кольцевой полости между цилиндрической обечайкой и кольцевым сплошным магнитопроводом, которые уменьшают интенсивность вибрации и воздействие ее на тигель и образование трещин в нем, особенно при заполнении полости водой.
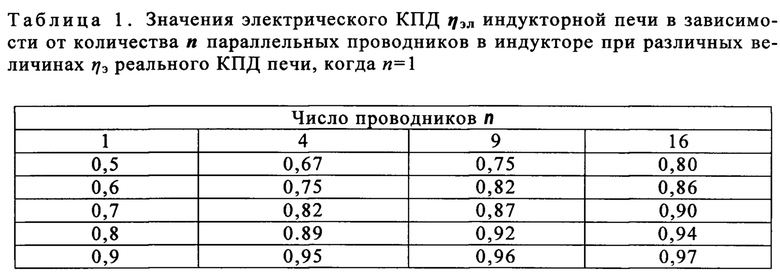
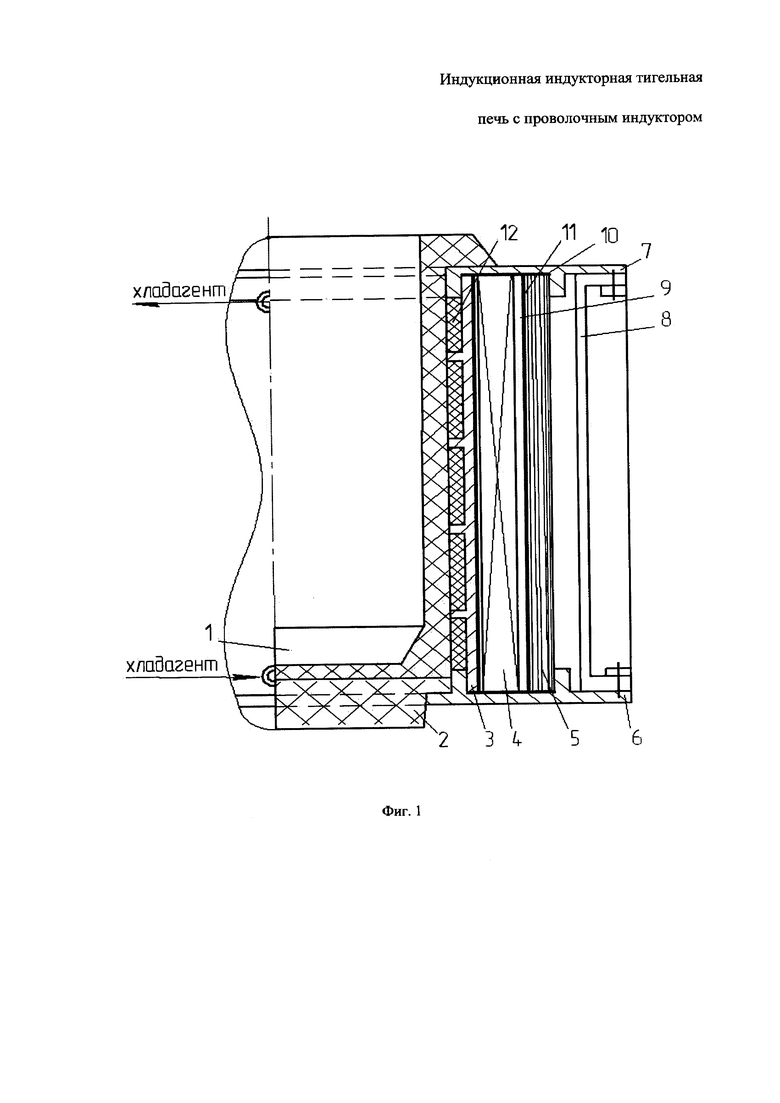
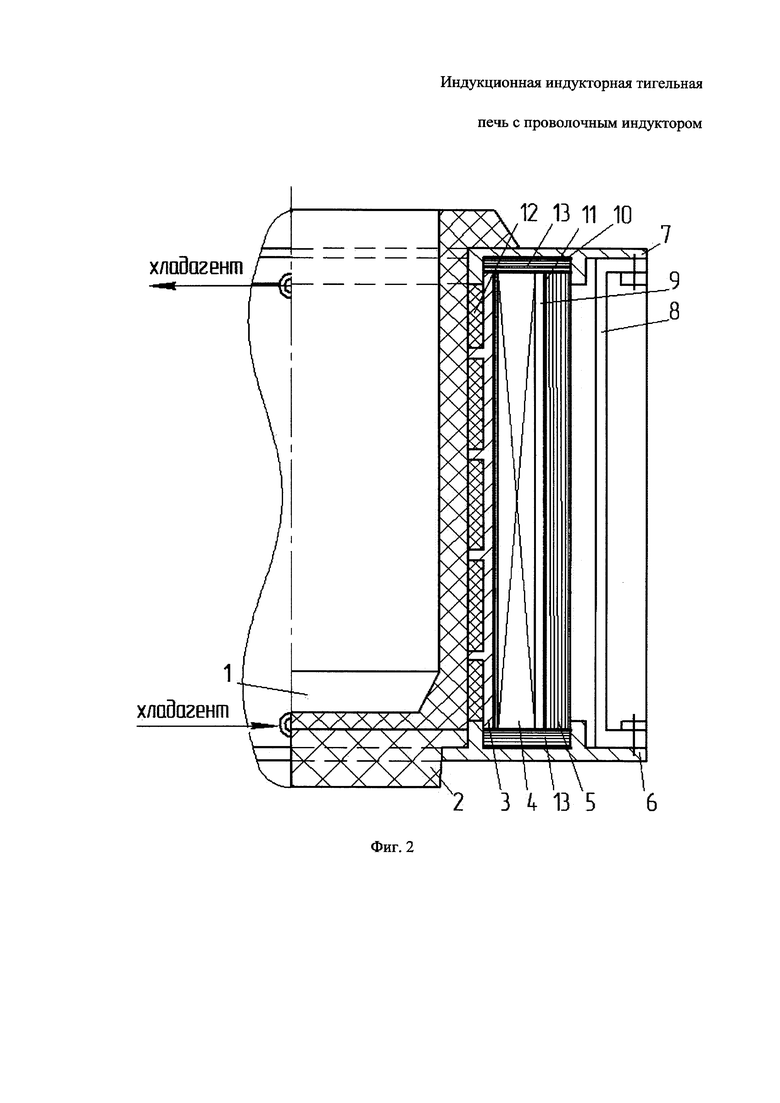
Изобретение поясняется чертежом, где на фиг. 1 схематично показана индукционная индукторная тигельная печь с цилиндрическим кольцевым наборным магнитопроводом и проволочным индуктором, в разрезе; и на фиг. 2 - то же, с дополнительными плоскими кольцевыми наборными магнитопроводами, в разрезе. Кроме того, изобретение поясняется таблицей, в которой приведены значения электрического КПД ηэл индукторной печи в зависимости от количества n параллельных транспонированных проводников в индукторе при различных величинах ηэ реального КПД печи, когда n=1.
Предлагаемая индукционная индукторная тигельная печь с проволочным индуктором содержит соединенные вместе футерованный тигель 1, опирающийся на подину 2, цилиндрическую обечайку 3, охватывающую тигель 1, охлаждаемый трубчатый индуктор 4 с токоподводами (не показаны), электроизолированные витки которого охватывают обечайку 3, наружный вертикальный цилиндрический наборный магнитопровод 5, охватывающий индуктор 4, нижнюю 6 и верхнюю 7 плиты с центральным отверстием для размещения подины 2 и «воротника» тигля, соответственно, скрепленные стяжками 8. Цилиндрическая обечайка 3 размещена между тиглем 1 и индуктором 4. Магнитопроводом 5, плитами 6 и 7, обечайкой 3 образована замкнутая кольцевая полость 9 для размещения индуктора 4 и хладагента с подводящим и отводящим патрубками (не показаны). Для герметизации полости 9 предусмотрены эластичные уплотнения 10 по стыкам и слой 11 электроизоляционного материала на ее внутренней поверхности.
Цилиндрической обечайкой 3 и вертикальным кольцевым наборным магнитопроводом 5 зажатыми с помощью стяжек 8 между нижней 6 и верхней 7 плитами, образован каркас печи. В зависимости от размеров печи плиты 6 и 7 могут быть выполнены в плане кольцевой, квадратной или прямоугольной формы и разной толщины из электропроводного или неэлектропроводного материала, например жароупорного бетона, аустенитной стали или чугуна, низкоуглеродистой стали. Количество стяжек 8 может быть три - четыре и более. Каркас печи может быть смонтирован в цилиндрическом корпусе или пространственной раме и снабжен механизмом поворота (не показаны). Размещение подины 2, изготовленной, например, из огнеупорного бетона или шамотного фасонного блока, в центральном отверстии плиты 6 позволяет использовать ее для выталкивания изношенной футеровки тигля 1.
Цилиндрическая обечайка 3 своей внутренней поверхностью служит опорой для тигля 1, в том числе с шихтой или расплавом, и одновременно ее наружная поверхность является внутренней стенкой кольцевой полости 9. Ее целесообразно изготовлять по возможности тонкостенной из достаточно прочного материла. Для повышения конструкционной прочности и обеспечения возможности равномерного размещения теплоизолирующего материала 12 по внутренней поверхности обечайки она может быть выполнена с ребрами на этой поверхности. Ребра одновременно образуют углубления для размещения теплоизолирующего материала 12 с теплопроводностью менее 0,06-0.08 Вт/(м⋅К) в сухом состоянии, т.е. меньше, чем у футеровки тигля 1, например, минеральной ваты, базальтового волокна и др. Без углублений трудно удержать равномерным по толщине слой теплоизолирующего материала 12 во время изготовления футеровки тигля 1. Материал обечайки 3 должен быть неферромагнитным и неэлектропроводным или иметь высокое электрическое сопротивление, чтобы не шунтировать магнитный поток и не сильно нагреваться вихревыми индукционными токами, например аустенитные сталь и чугун, углепластики, высокотемпературные пластмассы. Применение обечайки 3 позволяет увеличить прочность тигля 1 с одновременным уменьшением толщины стенки и освобождает индуктор 4 от механического воздействия на него тигля 1, особенно при наклоне печи для слива расплава, и он может быть изготовлен менее прочным. При этом возможно крепление индуктора 4 к обечайке 3 или к плите 6.
Наружный вертикальный цилиндрический наборный магнитопровод 5, выполненный в виде полого цилиндра, имеет высоту, близкую к высоте индуктора 4. Магнитопровод 5 может быть изготовлен наиболее просто из рулона электротехнической стали необходимой высоты путем намотки определенного количества слоев для получения требуемой его толщины. При этом магнитопровод 5 может быть получен из одного элемента, который охватывает многократно индуктор 4 по окружности полностью и не имеет стыков. Магнитопровод 5 может быть набран также и из большего количества элементов, например лент, листов, пластин, каждый из которых охватывает индуктор 4 по окружности полностью или только частично, но не на всю суммарную длину совокупности слоев. Однако при этом образуются стыки между элементами. Наиболее целесообразно вертикальное направление стыков и разное их расположение в слоях. Поверхности элементов покрываются тонким слоем электроизоляционного лака.
При прочих равных условиях толщина полого цилиндрического магнитопровода 5 становится меньше, чем толщина наборных I-образных магнитопроводов устройстве, выбранном в качестве прототипа. Так, в печи ИЧТ-31, имеющей 24 I-образных магнитопровода толщиной 130 мм, их замена одним цилиндрическим магнитопроводом 5 уменьшит толщину до 72 мм без изменения массы. Выполнение высоты магнитопровода 5 равной высоте индуктора 4 позволяет снизить и его массу по сравнению с прототипом. Магнитопровод 5 располагается по возможности ближе к индуктору 4 в зоне действия поля рассеяния с наибольшей индукцией.
Наружный вертикальный цилиндрический наборный магнитопровод 5 может быть дополнен одним или двумя плоскими кольцевыми магнитопроводами 13, набранными из элементов в виде плоских разрезных или неразрезных кольцевых пластин, изготовленных из листов электротехнической стали и расположенных у его верхнего торца. Наружный вертикальный цилиндрический наборный магнитопровод 5 может быть дополнен одним или двумя плоскими кольцевыми магнитопроводами 13, набранными из элементов в виде плоских разрезных или неразрезных кольцевых пластин, изготовленных из листов электротехнической стали и расположенных у его нижнего торца. При этом наружный диаметр кольца магнитопровода 13 близок к наружному диаметру магнитопровода 5, а внутренний диаметр кольца магнитопровода 13 близок к внутреннему диаметру обечайки 3. Они могут быть вырублены из листа, например, в виде кольца, полукольца, трети или четверти кольца и уложены слоями с перекрытием стыков для образования плоского кольца необходимой высоты магнитопровода 13.
Выполнение основного магнитопровода 5 вместо нескольких стержневых I-образных магнитопроводов в прототипе набранным слоями из элементов, например пластин, ленты, листов электротехнической стали, охватывающих полностью или частично индуктор 4, позволяет:
- предотвратить или значительно уменьшить распространение поля рассеяния за его пределы в радиальном направлении за счет исключения воздушных промежутков;
- намагнитить его для увеличения магнитной индукции и потока в рабочей полости индуктора и тигля.
Дополнение магнитопровода 5 двумя плоскими кольцевыми магнитопроводами 13, расположенными у его верхнего и/или нижнего торца, позволяет:
- значительно уменьшить распространение поля рассеяния за пределы печи в аксиальном направлении как сверху, так и снизу тигля 1 за счет поворота вектора магнитной индукции на 90° и безусловного изменения направления магнитного потока во всем магнитопроводе 5 с вертикального на горизонтальное;
- еще более намагнитить весь магнитопровод 5 для увеличения магнитной индукции и потока в рабочей полости 9 индуктора 4 и тигля 1;
- уменьшить неоднородность магнитного поля в рабочей полости индуктора 4 и величину градиентов его индукции, что может снизить интенсивность двухконтурного перемешивания, высоту мениска и опасность газометаллических выбросов и повысить удельную мощность печи.
Магнитопровод 5 может быть дополнен и только одним плоским кольцевым магнитопроводом 13, расположенным у его верхнего торца, что позволяет значительно уменьшить распространение поля рассеяния за пределы печи в аксиальном направлении сверху тигля 1, где в большей степени находятся плавильщики.
Магнитопровод 5 может быть дополнен и только одним плоским кольцевым магнитопроводом 13, расположенным у его нижнего торца с таким же эффектом, что и при расположении магнитопровода 13 у верхнего торца.
Поверхности слоев основного цилиндрического магнитопровода 5 и его дополнительного плоского кольцевого магнитопровода 13 покрываются тонким слоем жидкого электроизоляционного лака, например поливинилформалевого, полиамимидимидного, эпоксидного, кремнийорганического с высокой рабочей температурой 120-600°C, а сами слои плотно прижимаются друг к другу известным способом. Изоляция уменьшает нагрев вихревыми токами, а сжатие - еще и шум, издаваемый магнитопроводом 5 при его перемагничивании. При склеивании сжатых слоев шум становится гораздо ниже допустимых 80 дБ.
Расположение обечайки 3 и магнитопровода 5 между плитами 6 и 7 позволяет образовать замкнутую кольцевую полость 9, в которой размещен индуктор 4 и при необходимости дополнительный плоский магнитопровод 13 и хладагент для охлаждения индуктора 4, обечайки 3, магнитопроводов 5 и 13 и плит 6 и 7.
Витки индуктора 4 могут быть выполнены из медного, латунного или алюминиевого одно- или многопроволочного изолированного проводника вместо медного трубчатого проводника в устройстве, выбранном в качестве прототипа. Это предполагает охлаждение индуктора 4 жидким или газообразным хладагентом с внешней его поверхности, а не с внутренней поверхности, как представлено в устройстве, выбранном в качестве прототипа. Поэтому для исключения электрического пробоя изоляции при охлаждении электропроводящей жидкостью, например технической водой, и повышения надежности электроснабжения желательно использовать проводники с двойной изоляцией, например, выпускаемые промышленностью. При этом первый слой может быть выполнен из поливинилформалевого, полиамимидимидного, эпоксидного, кремнийорганического лака или клея, а второй - из теплостойких и гибких резины или пластмасс.
Выполнение витков индуктора 4 из однопроволочного гибкого изолированного проводника позволяет более эффективно охлаждать все его сечение. Однако его толщина δ должна быть примерно равна двойной глубине Δ0,01 проникновения переменного магнитного поля в этот проводник, а именно δ≈2Δ0,01. Глубину проникновения Δ0,01 в материал с удельным электрическим сопротивлением ρ и абсолютной магнитной проницаемостью μ0μi, на которой волна поля частотой f практически полностью затухает и в ней остается 1% энергии, можно оценить по формуле:

При промышленной частоте f=50 Гц средняя глубина проникновения Δ0,01 для меди - ≈1 см, латуни - 1,77 см, алюминия - 1,2 см, стали - 0,295 см.
Поэтому целесообразен плоский проводник, позволяющий использовать ток большой величины. Если сечение витков и их количество окажется недостаточным для обеспечения необходимой магнитодвижущей силы витки индуктора располагаются в 2-3 и более слоев. Между витками и слоями должны быть зазоры для прохождения хладагента. Слои могут быть выполнены из одного длинного проводника или из соответствующего количества коротких проводников. Во втором случае они могут быть подключены последовательно или параллельно к источнику электрического напряжения. Последовательное подключение увеличивает активное и индуктивное сопротивление индуктора 4, но уменьшает ток, а параллельное - уменьшает активное сопротивление и увеличивает ток при одинаковом напряжении. Возможно независимое подключение слоев для регулирования величины индукции и режима работы печи.
Кроме того, если n параллельных изолированных проводников выполнить транспонированными, то можно получить для них одинаковую самоиндукцию, сопротивление, а также расположение их по отношению к садке. В этом случае сопротивление, а следовательно, и потери мощности в индукторе уменьшатся в 1/n0,5 раз. Это приводит к увеличению электрического КПД печи ηэл.
При выполнении индуктора из n параллельных транспонированных проводников повышенное значение электрического КПД печи ηэл равно

где ηэ - реальный КПД печи;
n - количество параллельных проводников.
Как следует из таблицы, при реальном КПД печи ηэ=0,5 увеличение числа n проводников с 1 до 4 повышает ηэл в 1,3 раза, а до 9 - в 1,5 раза и так далее.
Выполнение витков индуктора 4 из многопроволочного изолированного проводника устраняет необходимость соблюдения условия δ≈2Δ0,01 так как каждая проволочка и, следовательно, весь проводник пронизывается полем на всю их толщину. К простейшим многопроволочным изолированным проводникам относятся жилы, состоящие из двух и более скрученных проволок. Из таких электроизолированных жил также возможно изготовление индуктора 4 с различным числом слоев и с применением транспонирования жил. Для крупных печей возможно изготовление индуктора 4 также из одно- или многожильных электроизолированных кабелей и проводов, в том числе транспонированных. В этом случае уже имеется по меньшей мере двойная электроизоляция, в т.ч. резиновая, пластмассовая, а именно: на каждой жиле и на кабеле или проводе.
Во всех случаях изготовления индуктора 4 возможно разделение его на секции, в том числе путем тщательно изолированной отпайки, для расширения возможности регулирования электрического и плавильного режима.
Наиболее просто изготовить предлагаемый индуктор 4 путем навивки однопроволочного или многопроволочного электроизолированного проводника, например жилы, кабеля или провода, в том числе транспонированного, на внешнюю электроизолированную цилиндрическую поверхность обечайки 3 с последующим закреплением первого слоя на ней. Во время навивки возможно транспонирование проводников, например с шагом 100-200 мм в зависимости от высоты и диаметра печи, сечения проводника. При этом многопроволочный проводник обладает часто большей гибкостью, чем однопроволочный при равном сечении. Вполне возможны другие варианты изготовления индуктора 4 и закрепления его витков внутри кольцевой полости 9. В любом случае его изготовление гораздо проще и дешевле, чем в изготовление индуктора в устройстве, выбранном в качестве прототипа прототипе.
Предложенная индукционная индукторная тигельная печь с проволочным индуктором работает следующим образом.
Из-за больших выделений Джоулева тепла в материале индуктора 4 при прохождении по виткам тока с плотностью более ~3 А/мм2 его целесообразно охлаждать принудительно каким-либо хладагентом в виде жидкости или газа. При плотности тока 3-5 А/мм2 это возможно осуществить подачей дешевого хладагента в виде сжатого воздуха в полость 9 для охлаждения индуктора 4 только снаружи витков, что исключает расходы на кондиционную воду. При большей плотности тока до 20 А/мм2 целесообразна подача другого дешевого хладагента: холодной водопроводной или «умягченной» технической оборотной воды. Хладагент подается снизу, поднимается вверх, контактируя с наружной поверхностью витков индуктора 4, перемешивается и охлаждает их. Скорость движения и давление хладагента в полости 9 гораздо меньше, а объем гораздо больше, чем в трубке, что снижает энергозатраты на его подачу. При использовании в качестве хладагента воды ее температура на выходе из полости 9 может достигать 98-99°C вместо 35-40°C в в устройстве, выбранном в качестве прототипа. Это повышает эффективность использования воды и снижает ее расход. При этом также охлаждается обечайка 3 и, как следствие, теплоизолирующий материал 12, футеровка тигля 1, а также магнитопроводы 5 и 13 и плиты 6 и 7.
После включения охлаждения индуктора 4 и загрузки в тигель 1 электропроводной шихты на токоподводы одно- или многопроволочного индуктора 4 подается переменное электрическое напряжение, которое создает в его витках электрический ток. Под его действием в полости индуктора 4 и тигля 1 появляется рабочее электромагнитное поле, а за его пределами - поле рассеяния, которое локализуется вертикальным кольцевым магнитопроводом 5. Он намагничивается и усиливает рабочее поле в полости индуктора 4 и тигле 1.
При этом происходит плавный поворот на 90° вектора индукции, что значительно уменьшает распространение поля рассеяния за пределы индуктора 4 в радиальном направлении, так как магнитный поток замыкается через магнитопровод 5. Это позволяет приблизить электропроводные стяжки 8 к магнитопроводу 5, не опасаясь их чрезмерного нагрева. Однако при таком повороте магнитный поток распространяется и в радиальном направлении. При оснащении же печи дополнительным плоским кольцевым магнитопроводом 13 поворот на 90° вектора индукции происходит преимущественно в магнитопроводе 13. Это существенно уменьшает неоднородность рабочего магнитного поля в полости индуктора 4 и распространение потока рассеяния в радиальном направлении и, следовательно, нагрев верхней 7 и нижней 6 плит в случае изготовления их из электропроводного материала. Заметно уменьшаются размеры печи в плане и вредное воздействие поля рассеяния на рабочих.
Применение обечайки 3 с ребрами на ее внутренней поверхности, образующими углубления для размещения теплоизолирующего материала 12 с теплопроводностью менее 0,06-0,08 Вт/(м⋅К), то есть меньше, чем у футеровки, позволяет уменьшить общую толщину слоя между садкой и индуктором 4 и, следовательно, потери рабочего магнитного потока, проходящего по футеровке. Это снижает расход электроэнергии.
Усиленное и увеличенное электромагнитное поле индуцирует в кусках шихты вихревые токи, которые нагревают их до расплавления. При этом печь, как правило, работает на полной мощности с подключением всех имеющихся витков и секций. В случае необходимости изменения режима плавки возможно отключение или переключение секций или параллельных проводников индуктора 4. При оснащении печи дополнительными плоскими кольцевыми магнитопроводами 13 уменьшается неоднородность магнитного поля в рабочей полости индуктора 4 и величина градиентов его индукции, что может снизить интенсивность двухконтурного перемешивания, высоту мениска и опасность газометаллических выбросов и повысить удельную мощность печи.
При изготовлении индуктора 4 из транспонированных проводов или проводников возникают следующие преимущества: увеличение КПД за счет снижения потерь в индукторе; улучшение охлаждения проводников; уменьшение габаритов индуктора и общее снижение себестоимости за счет экономии материалов и уменьшения трудозатрат.
После расплавления шихты и проведения необходимых металлургических операций печь наклоняется для слива расплава из тигля 1 и давление расплава и тигля 1 передается не на индуктор 4, а на обечайку 3. Поэтому требования к высокой прочности индуктора 4 отпадают, что удешевляет его.
Тепло от расплава может передаваться через стенку тигля 1 и слой теплоизолирующего материала 12 в углублениях обечайки 3 к самой обечайке 3, а затем от нее через воздух или жидкость к виткам индуктора 4, находящегося в замкнутой кольцевой полости 9. Наличие слоя более эффективного теплоизолирующего материала 12 уменьшает теплопередачу. Предлагаемая подача жидкого хладагента в полость 9 обеспечивает более эффективный отвод от печи тепла расплава, индуктора 4 и магнитопроводов 5 и 13, которые нагреваются при перемагничивании. Это уменьшает воздействие теплового излучения на работающих.
При прохождении переменного тока частотой f по виткам однопроволочного индуктора 4 они могут вибрировать с удвоенной частотой 2f. При изготовлении однопроволочного индуктора 4 из толстой медной проволоки большого сечения, имеющей повышенную жесткость, возможен слабый шум. При изготовлении же однопроволочного индуктора 4 из толстой алюминиевой проволоки шум уменьшается из-за ее пониженной жесткости. В случае многопроволочного индуктора 4 его вибрация имеет иные характеристики, а шум практически отсутствует из-за гибкости проводников и их изоляции. Наличие магнитопровода 5 в виде полого цилиндра, окружающего индуктор 4, уменьшает в любом случае распространение шума, издаваемого индуктором 4, за пределы печи. Расположение же индуктора 4 в полости 9 с водой также уменьшает распространение шума из-за его поглощения водой.
По сравнению с прототипом предложенное решение позволяет расширить сферу применения индукционных плавки и тигельной печи путем использования нижеперечисленных преимуществ:
- снижения энергоемкости плавки за счет повышения КПД проволочного индуктора, особенно из транспонированных проводников и проводов, более полного улавливания магнитопроводами магнитного потока рассеяния, увеличения магнитной индукции в рабочей полости индуктора и уменьшения ее градиентов, и размещения высокоэффективного теплоизолирующего материала в углублениях обечайки, и, следовательно, снижения потерь тепла через стенку футеровки тигля;
- уменьшения эксплуатационных расходов устранением расхода кондиционной воды за счет подачи дешевого хладагента в кольцевую полость;
- уменьшения габаритов и массы печи и занимаемой производственной площади путем применения обечайки, слоя теплоизолирующего материала, цилиндрического и плоского кольцевых магнитопроводов, позволяющих уменьшить общую толщину футеровки тигля, цилиндрического магнитопровода и его высоту и приблизить к индуктору электропроводные части каркаса печи;
- повышения защищенности индуктора и работающих и надежности работы печи установкой цилиндрической обечайки, препятствующей доступу расплава к индуктору;
- повышения защищенности работающих от воздействия шума путем изготовления индуктора из гибкого одно- или многопроволочного проводника и размещения его в кольцевой полости, в том числе заполненной жидким хладагентом;
- повышение защищенности работающих от вредного влияния электромагнитного поля путем более эффективного улавливания потока рассеяния;
- снижение стоимости и трудоемкости изготовления печи вследствие повышения экономичности и уменьшения трудоемкости изготовления проволочного индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| Индукционная тигельная электропечь с замкнутым магнитопроводом | 2023 |
|
RU2826919C1 |
| СПОСОБ ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЛАВКИ ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536310C2 |
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| ИНДУКЦИОННЫЙ ЭЛЕКТРОМАГНИТНЫЙ КОАКСИАЛЬНЫЙ ЛАБИРИНТНЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТЕЙ | 2015 |
|
RU2604963C2 |
| МНОГОФАЗНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2006 |
|
RU2333439C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
Изобретение относится к области металлургии и может быть использовано для выплавки различных сплавов, доведения расплава до необходимых свойств и выдержки его для порционной разливки. Печь содержит скрепленные вместе каркас с верхней и нижней плитами, футерованный тигель, охлаждаемый индуктор с электроизолированными витками и токоподводом, наружный наборный магнитопровод. Между тиглем и индуктором размещена цилиндрическая обечайка. Наборный магнитопровод выполнен в виде полого цилиндра. Витки индуктора выполнены из одно- или многопроволочного проводника. Обечайка и магнитопровод расположены между плитами с образованием замкнутой герметичной кольцевой полости для размещения индуктора и хладагента. Изобретение позволяет расширить сферу использования индукционной плавки и тигельной печи путем снижения энергоемкости плавки, уменьшения эксплуатационных расходов и занимаемой площади, повышения защищенности индуктора и надежности работы печи. 8 з.п. ф-лы, 2 ил., 1 табл.
1. Индукционная индукторная тигельная печь с проволочным индуктором, содержащая соединенные вместе футерованный тигель, подину, охлаждаемый индуктор с электроизолированными витками и токоподводом, охватывающий его наружный вертикальный наборный магнитопровод и каркас с верхней и нижней плитами, скрепленными стяжками, отличающаяся тем, что она снабжена цилиндрической обечайкой, размещенной между тиглем и индуктором, а упомянутый магнитопровод выполнен в виде полого цилиндра, при этом витки индуктора выполнены из изолированного одно- или многопроволочного проводника, обечайка и магнитопровод расположены между плитами с образованием замкнутой герметичной кольцевой полости для размещения индуктора и хладагента с возможностью подвода и отвода последнего.
2. Индукторная тигельная печь по п. 1, отличающаяся тем, что элементы наборного магнитопровода выполнены с возможностью полного или частичного охвата индуктора.
3. Индукторная тигельная печь по п. 1 или 2, отличающаяся тем, что наружный цилиндрический магнитопровод снабжен дополнительно одним плоским кольцевым магнитопроводом, набранным из элементов в виде плоских разрезных или неразрезных кольцевых пластин, расположенным у его верхнего торца.
4. Индукторная тигельная печь по любому из пп. 1-3, отличающаяся тем, что наружный цилиндрический магнитопровод снабжен дополнительно плоским кольцевым магнитопроводом, набранным из элементов в виде плоских разрезных или неразрезных кольцевых пластин, расположенным у его нижнего торца.
5. Индукторная тигельная печь по любому из пп. 1-4, отличающаяся тем, что обечайка выполнена с ребрами на ее внутренней поверхности, образующими углубления для размещения теплоизолирующего материала с теплопроводностью менее 0,06-0,08 Вт/(м⋅К).
6. Индукторная тигельная печь по любому из пп. 1-5, отличающаяся тем, что обечайка выполнена из материала с высоким электрическим сопротивлением.
7. Индукторная тигельная печь по любому из пп. 1-6, отличающаяся тем, что витки индуктора расположены в двух и более слоях.
8. Индукторная тигельная печь по любому из пп. 1-7, отличающаяся тем, что витки индуктора выполнены из проводника в двойной изоляции.
9. Индукторная тигельная печь по любому из пп. 1-8, отличающаяся тем, что проводники индуктора выполнены транспонированными.
| Современные плавильные агрегаты: вагранки, газокислородные печи, электродуговые и индукционные печи и устройства для внепечной обработки и разливки металла | |||
| Сборник | |||
| Инженерно-технологический центр машиностроения "Металлург", 2-я ред | |||
| М., Металлург-колсантинг, 2011, с.182, 217, 220 | |||
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |
| Многосекционный магнитопровод индукционной тигельной печи | 1983 |
|
SU1109569A1 |
| Индукционная плавильная печь | 1978 |
|
SU709940A1 |
| JP 2004108666 A, 08.04.2004. | |||

