1
Изобретение ОТЕЮСИТСЯ к промьшлениости строительства и стройматерисчлов, к устройствам для транспортирования стеклоизделий от стеклоформующей машины к печи для их отжига.
Цель изобретения - автоматизация ручного труда на перестановке стеклоизделий.
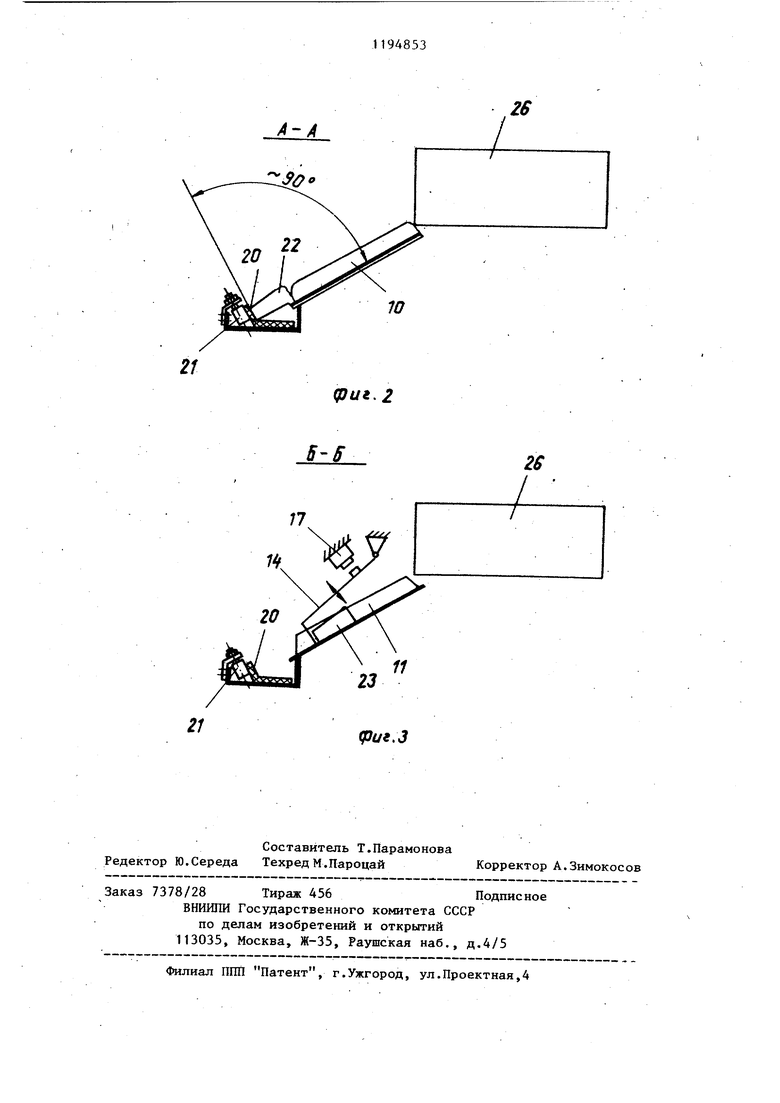
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - разрез А-А на фиг о 1; -на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для передачи стеклоизделий состоит из продольного конвейера 1, поперечного конвейера 2, механизма 3 сталкивания изделий с поперечного конвейера, механизма задержки, переставителя 5, фотоэлементов 6 и 7, снижателя 8 и печи
9отжига.
Устройство дополнительно оборуiдуется механизмом рассредоточения, состоящего из лотков 1U-13, заслонок 14-16 и приводов 17-19. Примером конкретного выполнения заслонок могут быть качающиеся рычаги, а в качестве приводов могут служить электромагниты или пневмоцилиндры с электромагнитными воздухораспределителями,
В месте перехода изделий с лотко 10-13 на ленту 20 продольного конвейера 1, часть ленты 20 при помощи .двух роликов 21 наклонена так, что угол меткдУ плоскостью ленты и опорной поверхностью лотков примерно равен (фиг. 2). Это обеспечивает надежную ориентацию изделий донышко вперед на конвейер 1, необходимую для установки изделий на донышко на поперечном конвейере 2.
Устройство работает следующим образом.
Партия стеклоизделий, например стаканы 22-25 от стеклоформующей машины 26 поступает на лотки 10-13. Первый из партии стакан 22 по лотку
10соскальзывает без задержки на ленту 20 конвейера 1 и касается своим доньшком плоскости наклоненного
94853 I
участка ленты (фиг. 2), а движущаяся лента увлекает его доньш1ком вперед. Так осуществляется ориентация стаканов на конвейере 1. Остальные
5 стака ы (23,24 и 25), поступившие на лотки 11-13, задерживаются заслонками 14-16 (фиг. 3). Через заданные промежутки времени tj, t, tg электронная схема поочередно включает приводы 17-19, которые поднимают соответственно заслонки 14-16, освобождая задержанные стаканы 23-25. Стаканы 23-25 поочередно соскальзывают на ленту 20 конвейера 1, а затем ориент 1руются и перемещаются лентой к конвейеру 2. Так как за время задержки 1саждого из стаканов предыдущий стакан перемещается лентой 20 на определенное расстояние,
20 которое зависит от скорости ленты и времени задержки, то после поступления стаканов, на конвейер 1 они ока зываются рассредоточенными на определенные расстояния друг от друга.
После освобождения последнего из партии стакана 25 электронная схема отключает приводы 17-19, заслонки 14-16 опускаются и устройство готово
30 к приему следующей партии стаканов. Надежное соскальзывание стаканов по лоткам на конвейер Т обеспечивается наклоном лотков (угол наклона лотков больше угла трения скольжения для
35 стаканов в горячем состоянии).
Сориентированные и рассредоточенные стаканы на конвейере 1 в дальнейшем проходят через зону расположения фотоэлементов 6 и 7, которые следят
40 при помощи механизма 4 задержки и переставителя 3 корректируют расстояния между стаканами. Затем стаканы чере:з снижатель 8 переходят на поперечный конвейер 2, занимая вертикаль45 н0е положение донышком вниз, и механизмом 3 сталкивания заталкиваются в печь 9 отжига (путь стаканов на чер7 теже показан стрелками), т.е. после ориентации и рассредоточения стаканов предлагаемое устройство работает также, как и известное.
(pui.2
10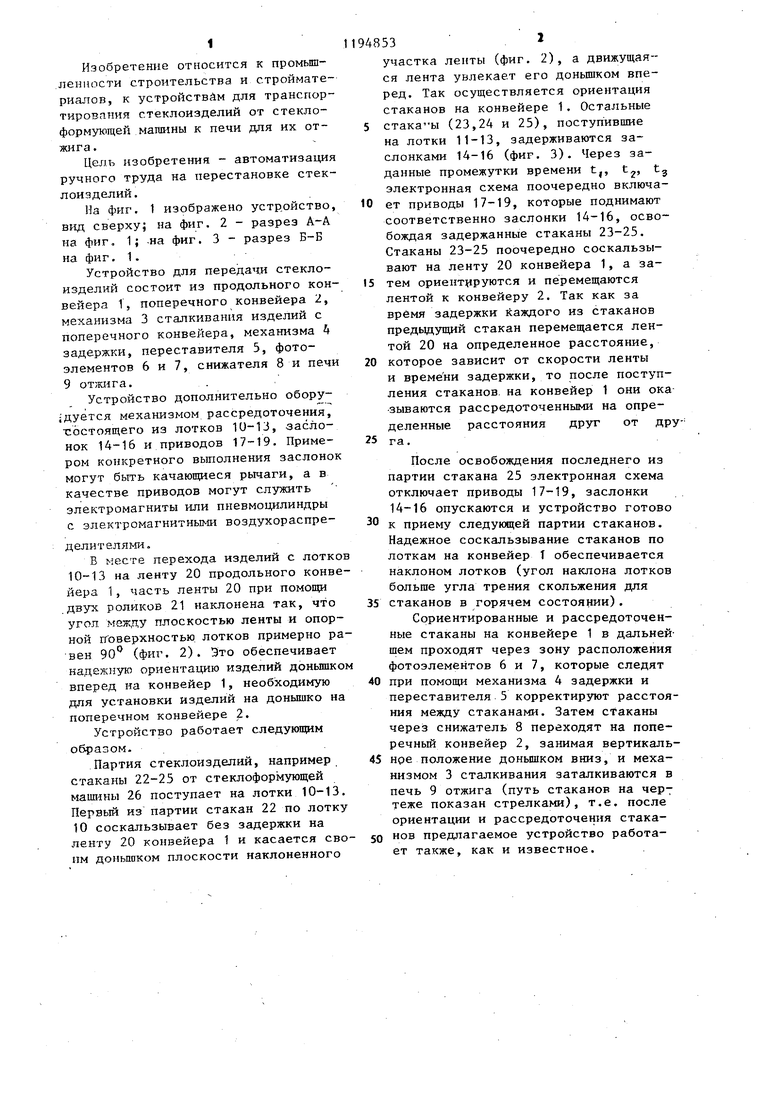
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи стеклоизделий | 1981 |
|
SU986880A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024443C1 |
| Установка для сортировки от боя стеклоизделий | 1980 |
|
SU927766A1 |
| Устройство для передачи стеклоизделий | 1981 |
|
SU1000428A1 |
| Переставитель стеклоизделий | 1957 |
|
SU114492A1 |
| Переставитель стеклоизделий | 1991 |
|
SU1773885A1 |
| Переставитель стеклоизделий | 1960 |
|
SU139782A1 |
| Устройство для передачи полых стеклоизделий в печь обжига | 1990 |
|
SU1747403A1 |
| Переставитель стеклоизделий | 1956 |
|
SU109898A1 |
| Линия для обработки стеклоизделий | 1985 |
|
SU1342884A1 |
1. УСТРОЙСТВО ДЛЯ ПЕРЕДАЧ СТЕКЛОИЗДЕЛИЙ по авт. св. № 986880 отличающееся тем, что, с целью автоматизации ручного труд на перестановку стеклоизделий, оно снабжено расположенным между продольным конвейером и стеклоформующей машиной механизмом рассредоточения изделий, выполненным в виде наклонных лотков и заслонок с приводами, причем угол наклона лотков больше угла трения скольжения стеклоизделий. 2. Устройство по П.1, отличающееся тем, что, с целью надежной ориентации изделий донышком вперед на продольном конвейере, сопряжение ленты продольного конвейера и опорной поверхности лотков выполнено под прямым углом.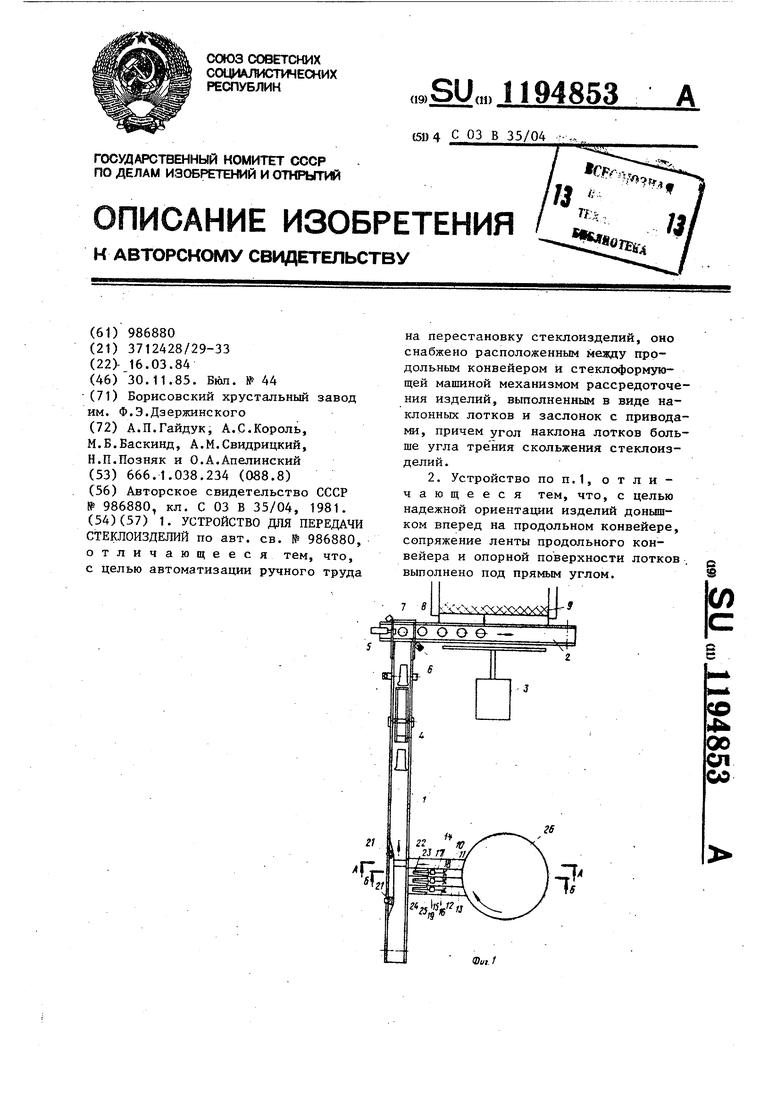
Ь-5
77
26
| Устройство для передачи стеклоизделий | 1981 |
|
SU986880A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
