4;:
сл
со
s| Изобретение относится к металлу гии, в частности к обработке металлов давлением и сварки, и может быть использовано при изготовлении крупногабаритных биметаллических ли стов , преимущественно сталеалюминие вых., Цель изобретения - повышение ка чества листов путем снижения разнотолщйнности и устранения разрывов и гофр за счет прокатки в продольном направлении, проводимой с суммерной степенью .ббжатия 8-30%, а в поперечном направлении - на конечны размер с обжатием За. проход 3-6%. способ осуществляют следующим . . Составляющие биметаллического па кета собирают в симметричный пакет, нагрев&ют до 370-400°С и прокатьаваю Вначале осуществляют прокатку пакет .в продольном направлении с общей степенью деформации 8-30%. При прокатке со степенью деформации менее 8% затруднительно образование качественного биметаллического соединения вследствие низких удельных давлений в зоне контакта. Кроме тог при последующей прокатке образуются складки, пузыри и непривары. При . обжатии более 30% возникают гофры и периодические утонения со сторойы стального слоя., а также нарушается устойчивость процесса прокатки,образуются значительные по величине концы биметаллической полосы с неравномерным распределением толщины слоя. Последующую проКатку пакетов до конечного размера осуществляют в поперечном направлении с большой дробностью деформации с обжатием , за проход 3-6% при небольших давлениях металла на валки, что исключает гофрообразованйе со стороны стального слоя и значительно улучшает качество биметаллических листов Пример, Симметричные четырехслойные пакеты размером 40 X -.,. 1000-1000, состоящие из сплава АМгб с нержавеющей сталью 12Х18Я10Т с соотйошёнием толщин слоев 1:1 нагревали до 380°С в течение 2 ч и прокатывали в продольном направлении на стане трио с диаметром вaл ков 750 мм до толщины 28 мм с обжатием за проход 8-12%. Затем пакет прокатывали в поперечном направлении с большой дробностью деформаций с обжатием за проход 3-6% до толщины 20 мм. В результате на стане, допускающем давление металла на валки 800 ти, получены крупногабаритные биметаллические листы высокого качества СТ.12Х18Н10Т - сплав АМгб размером 10-1250-1250. Свойства биметаллических листов в зависимости от степени продольной и поперечной деформаций приведены в таблице.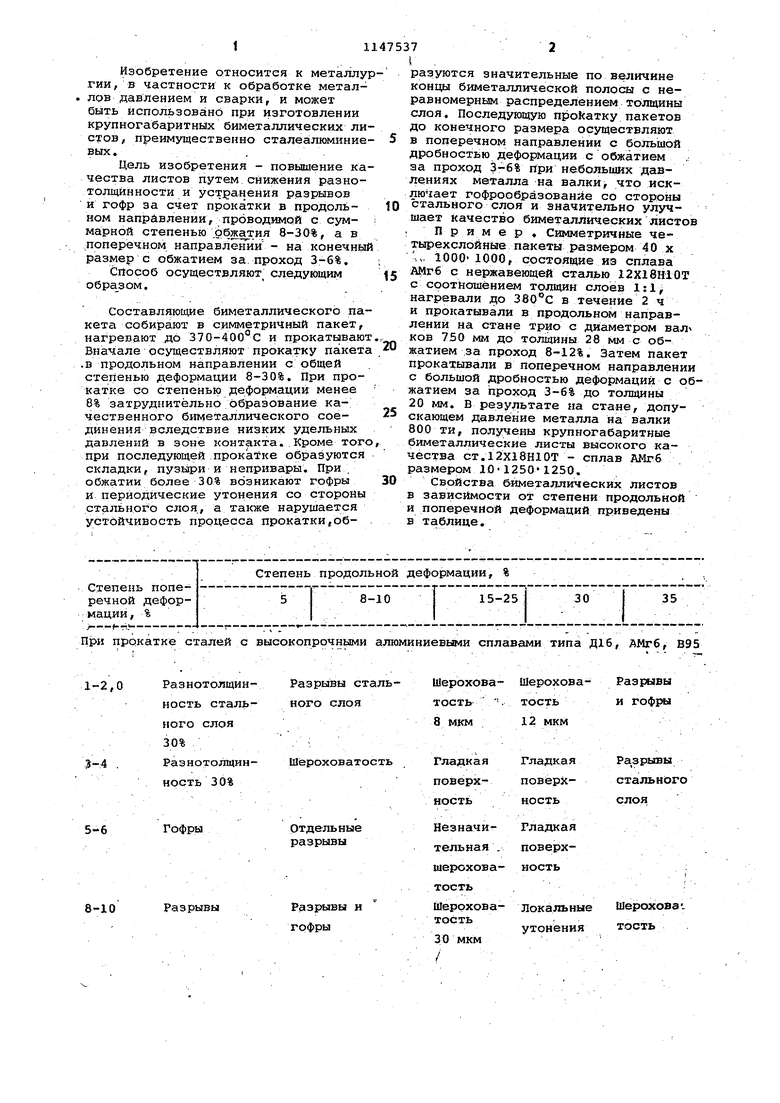
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 1992 |
|
RU2061083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ И ПЛИТ | 2012 |
|
RU2492034C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОПОДВОДЯЩЕГО РЕЛЬСА | 2002 |
|
RU2217248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО ПРОКАТА НА ОСНОВЕ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И АЛЮМИНИЕВОГО СПЛАВА | 2014 |
|
RU2574948C1 |
| Способ получения биметаллических заготовок | 1988 |
|
SU1696224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО БИМЕТАЛЛА СТАЛЬ-АЛЮМИНИЕВЫЙ СПЛАВ | 2021 |
|
RU2756086C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ СТАЛЕАЛЮМИНИЕЮЙС ЛИСТОВ, Включающий сборку пакета, его нагрев и прокатку в двух взаимно перпендикулярных направления х с прокаткой на конечный размер в одном из направлений, отлпчающ и и с я тем, что, с целью повышения качества листов за счет сни.жения разнотолщинности и устранения раЗЕядвов и гофр, прокатку в продольном направлении осуществляют с суммарной степенью обжатия 8-30%, а в поперечном направлении - на консч.ный размер с обжатием за проход 3-6%.
При прокатке сталей с высокопрочными
Разрывы стальРазнотолщин,0 ного слоя ность стального слоя 30%
Шероховатость
Разнотолщин4 . ность 30%
Отдельные
Гофры
6 разрывы
Разрывы и
Разрывы
8-10 гофры
Разрывы
Шероховаи гофры тесть 12 мкм
Разрывы
Гладкая
стального поверхслояность
Гладкая
поверхность
Шерохова.
Локальные тость
утонения алюминиевыми сплавами типа Д1б, АМгб, В95
Степень продольной деформации, % Степень попеГУ 8-10 Г 15-25 I 30 I речной дофорМищт ,1 j
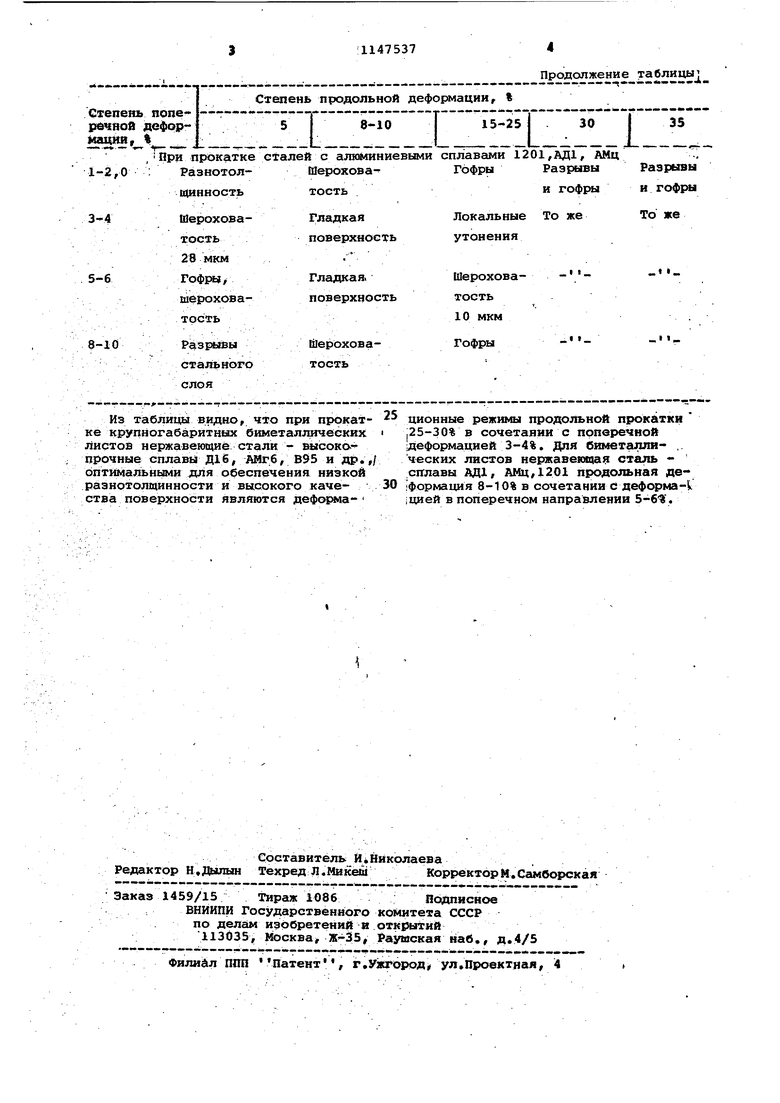
, i При прокатке сталей с алк «иниевыми сплавг1МИ 1201, АД1, АМц
1-2,0 ; Разнотол- Шерохова-Гофры Раэрывы Разрывы
щинность тостьи гофры и гофры
3-4 Шерохова- ГладкаяЛокальные Тоже Тоже
хость поверхностьутонения
28 мкм
5-6 Гоф1ад/ Гладкая,Шерохова- -.- -« шерохова- поверхностьтость
треть10 мкм .
8-10 Разрывы Шерохова-Гофры - стального тость
, - слоя -;. .
Из таблицы видно, что при прокат- ционные режимы продольной прокатки
ке крупногабаритньах биметаллических ,25-30% в сочетании с поперечной
листов нержавеющие стали - высока-деформацией 3-4%. Для биметалли- ,.
прочные сплава Д16, АМг.б, В95 и др.,/ческих листов нержавеющая сталь оптимальными для обеспечения низкойсялавы АД1, АМц,1201 продольная деразнотолщинности и высокого каче- 30)формация 8-10% в сочетании с дефс маства поверхности являются деформа-;цией в поперечном направлении 5-6%.
11475374
Продолжение тaблицыJ
