Изобретение относится к производству двух-, трех- и многослойных материалов горячей прокаткой и может быть использовано при производстве биметаллического проката на основе низкоуглеродистой стали и алюминиевых сплавов. Из существующего уровня техники известен способ прокатки конструкционных биметаллов без деформации стальной основы [Биметаллический прокат / П.Ф.Засуха, В.Д.Корщиков, О.Б.Бухвалов, А.А.Ершов // М.: Металлургия, 1971. - 264 с.]. Общая схема технологического процесса состоит из следующих этапов:
1) подготовка металлов к плакированию, включающая обезжиривание, травление и зачистку проволочными щетками заготовок из стали и алюминиевых сплавов, предварительно плакированных слоем чистого алюминия;
2) нагрев заготовок из алюминиевых сплавов до температуры их горячей обработки;
3) формирование пакетов;
4) прокатка пакетов на стане горячей прокатки;
5) отжиг биметаллических листов;
6) резка и правка биметалла;
7) контроль качества, маркировка и т.д.
Недостатками известного способа являются низкие прочностные свойства зоны соединения слоев биметалла и низкая стабильность качества соединения слоев из-за отсутствия оптимальной технологии подготовки контактных поверхностей компонентов биметалла к совместной прокатке.
Наиболее близким решением к заявленному способу, который был принят в качестве прототипа, является способ получения биметаллов из низколегированной стали и алюминиевых сплавов (Патент №2368475 от 27.09.2009), включающий предварительную механическую обработку соединяемых поверхностей с удельным давлением 0,5-8,5 МПа с образованием перекрещивающегося рельефа, острый угол которого составляет от 20° и 70°; нагрев алюминиевой заготовки, предварительно плакированной слоем технически чистого алюминия, до температуры, равной 0,65-0,75 температуры плавления алюминия; сборку пакета, состоящего из холодной стальной и нагретой алюминиевой заготовок; совместную прокатку пакета за один проход с обжатием 65-80% и термообработку.
К недостатку прототипа относятся низкие прочностные свойства зоны соединения слоев готового биметалла (предел прочности на отрыв σотр и на срез σср), а также низкий ресурс пластичности металла Λр и зависящие от него высокие значения поврежденности металла ω. Указанный недостаток является следствием подготовки профиля контактной поверхности стальной составляющей в виде перекрещивающегося рельефа с углом при вершине от 20° до 70°. Показатель Лоде близок к значению µσ=-1, для которого пластичность алюминия меньше, чем при µσ=0. Высокое значение поврежденности металла в зоне соединения слоев биметалла приводит к локальным макроразрушениям металла и общему снижению прочностных характеристик и стабильности свойств вдоль зоны соединения слоев.
Техническим результатом изобретения является разработка способа производства биметаллического проката, предусматривающая пониженные значения поврежденности металла в зоне соединения слоев после совместной прокатки и обеспечивающая повышение эксплуатационных свойств и их стабильность в зоне соединения слоев биметаллического проката.
Указанный технический результат достигается тем, что в способе получения биметаллического проката из низкоуглеродистой стали и алюминиевого сплава, включающем предварительную механическую обработку поверхности стальной заготовки с удельным давлением 0,5-8,5 МПа с получением высоты неровностей профиля Rmax, находящейся в пределах 0,05-0,2 толщины плакирующего слоя алюминиевой заготовки, нагрев алюминиевой заготовки, предварительно плакированной слоем технически чистого алюминия, до температуры, равной 0,65-0,75 температуры плавления алюминия, сборку пакета, состоящего из холодной стальной и нагретой алюминиевой заготовок, совместную прокатку пакета за один проход с обжатием 65-80% и термообработку, согласно изобретению перед сборкой пакета на соединяемой поверхности стальной заготовки в поперечном направлении к оси прокатки формируют зубчатый рельеф с углом при вершине 30°-90°.
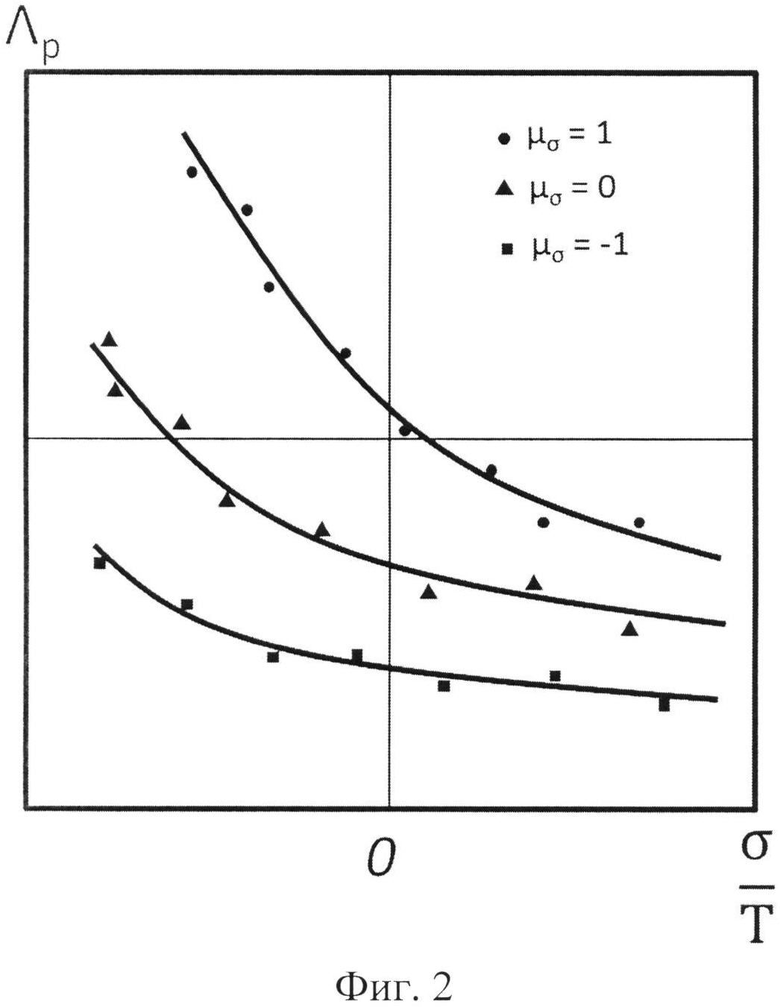
Схематично предлагаемый профиль поверхности твердой составляющей представлен на фиг. 1. Как показали результаты теоретических и экспериментальных исследований, одним из основных факторов, влияющих на эксплуатационные свойства переходной зоны, является рельеф контактных поверхностей компонентов биметалла. При совместном деформировании пакета контактные поверхности сближаются и начинается обжатие металла алюминиевой заготовки выступами поверхности стальной заготовки. При этом профиль стальной поверхности определяет напряженное состояние металла алюминиевой составляющей в процессе совместного обжатия, которое оценивается такими величинами, как относительное среднее нормальное напряжение σ/Т и коэффициент Лоде µσ. Значения показателей напряженного состояния, которые способствуют минимизации поврежденности металла ω, обеспечивают повышение эксплуатационных свойств. На фиг. 2 приведены диаграммы пластичности алюминиевого сплава, выступающего в роли более мягкой составляющей биметалла, по вариантам совместной раздачи со стальной составляющей пакета, имеющей перекрещивающийся рельеф (прототип) и имеющей предлагаемый поперечный направлению прокатки рельеф. Из диаграммы следует, что при формировании рельефа в поперечном направлении к оси прокатки обеспечивается повышение коэффициента Лоде µσ от -1 до 0 и, следовательно, увеличение ресурса пластичности. Экспериментальным и теоретическим путем было установлено, что оптимальной формой профиля поверхности стальной заготовки, удовлетворяющей условию минимизации поврежденности металла ω алюминиевой заготовки и развитию фактической площади контакта, является рельеф с углом при вершине 30°-90°. В этом случае реализуется схема деформации, максимально приближенная к схеме плоской деформации и достигается максимально возможное значение коэффициента Лоде µσ=0, способствующее увеличению ресурса пластичности металла алюминиевой заготовки и снижению поврежденности металла в зоне соединения слоев.
Образование рельефа с углом при вершине меньше 30° затрудняет заполнение металлом алюминиевой заготовки полости профиля стальной составляющей биметалла и, следовательно, не обеспечивается надежное сцепление составляющих. Применение рельефа с углом при вершине больше 90° не обеспечивает площадь контакта, необходимую для получения надежного сцепления составляющих биметалла.
Пример осуществления изобретения
Процесс получения биметалла «сталь - алюминиевый сплав», состоящий из листа 1Х18Н9Т, толщиной 5 мм и алюминиевого сплава АМг6 13 мм, включает в себя следующие операции:
1) травление и зачистка дисковыми щетками алюминиевой заготовки;
2) механическая обработка шлифовальным инструментом поверхности стали с образованием на соединяемой поверхности рельефа с углом вершины в пределах 30°-90°, нанесенного в поперечном направлении к оси прокатки;
3) предварительный нагрев заготовки из алюминиевого сплава до 400-440°С;
4) сборка пакета;
5) совместная прокатка пакета со степенью деформации, равной 70-80%, без обжатия стали за один проход;
6) отжиг биметаллического листа.
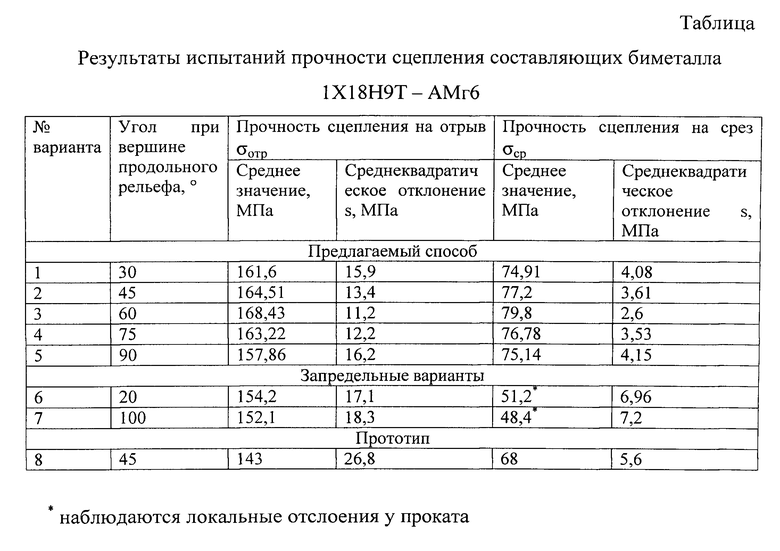
С целью оценки эксплуатационных характеристик из прокатываемых биметаллических листов вырезались и подготавливались специальные образцы для испытания на прочность сцепления слоев биметалла на отрыв и на срез. Как показали результаты испытаний, приведенные в таблице, достигнуто увеличение прочности сцепления на 12-18% по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПРОКАТА | 2021 |
|
RU2762696C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО БИМЕТАЛЛА СТАЛЬ-АЛЮМИНИЕВЫЙ СПЛАВ | 2021 |
|
RU2756086C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2368475C1 |
| Способ получения алюминиевого слоистого проката | 2024 |
|
RU2833650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ И ПЛИТ | 2012 |
|
RU2492034C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 1992 |
|
RU2061083C1 |
| Способ изготовления биметаллических лент | 1984 |
|
SU1191232A1 |
Изобретение относится к производству двух-, трех- и многослойных материалов горячей прокаткой и может быть использовано при производстве биметаллического проката на основе низкоуглеродистой стали и алюминиевых сплавов. Способ включает предварительную механическую обработку поверхности стальной заготовки, нагрев, сборку пакета и его прокатку. Повышение прочностных характеристик и ресурса пластичности изделий обеспечивается за счет того, что на поверхности стальной заготовки в поперечном направлении к оси прокатки формируют зубчатый рельеф с углом при вершине 30°-90°, после чего заготовку из алюминиевого сплава нагревают до температуры, равной 0,65-0,75 температуры плавления алюминия, а прокатку пакета производят со степенью деформации 65-80% за один проход. 2 ил., 1 табл.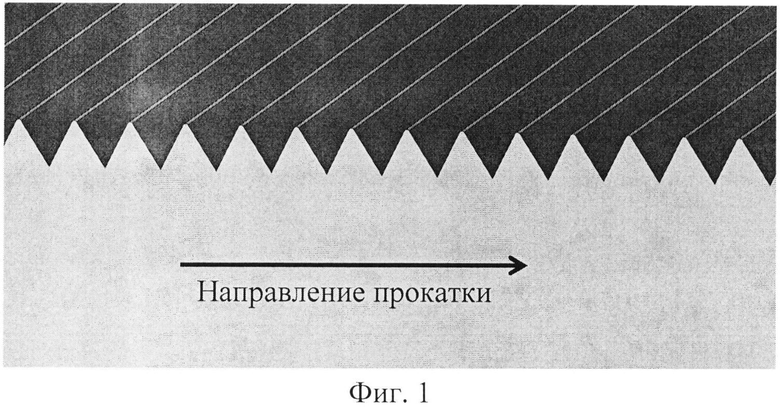
Способ получения биметаллического проката из низкоуглеродистой стали и алюминиевого сплава, включающий предварительные плакирование алюминиевой заготовки слоем технически чистого алюминия и механическую обработку поверхности стальной заготовки с удельным давлением 0,5-8,5 МПа с формированием рельефа, высота неровностей профиля которого составляет 0,05-0,2 толщины плакирующего слоя алюминиевой заготовки, нагрев алюминиевой заготовки до температуры, равной 0,65-0,75 температуры плавления алюминия, сборку пакета, состоящего из холодной стальной и нагретой алюминиевой заготовок, совместную прокатку пакета за один проход с обжатием 65-80% и термообработку, отличающийся тем, что рельеф на поверхности стальной заготовки перед сборкой пакета формируют с зубчатым профилем в поперечном направлении к оси прокатки с углом при вершине 30°-90°.
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2368475C1 |
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1756072A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ, В СОСТАВ КОТОРЫХ ВХОДИТ АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2268124C1 |
| KR 870001892 B1, 21.10.1987. | |||

