Применяемые в настоящее время электродуговые металлизаторы не обеспечивают быстрой металлизации крупногабаритных деталей и использование их связано со значительной затратой труда.
Описываемая установка для электродуговой металлизации с применением подвижного стола-плиты, элeктpoд гoвыx металлизационных головок и катушек для распыливаемой проволоки позволяет сократить продолжительность металлизации, снизить затраты труда и обеспечивает механизацию процесса. Достигается это применением блока электродуговых металлизационных головок, подвиж;но монтированных на одном кронштейне, который может занимать любое положение, и получающих металлизационную проволоку от катушек, свободно врашаюп;ихся от одного вала для синхронизации ее нодачи во все головки.
Установка предназначена для нанесения на поверхность крупногабаритных предметов покрытий из алюминия, цинка и некоторых других цветных металлов или их сплавов.
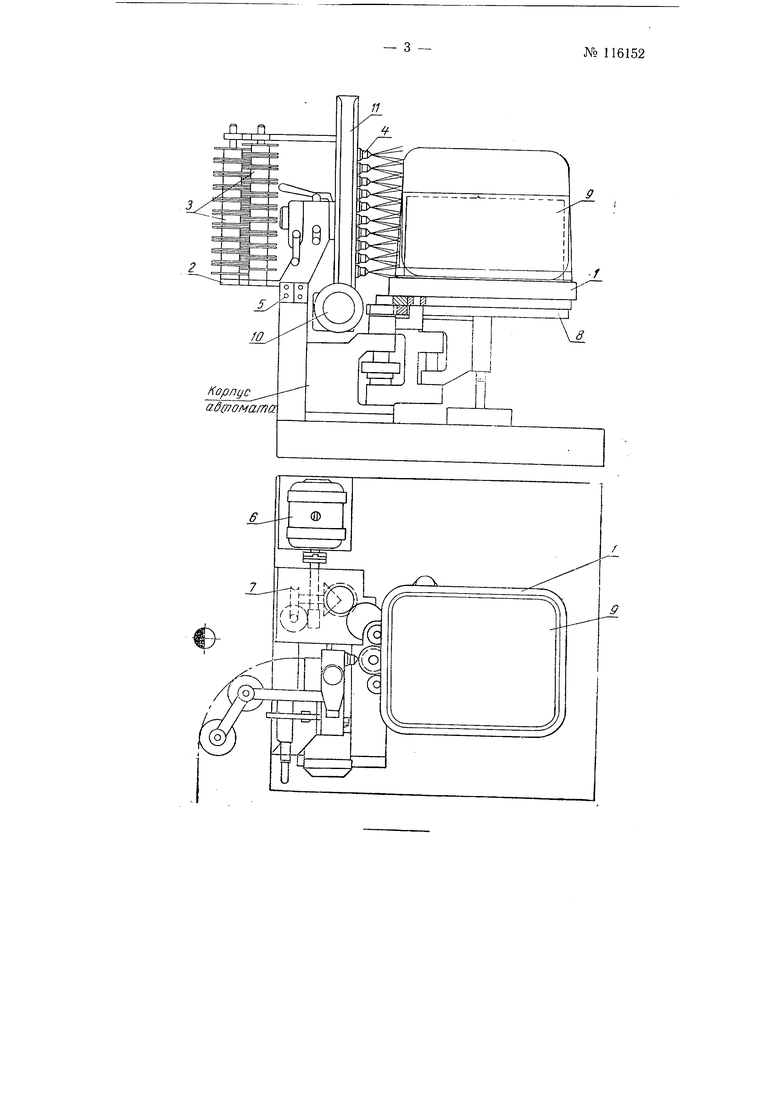
На чертеже показана установка в двух проекциях.
Установка состоит из корпуса, кулисного стола, многоголовочного электрического металлизатора, сварочного трансформатора или генератора и оборудована реостатами отдельно для каждой головки металлизатора.
Изделие, подлежашее металлизации, устанавливается на плиту кулисного стола 1, а на кронштейн 2 надеваются катушки 3, изготовленные из диэлектрических материаловНа катушках намотана металлизационная проволока, которая заправляется в отверстие головок 4 электрического металлизатора. На каждую головку предусмотрено по две катушки.
Нажатием одной из кнопок кнопочного устройства 5 включается электродвигатель 6, который через редуктор 7 приводит во вращение ведушую шестерню кронштейна, находящуюся в зацеплении с рейкой 8.
Перемещаясь рейка передвигает кулисный стол с установленными на нем деталями 9, подлежащими металлизации.
№ 116152- 2 -
Сначала стол перемещается вдоль металлизационных головок прямолинейно, а затем при помощи зубчатого сектора поворачивается па 90°, после чего вновь двигается прямолинейно вдоль головок, в первоначальном направленииВключение металлизационпых устройств осуществляется нажатием других кнопок кнопочного устройства. При этом электродвигатель 10 многоголовочного металлизатора 11, через редуктор приводит во вращение шлицевой вал, который проходит через все головки и приводит в движение подающие ролики головок. В каждую головку одновременно подается две проволоки, причем проволоки, замыкаясь, образуют сварочную дугу, расплавляющую материал проволок; распыленный металл проволок распыляется сжатым воздухом, выходящим из сопла металлизациоиных головок и наносится им на поверхность изделий.
Металлизация может осуществляться за один или несколько проходов.
По окончании металлизации нажатием кнопки электродвигатели выключаются, подача проволок и движение стола прекращаются, а изде. лие, покрытое слоем металла, снимается и вместо него устанавливается новое.
В зависимости от размеров изделий головки металлизатора могут раздвигаться или сближаться, а в зависимости от формы изделия могут устанавливаться под углом, в вертикальном или горизонтальном положении. Расстояпие между головками и изделием также может изменяться в зависимости от требований технологии.
Предмет изобретения
Установка для электродуговой металлизации с применением подвижного стола-плиты, электродуговых металлизационных головок и катущек для распыливаемой проволоки, отличающееся тем, что для снижения трудоемкости металлизации крупногабаритных деталей и механиза. ции процесса, применяют блок металлизационных головок, подвижно монтированных на одном кронщтейне и получающих металлизационную проволоку от катущек, вращающихся от одного вала для синхронизации ее подачи во все головки.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| ЭЛЕКТРИЧЕСКИЕ, МЕХАНИЧЕСКИЕ, ВЫЧИСЛИТЕЛЬНЫЕ И/ИЛИ ДРУГИЕ УСТРОЙСТВА, СФОРМИРОВАННЫЕ ИЗ МАТЕРИАЛОВ С ЧРЕЗВЫЧАЙНО НИЗКИМ СОПРОТИВЛЕНИЕМ | 2012 |
|
RU2612847C2 |