На известных станках для обтяжки шляпок чесальных машин, включающих укрепленные на станине тиски для шляпок, ходовой кинт и перел1ещаемую по нему каретку, несуш;ую обкатывающие ролики, передвижение каретки производится вручную, а зажим шляпок в тисках осуществляется в трех точках винтами также вручную, что связано с большой затратой времени и снижает производительность трзда.
Кроме того, на этих станках отсутствует приспособление для снятия отработанных игольчатых шляпочных пластин с чугунных колоснике;.
Настоящее изобретение, с целью увеличения производительности труда, устраняет отмеченные недостатки.
Описываемый станок для обтяжки шляпок чесальных машин снабжен приводом для возвратно-поступательного движения ка :1етки, моити1)ОБанным иа каретке коленообразным }шжом для снятия отработанных игольчатых шляпочных пластин, поперечно расположенными в тисках болтами с надетыми иа них ци.:1И11дрическими пружинами, зажимающими ,0 щечки тисков, и упорным болтом, уста}1овленным на конце тисков для предохранения шляпки or продольного сдвига.
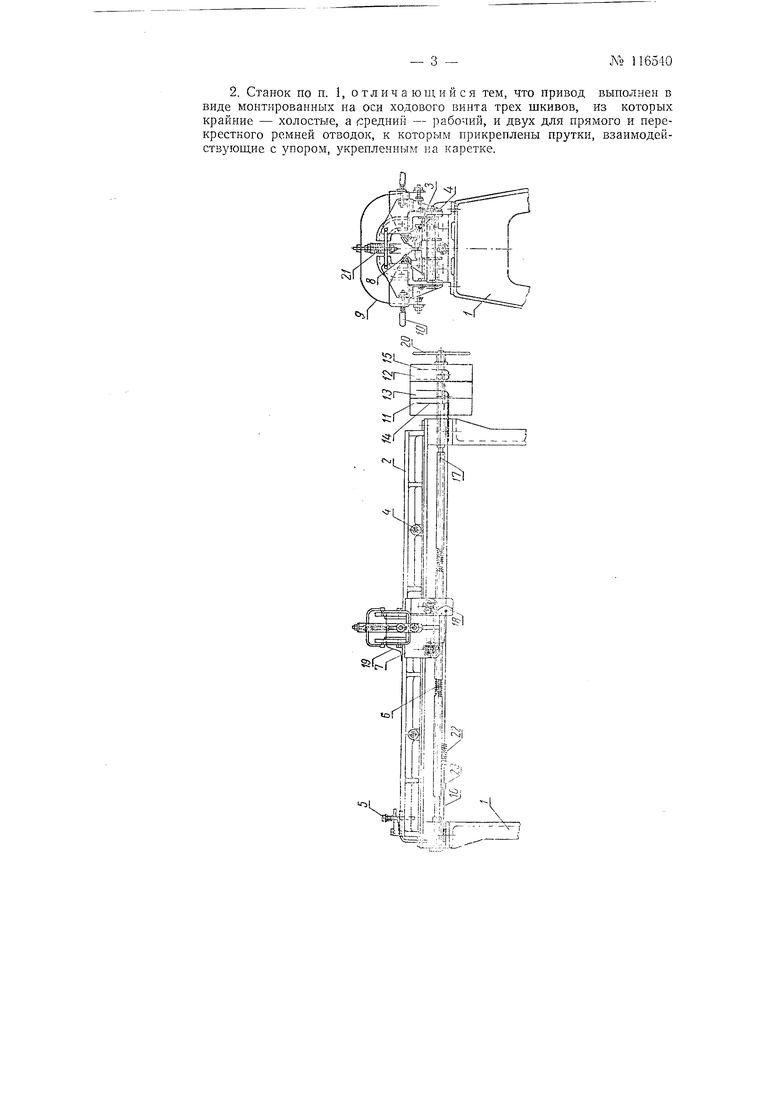
Привод стайка выполнен в виде монтированных на оси ходового винта трех )пкивов, из которых V-pafiKne - хоочостые, а средний - рабочий, и отводо;-; для прямого н перекрестного ремне; ; к отводкам прикреплены прутки, взаимодействующие с упором, укреи.чеиаым иа кареткеНа чертеже изображен станок для обтяжки шляиок чесальных маUHii; в двух проекциях.
На станине / станка укреплены тиски 2, имечки 3 которых зажимаются с боков пружинами- 4, иадетыми на поперечно располо кеиные в тисках болты, и упорный болт 5, устаиовлеииый иа конце тисков 2 для предохранения И1ляпки от продольного сдвига.
№ 116540- 2 -По монтироваикому на |Станиле 1 станка ходовому винту 6 перемещается каретка 7, ыесзщая обкатывающие ролики 8, которыми производится забортовка клипсов шляпочных пластин па чугзнном колоснике шляпки.
Установка роликов 8 в рабочее положение производится при помощи напраВоВдющей дуги 9 с прорезью и рукояток 10.
Для сообщения каретке 7 возвратпо-ноступательпого движения станок .снабжен приводом, выполненным в виде монтированных на оси ходового вннта 6 трех шкивов, нз которых крайние шкивы 11 н 12 - холостые, а средний шкив 13 - рабочий, и двух отводок 14 и 15 для прямого и перекрестного ремней. К отводкам 14 и 15 прикреплены прутки 16 и 17 взаимодейств)ющие при крайних положениях каретки 7 с упором 18, укрепленным па нижней части каретки 7, в результате чего ремекь с рабочего шкива 13 нереходит на один из холостых шкивов 11 или 12, и каретка 7 останавливается.
Кроме того, на каретке 7 монтирован коленообразный нож 19 для снятня обработанных игольчатых шляпочных пластин с чугунных колосников.
Обтяжка Н1ЛЯПОК на станке производится следующим образом.
Когда каретка 7 находится со стороны привода станка в своем крайнем правом положении, в тиски 2 закладывают чугунный колосник шлянки Г- надетой на него заклипсованной шляпочной нластнной до упора в болт 5, который устанавливается в зависимости от длины шляпки. Под действием пружин 4 щечки 3 тисков зажимают нглянку. Затем при помощи маховичка 20 кареткз подводят вручную к правому концу шляпки, после чего поднимают рукоятки 10 по прорезн нанравляюшей дуги 9, и ролики 8 под действием нажимной 21 опускаются на клипсы шляпки и подгибают их па чугунный колосник шляпки. После этого ремень переводят на рабочий шкив 13, и каретка 7, передвигаясь вдоль станка, обтягивает п лянку. Каретка 7 при подходе в крайнее левое положение своим ynopo.vi 18 нажимает па пружину 22 и унорпое кольцо 23. закрепленное на прутке 16, в рез}/льтате чего связанная с прутком 16 отводка 14 переводит ремень с рабочего шкива 13 на холостой шкив 11 и каретка 7 останавливается.
Для пуска ка)етки 7 в обратном направлении отводкой 15 переводят перекрестный ремень с холостого шкива 12 на рабочий 13, и каретка 7 возвращается в вое крайнее правое положение. Когда упор 18 каретки 7 упрется в пруток 17, ремень с рабочего шкива 13 перейдет па холостой шкив 12 и каретка 7 остановится, после чего в тиски закладывается новая нтлянка, и нроцесс повторяется.
Снятие отработанных шляпочных плаг:тин с чугунных колосников производится при движении каретки 7 коленообразным ножом 19, монтированным на каретке 7.
Предмет изобретения
1. Станок для обтяжкп шляпок чесальных , включаю1ций укрепленные на станине тиски, ходовой винт п неремещаемую но нему каретку, песзщую обкатывающие ролики, отлнчающпйся тем, что, с целью увеличения производительности труда, он снабжен приводом для возвратно-поступательного движения каретки, монтированным на каретке коленообразным ножом для снятия отработанных игольчатых п.:.:;яночных пластин, поперечно расположенными в тисках болтами с надетыми на них цилиндрнчес сими пружинами, зажимающими с боков щечки тисков, и упорным болтом, установленным на конце тисков для предохранения шляпки от продольного сдвига
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для точки шляпок чесальных машин | 1960 |
|
SU138845A1 |
| СТАНОК ДЛЯ СМЕНЫ ГАРНИТУРЫ НА ШЛЯПКАХ ЧЕСАЛЬНОЙ МАШИНЫ | 1972 |
|
SU350879A1 |
| Станок для чистки шляпок чесальных машин | 1960 |
|
SU134599A1 |
| Станок для точки шляпок чесальных машин | 1948 |
|
SU80996A1 |
| Станок для обтяжки шляпок чесальных машин | 1973 |
|
SU459538A1 |
| Станок для обтягивания гарнитурой колосников шляпок чесальных машин | 1981 |
|
SU1015006A1 |
| Станок для отяжки чесальных машин | 1931 |
|
SU29124A1 |
| Устройство для снятия гарнитуры со шляпок чесальных машин | 1989 |
|
SU1656017A1 |
| Станок для обтягивания гарнитурой колосников шляпок чесальной машины | 1990 |
|
SU1745782A2 |
| ЧЕСАЛЬНАЯ МАШИНА-еоЕСОЮзнляядтЕйТНО-тапн':сийД^БИБЛИОТЕКА | 1972 |
|
SU331130A1 |