Установка для электродуговой наплавки преимущественно невращающихся габаритных и массивных изделий.
Изобретение относится к области сварки и наплавки и может быть использовано в химическом, нефтяном, энергетическом машиностроении и других областях народного хозяйства при изготовлении и ремонте габаритных и массивных изделий с наплавляемыми цилиндрическими, коническими и плоскими наружными и внутренними поверхностями.
Известна установка для автоматической электродуговой наплавки цилиндрических поверхностей [1]. Установка содержит станину, стойки, стол с приспособлением для закрепления изделия, механизм вращения, кронштейн, подающий механизм с электродвигателем, энергоподвод электродвигателя подающего механизма, бухту электродной проволоки, коммутационный узел для подвода сварочного тока и защитного газа к вращающейся сварочной горелке, выполненный в виде полого вала с наружной втулкой. Наружная втулка коммутационного узла закреплена на кронштейне вместе с подающим механизмом с электродвигателем, бухтой электродной проволоки, механизмом вращения. Механизм вращения кинематически связан с полым валом, энергоподвод электрически соединен с электродвигателем подающего механизма. Наплавку производят при неподвижных подающем механизме с электродвигателем, бухте электродной проволоки и вращающемся полом валу коммутационного узла.
Ввиду отсутствия возможности перемещения сварочной горелки в радиальном направлении в процессе наплавки известная установка не позволяет осуществлять наплавку конических и плоских изделий, что является ее существенным недостатком.
Наиболее близкой по технической сущности к заявляемой установке является выбранная в качестве прототипа специализированная установка для механической обработки и последующей электродуговой сварки невращающихся изделий без переустановки [2] , в которой в качестве исполнительного агрегата используют фрезерный станок с ЧПУ. Установка содержит станину, стойки, крестовый координатный стол с приспособлением для закрепления изделия, механизм вращения, план-суппорт, кронштейн, подающий механизм с электродвигателем, энергоподвод электродвигателя подающего механизма, коммутационный узел, выполненный в виде полого вала с наружной втулкой. На механизме вращения закреплен план-суппорт, на план-суппорте закреплен кронштейн, на кронштейне установлены подающий механизм с электродвигателем, бухта электродной проволоки и наружная втулка коммутационного узла. Энергоподвод электрически соединен с электродвигателем подающего механизма. Сварку производят при совместно вращающихся на кронштейне подающем механизме с электродвигателем, бухте электродной проволоки и наружной втулке коммутационного узла.
С помощью известного устройства можно осуществлять сварку кольцевых швов, по спирали на конических, цилиндрических и плоских поверхностях невращающихся изделий, однако непрерывную наплавку таких поверхностей в автоматическом режиме производить невозможно, так как при вращении сварочной горелки по окружности энергоподвод, подключенный напрямую к электродвигателю подающего механизма, минуя коммутационный узел, наматываясь на вращающиеся и поступательно движущиеся узлы установки, на нагретые до высокой температуры узлы наплавочной головки, препятствует работе установки и может явиться причиной ее аварии.
Целью изобретения является расширение технологических возможностей, заключающееся в обеспечении непрерывной наплавки по спирали цилиндрических, конических и плоских наружных и внутренних поверхностей невращающихся габаритных изделий путем подключения электродвигателя подающего механизма к энергоподводу через коммутационный узел с наружной втулкой, поворачивающейся относительно оси электродной проволоки.
Указанная цель достигается тем, что установка для электродуговой наплавки невращающихся изделий, состоящая из станины, стойки, координатного крестового стола с приспособлением для закрепления изделия, механизма вращения с план-суппортом, на котором закреплен кронштейн, подающий механизм с электродвигателем, энергоподвод, бухта электродной проволоки, коммутационный узел, выполненный в виде полого вала с наружной втулкой, дополнительно снабжена рычагом, один конец которого электроизолированно закреплен на наружной втулке, другой конец установлен с возможностью продольного возвратно-поступательного перемещения на шарнирной опоре, закрепленной на механизме вращения, а на рычаге установлен энергоподвод, электрически соединенный с подпружиненными электроконтактными щетками, установленными электроизолированно в радиальных отверстиях наружной втулки в контакте с токосъемными кольцами, электроизолированно закрепленными на полом валу и электрически соединенными с электродвигателем подающего механизма, а полый вал установлен на кронштейне с возможностью поворота и закрепления в заданном положении.
Сопоставительный анализ с прототипом показывает, что заявляемая установка отличается наличием новых признаков: рычага, шарнирной опоры на механизме вращения, радиальных отверстий втулки, электроконтактных щеток и колец. Эти признаки обеспечивают соответствие заявляемого технического решения критерию "новизна".
Сравнение заявляемого технического решения в установке с прототипом и с другими известными решениями в области сварки [3] и смежных областях техники (электротехника, энергетика, электромеханика и др.) не выявили решения, обладающие сходными признаками: сочетание токоподводящих контактов скольжения типа "щетка-кольцо" и "втулка-вал" в одном коммутационном узле и расположение одного токоподводящего контакта скольжения в другом, закрепление рычага на наружной втулке коммутационного узла и его взаимодействие с шарнирной опорой на установке. Новое свойство совокупности указанных признаков, не повторяющее известные свойства отличительных признаков, известных из других решений, заключается в возможности сложного вращательного движения полого вала и наружной втулки коммутационного узла: их совместного движения по окружности при повороте сварочной горелки и вращательного движения наружной втулки относительно полого вала при взаимодействии рычага с шарнирной опорой на установке в процессе наплавки кольцевого шва. Сочетание нового свойства в совокупности с радиальным перемещением сварочной горелки позволяет существенно расширить технологические возможности наплавочной установки и обеспечить наплавку по спирали различных поверхностей. Таким образом, заявляемое техническое решение соответствует критерию "изобретательский уровень".
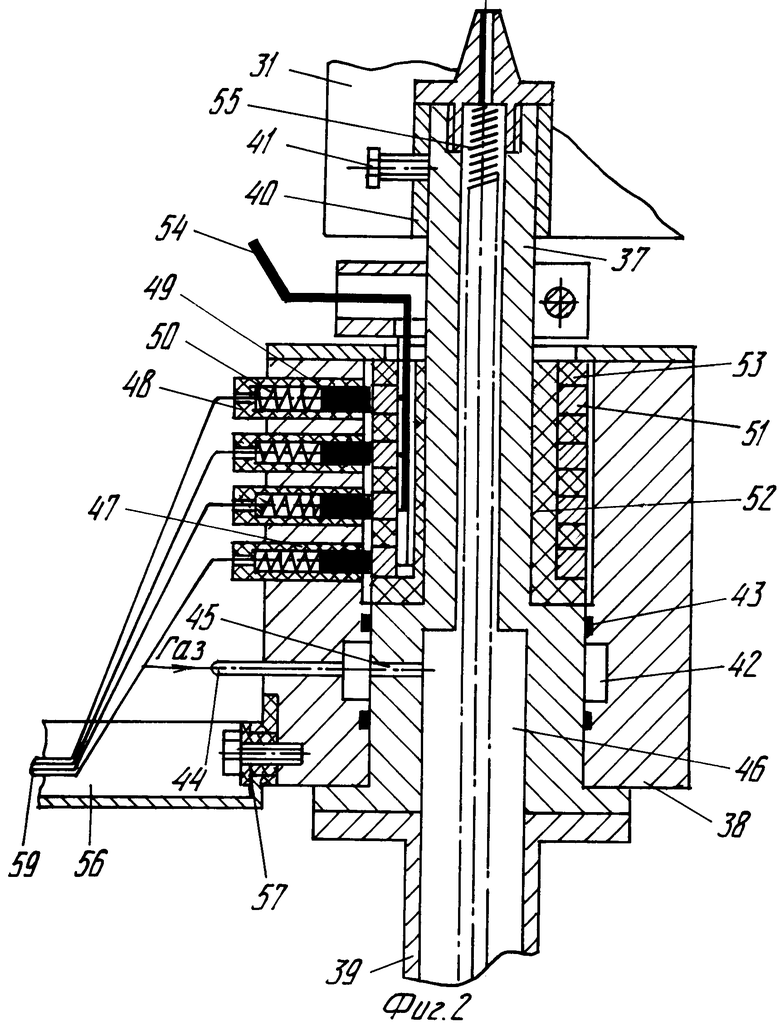
На фиг. 1 изображена установка; на фиг. 2 - сечение коммутационного узла.
Установка содержит станину 1, на которой закреплены стойка 2 и координатный крестовый стол 3 с приспособлением 4 для закрепления наплавляемого изделия 5. Крестовый стол 3 перемещает изделие 5 при настройке под наплавку в двух взаимно перпендикулярных горизонтальных направлениях с помощью винтовых передач 6 и 7, а также наклоняет изделие 5 в положение, удобное для наплавки с помощью наклонной плиты 8 и винтовой передачи 9. На стойке 2 закреплены направляющие 10, по которым возвратно-поступательно перемещается механизм вращения 11. В стойке 2 установлен в подшипниковых опорах 12 ходовой винт 13, связанный с электродвигателем 14 и находящийся в зацеплении с гайкой 15, закрепленной на корпусе механизма вращения 11.
Механизм вращения 11 состоит из пустотелого шпинделя 16, установленного в подшипниковых опорах 17, и связанного зубчатой передачей 18 и 19 с электродвигателем 20. Изменение частоты вращения шпинделя осуществляется электрическим регулированием.
На нижнем конце полого шпинделя 11 жестко закреплен план-суппорт 21, содержащий каретку 22, которая перемещается в направлениях возвратно-поступательно перпендикулярно оси вращения шпинделя 16. На каретке 22 закреплена рейка 23, находящаяся в зацеплении с блоком зубчатых колес 24, которые находятся в зацеплении в рейкой 25, закрепленной на валу 26 с винтом несамотормозящейся передачи винт-гайка качения, у которой гайка 27 закреплена в червячном колесе 28, находящемся в зацеплении с червяком 29, вращаемым электродвигателем 30. На каретке 22 план-суппорта 21 закреплен кронштейн 31 через прокладку (не показана) из электроизоляционного материала. На кронштейне 31 смонтированы подающий механизм 32 с приводом от электродвигателя 33 и бухта электродной проволоки 34. Соосно электродной проволоке 35 на кронштейне 31 установлен коммутационный узел 36, выполненный в виде полого вала 37 и наружной втулки 38. Наружная втулка 38 и полый вал 37 образуют контактную токосъемную пару для подвода сварочного тока к сварочной горелке 39. Полый вал 37 установлен в узле крепления 40 на кронштейне 31 с возможностью начального регулирования по углу поворота в зависимости от диаметра конкретного наплавляемого изделия. В требуемом положении полый вал 37 закрепляется винтом 41. На нижнем конце полого вала 37 закреплена сварочная горелка 39. В нижней части наружной втулки 38 выполнена кольцевая полость 42, ограниченная манжетами 43, которая с одной стороны сообщается с газоподводом 44, а с другой сообщается через радиальный канал 45 в валу 37 с его центральной полостью 46, которая сообщается со сварочной горелкой 39. В верхней части втулки 38 выполнены сквозные радиальные отверстия 47, в которых закреплены направляющие 48, изготовленные из электроизоляционного материала. В направляющих 48 установлены с возможностью продольного перемещения электроконтактные щетки 49, подпружиненные при помощи пружин 50 и находящиеся в контакте с токосъемными кольцами 51, закрепленными на полом валу 37 с помощью втулки 52 и шайб 53 из электроизоляционного материала. Токосъемные кольца 51 электрически соединены с гибкими проводниками 54, которые подключены к клеммам выводов обмоток электродвигателя 33 механизма подачи 32. Через центральную полость 46 вала 37 пропущен и закреплен гибкий канал 55, в котором осуществляется подача электродной проволоки 35 в зону наплавки. Наружная втулка 38 подключена к сварочному источнику питания и газовой аппаратуре.
Установка снабжена рычагом 56, который одним концом закреплен через прокладки 57 из электроизоляционного материала на наружной втулке 38 коммутационного узла 36, а другим концом установлен с возможностью продольного возвратно-поступательного перемещения на шарнирной опоре 58, смонтированной с возможностью поворота вокруг своей оси на механизме вращения 11. Рычаг 56 выполнен, например, в виде открытого лотка, канала или полого стержня, в котором установлен энергоподвод 59 электродвигателя 33 подающего механизма 32. Рычаг 56 может быть изготовлен из материала, экранирующего подшипниковые опоры 17 шпинделя 16 механизма вращения 11 от вредного воздействия электромагнитных полей, возникающих в сварочной цепи в процессе наплавки. Энергоподвод 59 выполнен в виде гибких электрических проводников и соединен с электроконтактными щетками 49 на втулке 38 коммутационного узла 36, образуя с подвижными контактами скольжения электрическую цепь питания и управления электродвигателем 33 подающего механизма 32.
Установка работает следующим образом.
Перед наплавкой производят настройку установки. В исходном состоянии механизм вращения 11 находится в верхнем положении. Наплавляемое изделие 5, например корпус трубопроводной арматуры, устанавливают и закрепляют на верхней плите 8 координатного стола 3. Для установки наплавляемой кольцевой уплотнительной поверхности А корпуса в горизонтальное положение наклоняют верхнюю плиту 8 маховиком вручную, вращая винтовую передачу 9. Винтовой передачей 6 перемещают изделие 5 в продольном, а передачей 7 - в поперечном направлениях и добиваются соосного расположения кольцевого уплотнительного пояска корпуса и шпинделя 16 механизма вращения 11. На нижнем конце полого вала 37 коммутационного узла 36 закрепляют сварочную горелку 39. В зависимости от конфигурации наплавляемого изделия наряду с прямыми закрепляют изогнутые горелки, у которых рабочая часть отогнута под углом 15-45o к оси участка крепления или имеет S-образную форму. Затем опускают сварочную горелку 39 в полость наплавляемого изделия. Для этого включают электродвигатель 14, начинает вращаться ходовой винт 13 и механизм вращения 11 перемещается вниз по направляющим 10. Вблизи наплавляемого уплотнительного пояска движение останавливается.
Грубую настройку установки на наплавку изделия заданного типоразмера осуществляют за счет поворота полого вала 37 вместе с изогнутой сварочной горелкой на конце вокруг своей оси в узле крепления 40 на кронштейне 31 и фиксации винтом 41 в нужном положении. Точную настройку сварочной горелки 39 на начальный радиус наплавки производят за счет включения электродвигателя 30 и перемещения каретки 22 план-суппорта 21 в радиальном направлении.
Для наплавки включают электродвигатель 20, приводящий в движение через зубчатые передачи 19 и 18 шпиндель 16. Включают газовую аппаратуру и защитный газ через газопровод 44, кольцевую полость 42 в нижней части втулки 38 коммутационного узла 36, радиальный канал 45 и центральный канал 46 его вала 37 поступает в сварочную горелку 39. Включают сварочный источник питания и блок питания и управления электродвигателем 33 подающего механизма 32. Энергопитание к обмоткам электродвигателя 33 поступает через энергоподвод 59, электроконтактные щетки 49, токосъемные кольца 51 коммутационного узла 36 и гибкие проводники 54. Электродвигатель 33 включается и подающий механизм начинает подавать электродную проволоку 35 в зону наплавки. Возбуждается электрическая дуга, сварочный ток к дуге от источника питания подводится через скользящий контакт наружной втулки 38 и полого вала 37 коммутационного узла 36.
С началом наплавки и вращения шпинделя 16 рычаг 56 отслеживает движение полого вала 37 коммутационного узла 36 по окружности, совершая продольные возвратно-поступательные перемещения на шарнирной опоре 58. Одновременно взаимодействуя с шарнирной опорой 58, рычаг 56 осуществляет поворот наружной втулки 38 коммутационного узла 36 относительно его вала 37 и тем самым определяет ее неизмененную ориентацию по отношению к шарнирной опоре 58. Тем самым исключается наматывание энергоподвода 59 на узлы установки при непрерывном вращении шпинделя 16.
После одного оборота шпинделя 16 и наплавки первого кольцевого шва включается электродвигатель 30. Вращение от вала электродвигателя 30 передается через червяк 29 на червячное колесо 28 и связанную с ним гайку качения 27. Вращаясь, гайка качения 27 передает движение рейке 26, от которой через блок зубчатых колес 24 перемещается рейка 23 и вместе с ней каретка 22 план-суппорта 21. Каретка 22 перемещается в радиальном направлении одновременно с вращением план-суппорта 21, обеспечивая тем самым наплавку плоской поверхности по спирали. В случае необходимости включается вертикальное перемещение механизма вращения 16 и одновременное участие сварочной горелки в двух поступательных движениях и одном вращательном позволяют осуществлять наплавку конической поверхности.
Конструкция установки для электродуговой наплавки позволяет производить механическую обработку после наплавки без переустановки изделия. Для этого зажимные элементы кронштейна открепляются и кронштейн с наплавочной головкой снимается с каретки план-суппорта. На его место устанавливается и закрепляется резцовая головка. Включается вращение шпинделя и механизм вращения опускания до касания резцом наплавленного металла. Включается перемещение каретки и производится черновая, а затем чистовая обточка наплавленного уплотнительного пояска. В случае необходимости после механической обработки производят повторную наплавку дефектных участков.
Таким образом, предлагаемая установка позволяет исключить при наплавке наматывание энергоподвода на движущиеся узлы, а участие сварочной горелки одновременно в двух поступательных и одном вращательном движениях обеспечивает возможность непрерывной наплавки по спирали цилиндрических, конических и плоских наружных и внутренних поверхностей невращающихся габаритных и массивных изделий, что существенно расширяет ее технологические возможности.
Источники информации
1. Васильев Н. Г. и др. Установка для автоматической наплавки опорных поясков блока цилиндров дизельного двигателя.//Сварочное производство, 1988, N 5, с. 21-22.
2. Лопаткин А.И. и Овчинников В.В. Применение автоматической аргонодуговой сварки крупногабаритных конструкций из высокопрочных сталей и алюминиевых сплавов на станках с ЧПУ.//Сварочное производство, 1994, N 10, с. 24-25.
3. Бычков Г. В. и Ковалев В.А. Установка для наплавки в CO2 внутренних цилиндрических поверхностей крупногабаритных деталей.//Сварочное производство, 1974, N 8, с. 47-48.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ПОДАЧИ СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2422256C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2000 |
|
RU2163526C1 |
Установка для сварки и наплавки невращающихся габаритных и массивных изделий может найти применение в различных отраслях машиностроения при сварке и наплавке различных изделий. На станине 1 закреплено приспособление 4 для закрепления изделия 5 и стойка. На механизме вращения 11 закреплен кронштейн 31 с подающим механизмом 32 с электродвигателем, энергоподводом, бухтой электродной проволоки. Коммутационный узел 36 выполнен в виде полого вала и наружной втулки. Рычаг 56 одним концом электроизолированно закреплен на наружной втулке, другим установлен с возможностью продольного возвратно-поступательного перемещения на шарнирной опоре 58, закрепленной на механизме вращения 11. На рычаге 56 установлен энергоподвод, электрически соединенный с подпружиненными электроконтактными щетками. Токосъемные кольца электроизолированно закреплены на полом валу и электрически соединены с электродвигателем подающего механизма 11. Полый вал установлен на кронштейне 30 с возможностью поворота и закрепления в заданном положении. Установка позволяет исключить при наплавке наматывание энергопровода на движущиеся узлы и обеспечивает возможность непрерывной наплавки по спирали цилиндрических, конических и плоских наружных и внутренних поверхностей в неповоротном положении. 2 ил.
Установка для электродуговой наплавки невращающихся изделий, состоящая из станины с приспособлением для закрепления изделия, стойки, механизма вращения с план-суппортом, на котором закреплен кронштейн с подающим механизмом с электродвигателем, энергоподводом, бухтой электродной проволоки, коммутационным узлом, выполненным в виде полого вала с наружной втулкой, отличающаяся тем, что она снабжена рычагом, один конец которого электроизолированно закреплен на наружной втулке, другой конец установлен с возможностью продольного возвратно-поступательного перемещения на шарнирной опоре, закрепленной на механизме вращения, а на рычаге установлен энергоподвод, электрически соединенный с подпружиненными электроконтактными щетками, установленными электроизолированно в радиальных отверстиях наружной втулки в контакте с токосъемными кольцами, электроизолированно закрепленными на полом валу и электрически соединенными с электродвигателем подающего механизма, а полый вал установлен на кронштейне с возможностью поворота и закрепления в заданном положении.
