Изобретение относится к общему машиностроению, в частности к технологии неразъемного соединения двух гибких ветвей каната при формировании петли, и может быть использовано в горнодобывающей промышленности при стыковке резнотросовых конвейерных лент.
Известен способ соединения наложенных один на другой концов каната согласно которому петлю каната образуют путем накладьшания его кЬрот кого конца на длинньй, надеванием на них стальной гильзы овальног о поперечного сечения и последующего совместного радиального обжатия в нескольких местах по длине гш1ьзыС1
Однако в данном способе не обеспчивается достаточная прочность петли каната., так как стальная гильза свободно надетая, на положенные друг на друга концы каната, не соединяет их жестко, а в обжатых по периметру гильзы участках изменялась лишь форма гильзы - из овальной превратилась в круглую, а кана- ть приобрели сплюснутую форму, свободно находясь в круглой гильзе. Образовавшаяся ступенчатость соединения не создает необходимой прочности, а эг}куект внедрения металла д з гулки в проволочки каната отсутствует,
Изу естен способ формирования конца канат 1 Б петлю, заключающийся в ТОМ; что в трубку с двумя плоскими .параллельными стенками, в которых выполнены продольные прорези, поме- щакит встзи каната, после чего трубку обжимают до образования в сечении формы восьмерки. В месте прорезей трубку разводят до образования круглого отверстия, в которое вставляют втулкуо Последнюю отбортовывают с двух сторон 12,1„
Недостатками известного способа являются сложность конструкции и технологии соединения, большая трудоемкость, невысокая прочность, низкая надежность петли каната, так как создается угроза разрыва трубки на две части по ослабленным отверстиям ее стенкам, где концентрируются основные нагрузки,.
Цель изобретения - повышение надежности.
Указанная цель достигается тем, что согласно способу формирования
208374
конца
0
20
каната в петлю, заключающемуся в TOMj что обе ветви каната размещают в трубке овальной формы и обжимают, два отрезка трубки размещают на конце каната на расстоянии, равном длине петли, а обжатые трубки скрепляют между собой. Причем трубки выполнены стальными и равной ,дли ны „
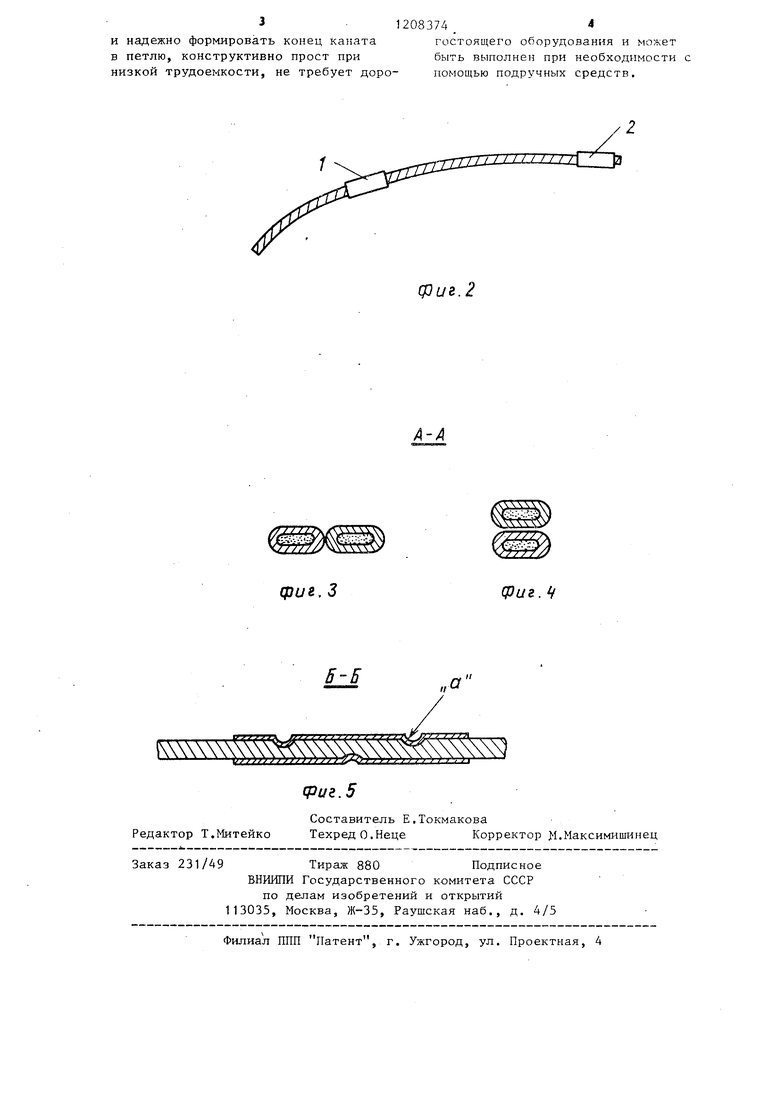
На фиг. 1 изобралсена петля,, общий вид; на фиг. 2 - развернутая петля;; на фиг. . 3 - сечение А-А на фиг . 1 (вариант 1) на фиг, 4 - сечение А-А на фиг. 1 (вариант II) ; f на фиг. 5 -- сечение Б-Б на фиг. К
Способ осуществляется следуюнщм образом
На ветвь каната надевают сталь- ную трубку 1 на расстоянии от конца его, равном длине петли, и обжимают, например, расплющиванием.
Затем надевают на конец, каната и обжимают вторую такую же трубку 2, После этого обе трубки опрессовыва- ют: на плоскую поверхность расплю-, щенной трубки наносят три вмятины U круглой твердой оправкой диаметром, равным диаметру каната, на глубину 1/3 диаметра оправки.
Вмятины наносят сначала по краям трубки, затем посредине с другой стороны. Такой способ опрессова- ния создает, эффект заклинивания каната внутри трубки, что обеспечивает высокую прочность соединения трубки с канатом.
Затем сводят обе трубки вместе и жестко их скрепляют между собой, например, сваркой или другими способами,, формируя конец каната в петлю.
При стыковке резинотросовьк конвейерных лент стальные трубки надевают на встречные троса стыкуемых кони,о в лент и закрепляют,
При этом соотношение параметров трубки долгкно быть следующим:
2.5
30
35
40
а
10 dk t + 1,7,
1,7 dk
гд е
Ц; D
длина трубки, мм;
диаметр каната, мм; наружный: диаме тр трубки, мм d внутренний диаметр трубки,
мм.
Таким образом, предлагаемый спо- ;рб позволяет быстро, более прочно
3 . 1208374 4
и надежно формировать конец каната гостоящего оборудования и может в петлю, конструктивно прост при быть выполнен при необходимости с низкой трудоемкости, не требует доро- помощью подручных средств.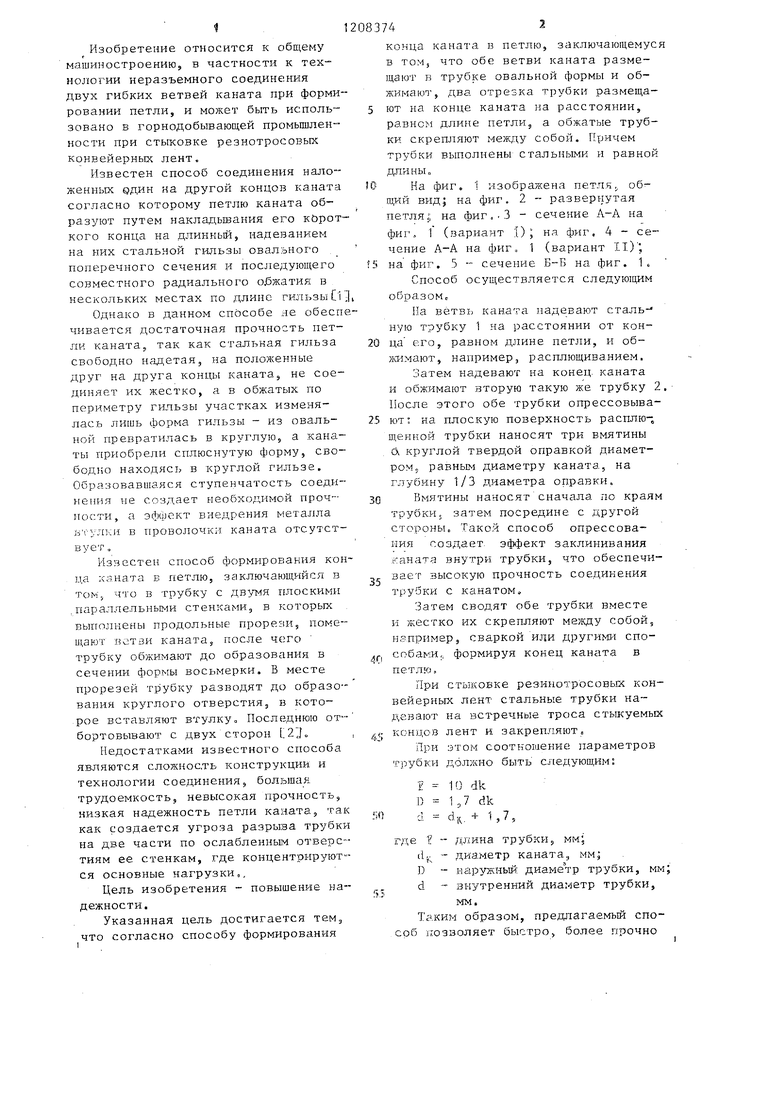
| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬНЫЙ ВВОД ОПТИЧЕСКОЙ МУФТЫ И СПОСОБ ИСПОЛЬЗОВАНИЯ КАБЕЛЬНОГО ВВОДА | 2013 |
|
RU2537708C2 |
| Способ формирования конца каната впЕТлю | 1976 |
|
SU817364A1 |
| Комбинированное запорно-пломбировочное устройство (варианты) | 2020 |
|
RU2781364C2 |
| СПОСОБ СОЕДИНЕНИЯ НАЛОЖЕННЫХ ОДИН НА ДРУГОЙ КОНЦОВ ТРОСО,В | 1972 |
|
SU421829A1 |
| Способ соединения наложенных один на другой концов гибкого стержня из проволок | 1975 |
|
SU590532A1 |
| Способ счалки каната | 2018 |
|
RU2687981C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2008 |
|
RU2382852C1 |
| ПЛАСТИКОВЫЙ ТЮБИНГ ДЛЯ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ФУТЛЯРА ДЛЯ РЕМОНТА ЛИНЕЙНОГО СООРУЖЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЛЯРА И ФУТЛЯР, ИЗГОТОВЛЕННЫЙ ТАКИМ СПОСОБОМ | 2018 |
|
RU2732906C2 |
| Петлеобразователь | 1989 |
|
SU1738882A1 |
| Электрический соединитель | 1975 |
|
SU597355A3 |

фиг.2
фиг, 3
tff ff fff fffrr/: JfVrrflt firl-iJ
(puz.5
Редактор Т.Митейко Заказ 231/49
Составитель Е.Токмакова
Техред О.Неце Корректор 1.Максимишинец
Тираж 880Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
(риг. Ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ соединения наложенных один на другой концов гибкого стержня из проволок | 1975 |
|
SU590532A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ формирования конца каната впЕТлю | 1976 |
|
SU817364A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
