(54). УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СТЕКЛОИЗДЕЛИЙ
1
Изобретение относится к устройствам для транспортирования стеклоизделий от формующей машины к печи для их отжига.
Известны переставители стеклоизделий со стола стеклоформующей машины на транспортерную .сетку печи для отжига. Такие переставители имеют продольный конвейер, поворотный круг, поперечный конвейер и механизм переталкиваний изделий с поперечного конвейера на транспортерную сетку печи для отжига С 11.
Этот переставитель имеет сложный Еялчажный механизм для установки на поперечный конвейер в ряд и сложную систему синхронизации, из-за чего работает недостаточно надежно. Кроме того, применение поворотного металлического круга для перемещения изделий с продольного конвейера на поперечный конвейер связано с дополнительными энергозатратами, так как круг надо подогревать, чтобы изделия не растрескивались при контакте .с Н1Ш. Круг должен быть тонким (не более 2 мм), а это возможно только, если он изготовлен из металла.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для передачи стеклоизделий, содержащее продольный и .поперечный конвейеры с несущими полотнами, установленный между ними снижатель и механизм сталкивания изделий
Однако диапазон применения таких установок ограничен из-за транспортирования только флаконов малых размеров, причем транспортировка и ориентация их происходит только в холодном состоянии, а не во время выработки (иначе произошло бы их слипание). Такие установки невозмож15 но применять для транспортировки стеклоизделий типа стаканов из-за их хрупкости.
, Целью изобретения является повышение надежности работы устройства
20 и уменьшение брака изделий, поступающих непосредственно со стеклоформующей машины.
Цель достигается тем, что устройство для передачи стеклоизделий, со25 держгицее продольный и поперечный конвейеры с несущими полотнами, расположенными на разном уровне, установленный между ними снижатель и механизм сталкивания изделий, снабжено механизмом задержки изделий и под30
талкивателем, установленными на продольном конвейере, и фотоэлементами, расположенными друг от друга на расстоянии, равном
А-..
где d - диаметр изделий;
1 - зазор между изделиямиI
V. - скорость поперечного конвейера, м/с,
V - скорость продольного конвейера, м/с ;
причем механизм задержки связан с одним фотоэлементом, а подталкивательсо всеми фотоэлементами.
С целью автоматизации передачи стеклоизделий механизм задержки вьшол ней в виде электромагнита с качающимся рычагом, а снижатель выполнен в виде колодца с отверстием в нижней части его боковой стенки.
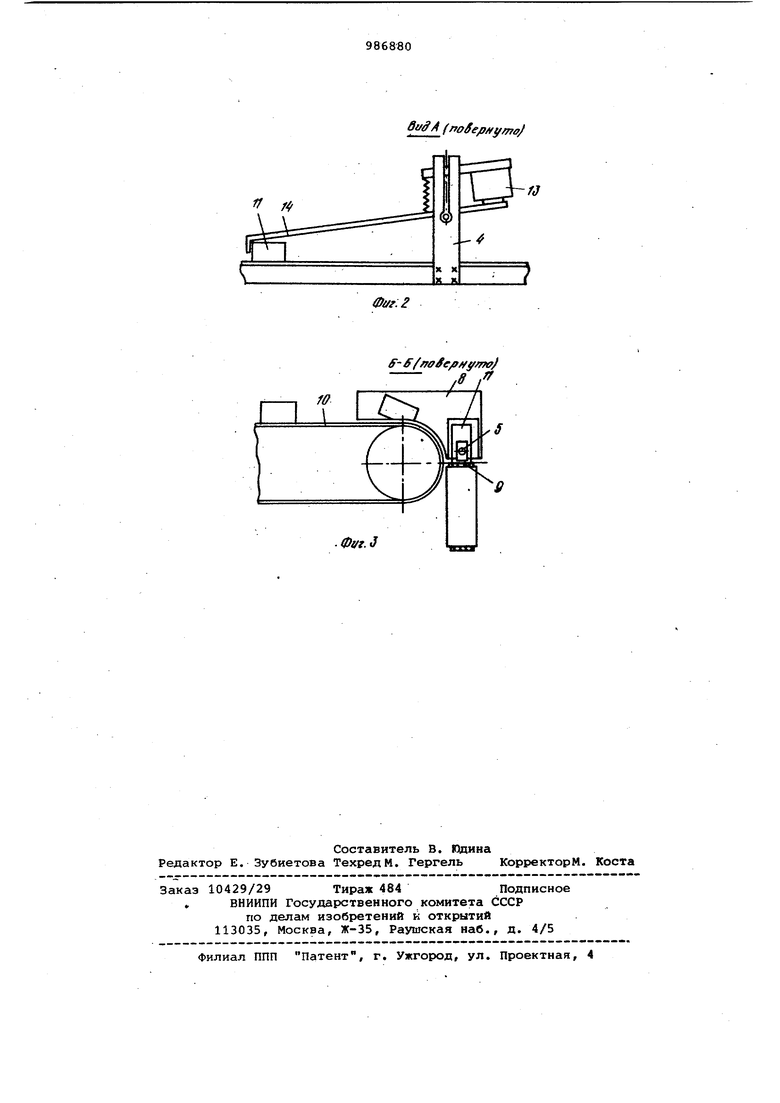
На фиг. 1 изображено предлагаемое устройство, вид сверху, на фиг. 2 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для передачи стеклоизделий состоит из продольного конвейера 1, поперечного конвейера 2, механизма 3 сталкивания изделий с поперечного конвейера. Йа продольном конвейере 1 расположен механизм 4 задержки, подталкиватель 5, первый фотоэлемент 6, второй фотоэлемент 7, и снижатель 8. Несущее полотно 9 поперечного конвейера 2 расположено ниже несущего полотна 10 продольного конвейера 1 на регулируемую величину, равную или большую высоты переставляемого изделия. Такое расположение несущих полотен конвейеров совместно со снижателем В предотвращает опрокидывание стаканов при их переходе с продольного на поперечный конвейер.
Стеклоизделие, например, стакан 11 от стеклоформующей машины 12 попадаёт на продольный конвейер 1. Путь стаканов показан на чертеже стрелками. При пересечении стаканом луча света к фотоэлементу 6 электронная с хема дает сигнал на включение электюмагнита 13 механизма задержки 4 ia заданный промежуток времени. Электромагнит 13 притягивает рычаг 14 механизма задержки 4, который задерживает следующий с-такан, если расстояние между ними и предьщущим стаканом меньше минимально допустимого и отпускает его после создания такого условия.
Если два идущие друг за другом стакана одновременно перекрывают лучи света к фотоэлементам 6 и 7, то они через электронную схему дают сигнал на включение подталкивателя 5, который выталкивает стакан из зоны перехода, восстанавливает нарушенное расстояние d + 1 и освобождает место в зоне перехода для следующего стакана. В этом случае фотоэлементы 6 и 7, расположенные на расстоянии Я фиксируют, что расстояние между стаканами меньше, чем минимально допустимое, и что второй стакан пройдет это расстояние раньше, чем первый стакан пройдет расстояние d 1 и освободит ему место в зоне перехода. В момент, когда первый стакан подходит к линии правого края сетки 15 отжигательной печи 16, механизм 3 сталкивания продвигает ряд стаканов с ленты конвейера 2 на сетку 15.
Зависимость между размерами изделия и скоростями конвейеров обусловлена тем, что изделие диаметра d должно -переместиться из зоны перехода с продольного на поперечный конвейер на растояние d + I и освободить место для перехода следующего изделия, фотоэлементы, расположенные друг от друга на расстоянии
. ()Vг А---,
где 1 - зазор между изделиями 11J
V - скорость поперечного кон вейера 2;
V - скорость продольного кон вейера 1.
Фотоэлемент 6 управляет механизмом 4 задержки, а фотоэлементы 6 и 7 - переставителем.
При пересечении изделием луча света к первому фотоэлементу фотоэлемент дает сигнсш для включения электромагйита на промежуток времени, обеслечивающий минимально допустимое расстояние между изделиями. Электромагнит притягивает рычаг и задерживает следующее изделие, если расстояни между ним и предыдущим изделием меньше минимально допустимого, и отпускает его после создания такого условия. Во всех остальных случаях (расстояние между изделиями равно минимально допустимому или больше его) изделия проходят без задержки, так Лак временной интервал между ними больше времени, в течение которог электромагнит притягивает рычаг, удеживающий Стеклоизделие.
Интервал по времени между изделиями, взаимосвязанный со скоростями их перемещения V, и V на поперечном и продольном конвейерах и расстояниями между изделиями, определяет выбо тако1Т времени задержки, при котором изделие, от которого поступил сигна на включение механизма задержки, успеет переместиться на расстояние, равное минимально допустимому по отношению к следующему изделию, котоое было задержано, если оно двигаось с опережением.
При одновременном пересечении изелиями лучей света ко второму и первому фотоэлементЕи л (это свидетельствует о том, что первое изделие ри переходе с продольного на попередный конвейер задержалось и отстало от предыдущего изделия на поперечном конвейере и оно уже не успеет выйти из зоны перехода до поступления туда следующего изделия) - в этом случае первый и второй фотоэлементы ч-ерез электронную схему дают сигнал на включе-ние подталкивателя, который выталкивает изделие из зоны перехода, освобождая место для следующего изделия.
Система задержки и переставления настраивается всегда на большую пропускную способность, чем производительность стеклоформующей машины, благодаря чему все изделия, поступакицие со стеклоформующей машины, рассредотачиваются на конвейерах на расстояния не менее минимально допустимого, чем обеспечивается их сохранность .
Такое устройство для передачи стеклоизделий, оснащенное механизмом задержки и переставителем позволяет следить и гибко управлять потоком стеклоизделий, устранять отклонения от минимально допустимых расстояний между изделиями, с КОТОЕЖЛМИ они поступают на конвейер со стеклоформующей машины, предотвращая этим их наскоки друг на друга и разрушение.
Формула изобретения
1. Устройство для передачи стеклоизделий, содержащее продольный и поперечный конвейеры с несущилш полот.нами, расположенными на разном уров.не, установленный между ними снижатель и механизм сталкивания изделий, отличающееся тем, что, 5 с целью повышения надежности работы устройства и уменьшения брака изделий, оно снабжено механизмом задержки изделий и подталкивателем, установленными на продольном конвейере, 10 и фотоэлементами, расположенными друг от друга на расстоянии, равном
. д. У1еж
1 N/.
15 где d 1
-диаметр изделий;
-зазор между изделиями,
у - скорость поперечного конвейера , м/с;
УЧ скорость продольного конвейера, м/с,
причем механизм задержки связан с одним фотоэлементом, а подталкиватель со всеми фотоэлементами.
2. Устройство по п. 1, о т л ич ающеес я тем, что, с целью автоматизации передачи стеклоизделий, механизм задержки выполнен в виде электромагнита с качающимся рычагом.
3. Устройство по п. 1, о т л ичающееся тем, что снижатель . (Выполнен в виде колодца с отверсти- ;. ем в нижней части его боковой стенки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W 789445, кл. С 03 В 25/00, 1979.
2.Авторское свидетельство СССР 119975, кл. С 03 В 23/10, 1959 (прототип).
If /
(rtoSepffymo
Фаг. 2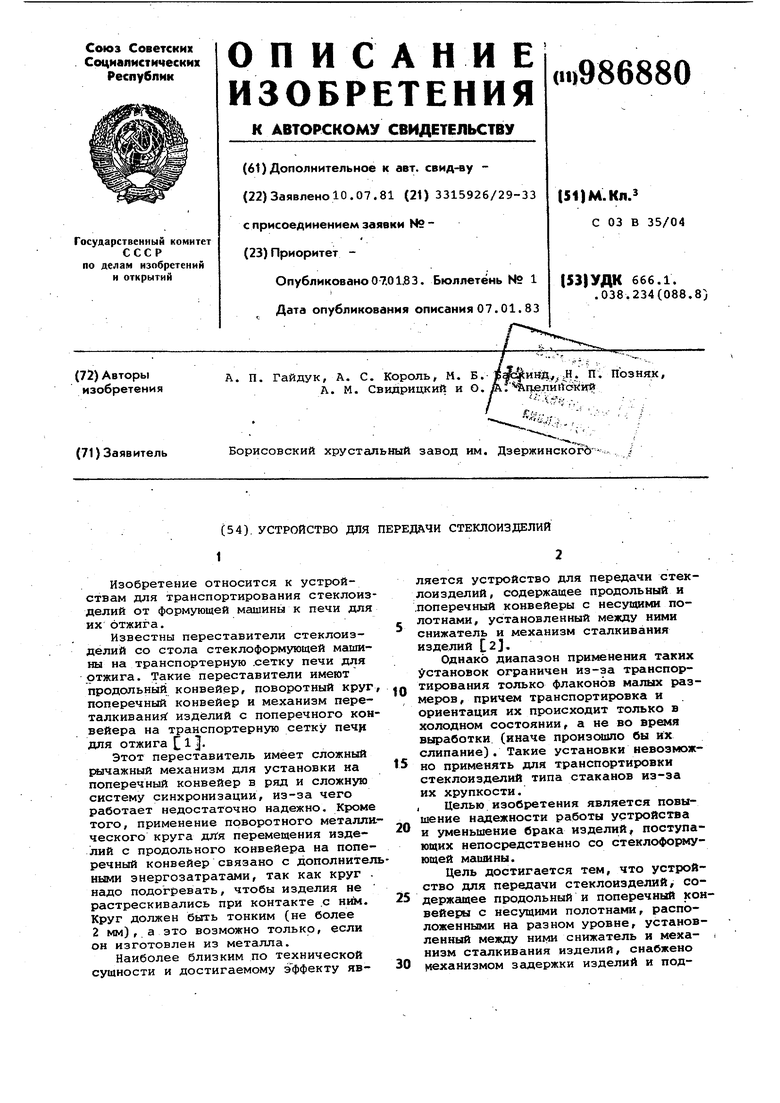
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи стеклоизделий | 1984 |
|
SU1194853A2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024443C1 |
| Устройство для передачи полых стеклоизделий в печь обжига | 1990 |
|
SU1747403A1 |
| Установка для сортировки от боя стеклоизделий | 1980 |
|
SU927766A1 |
| Переставитель стеклоизделий | 1991 |
|
SU1773885A1 |
| Переставитель стеклоизделий | 1957 |
|
SU114492A1 |
| Переставитель стеклоизделий | 1956 |
|
SU109898A1 |
| Переставитель стеклоизделий | 1960 |
|
SU139782A1 |
| Устройство для передачи стеклоизделий | 1981 |
|
SU1000428A1 |
| Линия для обработки стеклоизделий | 1985 |
|
SU1342884A1 |
ff- ffirrofe/ff yfTfoJ
X
