Для изготовления литейных форм пескодувным способом применяют установки, содержащие пульсирующий конвейер, обдувочное устройство, сблокированные пескодувные мащины, устройство для закрытия форм по копиру, камеру охлаждения и вибраторы для выбивки земли из опок.
Предлагаемая установка более совершенна по сравнению с известными аналогичными установками, так как она автоматизирует процесс закрытия форм и исключает надобность в накрытии их грузами. Это достигается тем, что опоки с одной сторопь; снабжены боковыми проушинами, а с другой-роликом, заходящим при перемещении опок под копир и запирающим обе опоки при заливке.
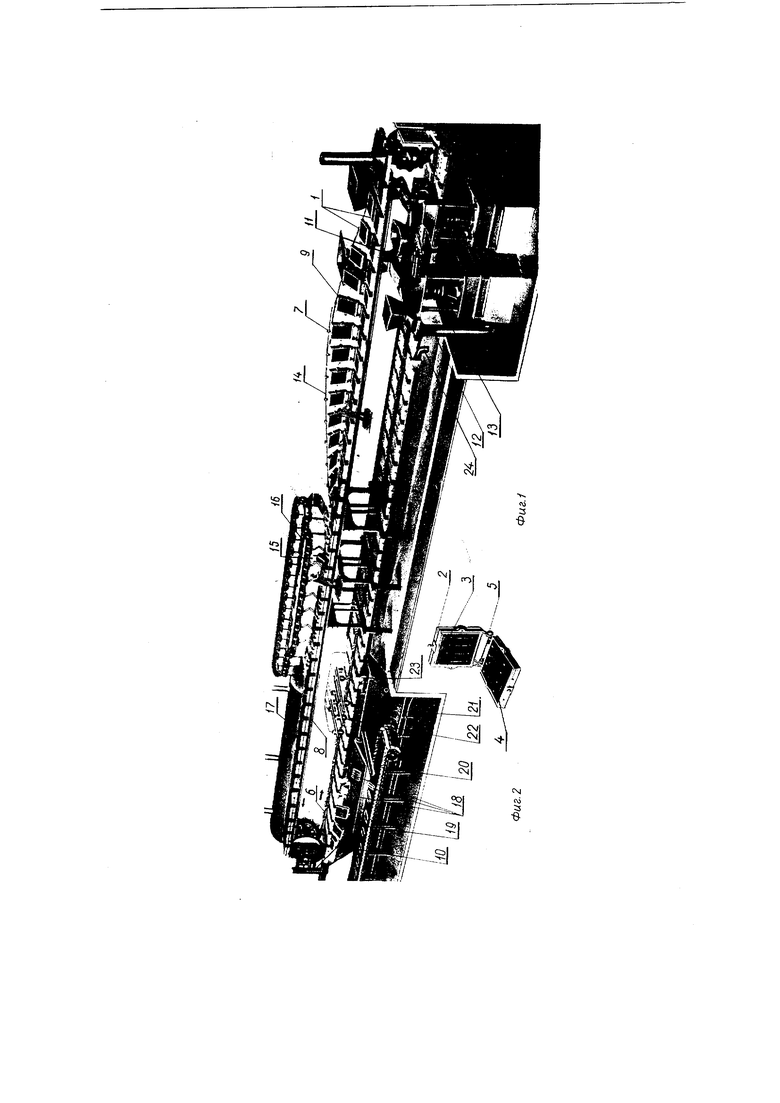
На фиг. 1 изображена схема предлагаемой установки; на фиг. 2 - опока.
Установка представляет собой вертикально замкнутый конвейер, на котором закреплен ряд форм /. В каждой форме /, выполненной в виде двух опок 2, установлены сменные верхние 3 и нижние 4 полуформы, соединенные между собой шарнирами 5- Шарниры опок снабжены боковыми проушинами, которыми они прикрепляются к пластинкам тяговой цепи 6, и роликами 7, опирающимися на рельсы 8 и копиры 9vilO.
Конвейеру сообщается пульсирующее движение для перемещения форм с одной операции на другую. Во время остановок конвейера выполняются все операции по изготовлению отливок. Привод конвейера осуществляется гидравлическим цилиндром 11, на корпусе которого закреплен кулак, захватывающий при рабочем ходе тяговую цепь конвейера. Конвейер, по длине разбит на одиннадцать зон, на которых, соответственно, выполняются операции технологического процесса наполнения и сборки формы, заливки ее металлом, выбивки и возврата очищенных и охлажденных полуформ.
В первой зоне устройством 12 автоматически производится обдувка онок и отсос пыли.
Л 119318- 2 -
Во второй зоне конвейер проходит через две спаренные пескодувнопрессовые машины 13, включающиеся автоматически при остановке конвейера. На этих машинах осуществляются наполнение опок формовочной смесью, подпрессовка полуформ и отделение от них моделей.
В третьей зоне из полуформ отсасываются случайно попавщие песчинки.
В четвертой зоне производится установка стержней и жеребеек (в случае отливки пустотелых деталей) и сборка форм. При этом верхняя полуформа во время движения ролика 7 по копирам 9 н 14 nocTg; пенно поворачивается вокруг оси щарнира 5 и вначале раскрывается для установки стержней и жеребеек, а затем плотно закрывается.
В пятой зоне смонтирован подвесной конвейер 15, устанавливающий литниковые скобы 16; этот конвейер работает синхронно с основным литейным конвейером.
В шестой зоне формы заливаются жидким металлом; заливка производится во время стоянки конвейера.
В седьмой зоне происходит кристаллизация отливок. Этот участок конвейера закрыт вытяжным кожухом 17, при помощи которого удаляются газы, выделяющиеся из форм после заливки их металлом.
Далее формы переходят на нижнюю ветвь конвейера и лопадают в восьмую зону- При этом ролик опоки верхней полуформы следует по копиру 10 и поворачивает опоку на 180°. Во время поворота верхней полуформы ударом щтока пневматического толкателя (на чертеже не показан) из нее выталкиваются отливки 18 и литники, которые вместе с горелой формовочной смесью попадают на механическую выбивную рещетку 19. Отливки и литники сползают с решетки 19 на пластинчатый конвейер 20, а формовочная смесь просыпается через рещетку и попадает на ленточный конвейер 21, уносящий ее в смесеприготовительное отделение.
В девятой зоне установлены вибраторы 22, под воздействием которых отделяется от опок оставшаяся после выбивки формовочная смесь. Если отдельные отливки, вследствие сцепления с формой, не выпадут в восьмой зоне литейного конвейера, то они удаляются в этой зоне под действием вибраторов.
В десятой зоне опоки очищаются от оставщейся в них формовочной смеси металлическими вращающимися щетками 23.
В одиннадцатой зоне опоки проходят через охладительную камеру, соединенную с вытяжной вентиляционной магистралью 24.
Предмет изобретения
Автоматическая установка для изготовления литейных форм пескодувным способом с применением пульсирующего конвейера, обдувочного устройства, двух сблокированных пескодувных мащин, устройства для закрытия форм по копиру, камеры охлаждения и вибраторов для выбивки земли из опок, отличающаяся тем, что, с целью автоматизации закрытия форм, опоки с одной стороны снабжены боковыми проущинами, а с другой - роликом, заходящим при перемещении опоки под копир и запирающим обе опоки при заливке.
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Л. М. СтрувеГр. 144
Информационно-издательский отдел. Подп. к печ. 5.V-59 п Объем 0,34 п. л.Зак. 2883Тираж 920Цена 50 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |