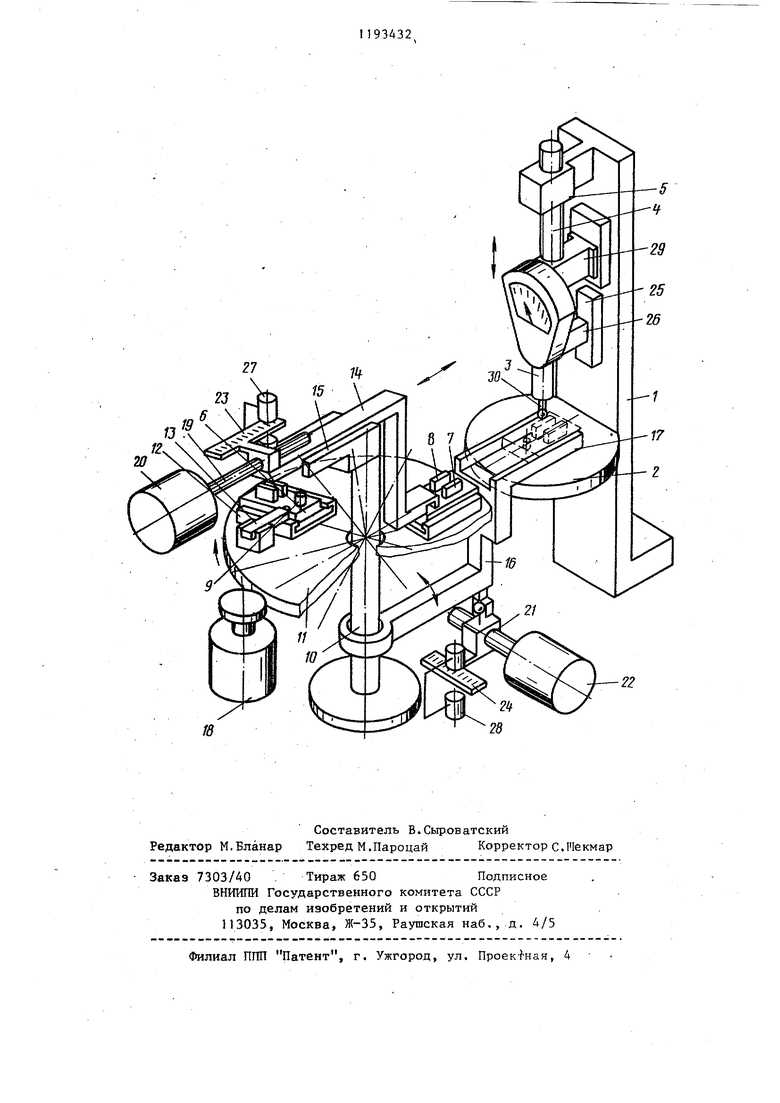
Йаобретение относится к измерительной технике, а именно для автома тизированной поверки концевых мер длины 3-5 разрядов. Цель изобретения - повьапение точности и производительности поверки. На чертеже .изображено устройство общий вид. Устройство для поверки концевых мер длины содержит измерительную .стойку 1 с измерительным столом 2 и измерительным преобразователем 3, установленным с возможностью перемещения вдоль измерительной стойки с помощью винтового механизма 4 и привода 5, кассеты 6 каждая с двумя сквозными отверстиями для размещения в 1ПГХ пары концевых мер длины о5раз7.овой 7 II повер5шмой 8 мер, причем в разных кассетах размещены концевые м,еры длины разных номинальных размеров, а для перемещения кассет с концевыми мерами имеется палец 9. Устройство также содержит узел транспортирования и перестановки кассет с концевыми мерами на измерительном столе в заданные точки измерения и узел управления. Узел транспортирования и перестановки кассет содержит установленный на вертикальной оси 10 диск с равнорасположенными на нем по внешнему диаметру окружности гнездами 12, в которых .размещены кассеты 6 с концевыкп мерами 7 и 8 с возможностью перемещения в радиальном направлении и удерживаемые фиксаторами 13,. радиальны.й толкатель 14 кассет, размещенный в направляющих 15, жестко закрепленных на оси 10, транспортирующий диск 11, поворотную вилку 16 также установленную на оси 10, с двумя боковинами I7, расположенными над поверхностью измерительногостола 2, и расстояние между которыми равно ширине кассеты 6. Лдш поворота диска 11 на угол, равный шагу между гнездами 12 с кассетами б, имеется шаговьш электродвигатель 18, для возвратно-поступательного перемещения толкателя 14 в pa vIaлыIoм направлении относительно транспортирующего диска 1 предусмотрены винтовой механизм 19 с приводом 20, а для поворота вш1ки 16 на оси 10 имеется винтовой механизм 21 с приводом 22. 22 Дпя радиального позиционирования толкателя 14 и углового позиционирования вилки 16 имеются соответственно оптические линейки 23 и 24, а для позиционирования измерительного преобразователя 3 имеется индуктосин 25 с датчиком 26. Оптргческая линейка 23 снабжена двумя датчиками 27, а оптическая линейка 24 - двумя датчиками 28. На измерительной стойке 1 установлен магнитный прижим 29 для фиксации преобразователя 3 при измерении. Установка снабжена узлом управления, например ЭВМ Электроника (не показан), к измерительным входам которого подключены датчики 27 положения толкателя 14, датчики 28 положения поворотной вилки 16, датчик 26 положения измерительного преобразо- . вателя 3 и система измерения преобразователя 3, а к исполнительным входам подключены щаговый электродвигатель 18, приводы 20 и 22, а также магнитный арретир (не показан), размещенный в корпусе преобразователя 3. Выход узла управления подключен к цифропечатающему блоку (не показан) . Измерительный преобразователь 3 имеет нагсоиечник 30. Устройство работает следующим образом. Концевые меры длины - образцовая 7 и поверяемая 8 устанавливают в кассеты 6, размещенные в гнездах 12 на транспортирующем диске 11, начиная с малых номинальных размеров до больШ1-ГХ, и выдерхсиваются нормированное время. Затем включают узел управления, и приводится в дв11жение привод 5, который с помощью винтового механизма устанавливает измерительный преобразователь 3 на высоту поверяемой 8 и .образцовой 7 мер, после чего магнитный прижим 29 жестко фиксирует преобразователь 3 относительно измерительной стойки 1. Затем по команде узла управления включается привод 20, который приводит в движение винтовой механизм 19 и от него толкатель 14, который по направляющим 15 перемещает кассету 6 на измерительный стол 2, причем меры.7 и 8 в кассете 6 сначала скользят по рабочей поверхности гнезда 12, а затем по рабочей поверхности измерительного стола 2, занимая положение, опредеяемое боковинами 17 поворотнойвилки 16 3 Толкатель 14 и поворотная вилка 1 по команде узла управления перемещают на измерительном столе 2 кассету 6 с мерами до такого положения, когда центр образцовой меры 7 совмещается с осью измерительного наконеч ника преобразователя 3. Позициониро вание и контролирование центра обра цовой меры 7 производится с помощью оптических линеек 23 и 24 и датчиков 27 и 28, сигналы от которых поступают в узел управления и с помощью обратной связи приводят в движение приводы 22 и 20. По команде у ла управления измерительный преобразователь 3 автоматически опускает измерительньм наконечник 30 на центр образцовой меры 7 и производит измерение длины этой меры, результаты измерения передаются в блок памяти узла управления, после чего арретир поднимает наконечник преобразователя 3. Затем подается новая команда, приводятся в движение приводы 22 и 20, толкатель 14 и поворотная вилка 16 перемещают кассету 6 и устанавливают центр поверяемой меры 8 под наконечник 30 преобразователя 3. Позиционирование и контролирование центра поверяемой меры 8 также производится с помощью оптических линеек 23 и 24 и датчиков 27 и 28, после чего наконечник преобразователя 3 опускается на центр поверяемой меры 8, производится измерение . ее длины и передача результатов измерения в блок памяти узла управления. Подобным образом поверяемая мера 8 перемещается так, что четыре нормированные краевые точки совпадают с осью наконечника 30 преобразователя 3 и производится измерение меры в этих точках. После этого снова происходит перемещение поверяемой меры 8 На центр и измерение ее длиHbi, а затем на этот же центр возвращается образцовая мера 7 и производится измерение длины в центре меры 7. Все перемещения кассеты 6 с мера ми 7 и 8 осуществляются по сигналам 24 узла управления,а в каждой точке производится тройное измерение, и после этого в узле управления производится сравнение длины образцовой 7 и поверяемой 8 мер, определяется срединная длина, отклонение от плоскопараллельности и от номинального значения длины, я результаты поступают на цифропечатакзщий 6jioK. Далее по командам узла управления кассета 6 с поверенными 7 и 8 мерами сначала занимает начальное положение на измерительном столе 2, а потом возвращается с помощью толкателя 14 в первоначальное положение на диске 11, и фиксатор 13 фиксирует ее в гнезде 12. По команде узла управления включается щаговый двигатель 18, который поворачивает диск П на угол, равньй шагу между кассетами 6, при этом последняя с новой парой мер с помощью пальца 9 входит в зацепление с толкателем 14 по кольцевому паэу. Поверенная пара мер вынимается из кассеты 6 вручную оператором и на освободившееся место в кассете укладывается новая пара мер. Далее по команде узла управления вновь приводится в движение привод 5 и работа установки происходит в той же последовательности. Минимальное количество кассет 6 на транспортирующем диске 11 выбирают в зависимости от нормированного времени вьщержки концевых мер перед поверкой и времени измерения одного комплекта мер - образцовой и поверяемой в кассете 6 по следующей зависимостиколичество кассет н где транспортирующем диске, нормированное время выдержки концевых мер длины; время измере1шя образцовой и поверяемой мер
| название | год | авторы | номер документа |
|---|---|---|---|
| Компаратор для поверки плоскопараллельных концевых мер длины | 2021 |
|
RU2767709C1 |
| Прибор для поверки концевых мер длины | 1988 |
|
SU1538016A1 |
| Прибор для поверки концевых плоскопараллельных мер длины | 1987 |
|
SU1441156A1 |
| Устройство для проверки механических стрелочных приборов с круговой шкалой | 1987 |
|
SU1502962A1 |
| Способ поверки стрелочных измерительных приборов с круговой шкалой и устройство для его осуществления | 1986 |
|
SU1515051A1 |
| Стенд для поверки приборов активного контроля | 1973 |
|
SU448943A1 |
| Устройство для поверки преобразователей линейных перемещений | 1989 |
|
SU1684589A1 |
| Устройство для автоматической поверки стрелочных приборов | 1991 |
|
SU1800262A1 |
| Устройство для поверки стрелочных приборов с круговой шкалой | 1983 |
|
SU1174740A1 |
| Стенд для поверки приборов активного контроля | 1978 |
|
SU743852A1 |
УСТРОЙСТВО ДЛЯ ПОВЕРКИ КОНЦЕВЫХ МЕР ДЛИНЫ, содержащее измерительную стойку с измерительным столом, измерительный преобразовательi установленный с возможностью перемещения вдоль измерительной стойки, кассеты с двумя сквозными отверстиями для размещения концевых мер - образцовой и поверяемой, узел транспортирования и перестановки кассет с концевыми мерами на измерительном столе, узел управления, от л и чающееся тем, что, с целью повышения точности и производительности поверки, оно снабжено пальцами, установленными на кассетах, узел транспортирования и перестановки кайсет выполнен в виде диска с равнорасположенньми на его окружности гнездами, установленного с возможностью поворота относительно оси, перпендикулярной измерительному столу, разме- . щенных на оси радиального толкателя с дуговым пазом для взаимодействия с пальцем на кассете и поворотной вилки, ширина вилки равна ширине кассеты с концевыми мерами, кассеты установлены в гнездах диска с возможнос SS стью возвратно-поступательного перемещения в радиальном направлении, а со количество кассет N на транспортирующем диске выбрано из соотношения с te N «эм где tg - нормированное время вьвдержки концевой меры перед посе веркой; 00 время измерения концевой ме4; ры при поверке. 00 ю
| Приборы для техники измерения линейных величин | |||
| Каталог фирмы Теза, Швейцария, 1980 с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
