1
Изобретение относится к электротехнике, а точнее к электрическим соединителям для сращивания методом обжатия сталеалюминиевого провода с подобньлм проводом или электрической арматурой.
При соединении двух сталеалюминиеБых проводов или при монтаже на кабель различных принадлежностей, например мертвых концов, соединительный элемент должен обеспечить достаточную прочность и требуемую проводимость. Для того, чтобы выполнить эти условия, соединительный элемент должен быть жестко закреплен на проводе и .находиться э непосредственном контакте со сташьнымсердечником и проводящими жилами. При употреблении так называемых сталеалюминиевых проводовиспользуют узел, состоящий из двух деталей, а именно: наружной алюминиевой и внутренней стальной втулок l. Обычно алюминиевую втулку надевают на свободный конец одного из соединяемых проводов и сдвигают вдоль него. На концах обоих проводов обрезают проводящие жилы, оголя куски сердечника. Эти куски серде1ника вставляют с противоположных сторон в стальную втулку, после чего втулку обжимают. Алюминиевую
втулку сдвигают на место соединения так, что она перекрывает стальную втулку и по куску равной длины провода с обеих сторон от стальной втулки. Затем алюминиевую втулку обжимают вокруг проводящих жил обоих проводов. При монтаже кабельных принадлежностей таких, как мертвые концы, со стальной втулкой объединяют один конец провода затем соединяют проводящие жилы этого провода с алюминиев ой втулкой, а противоположный конец соединительного элемента соединяют с мертвым концом.
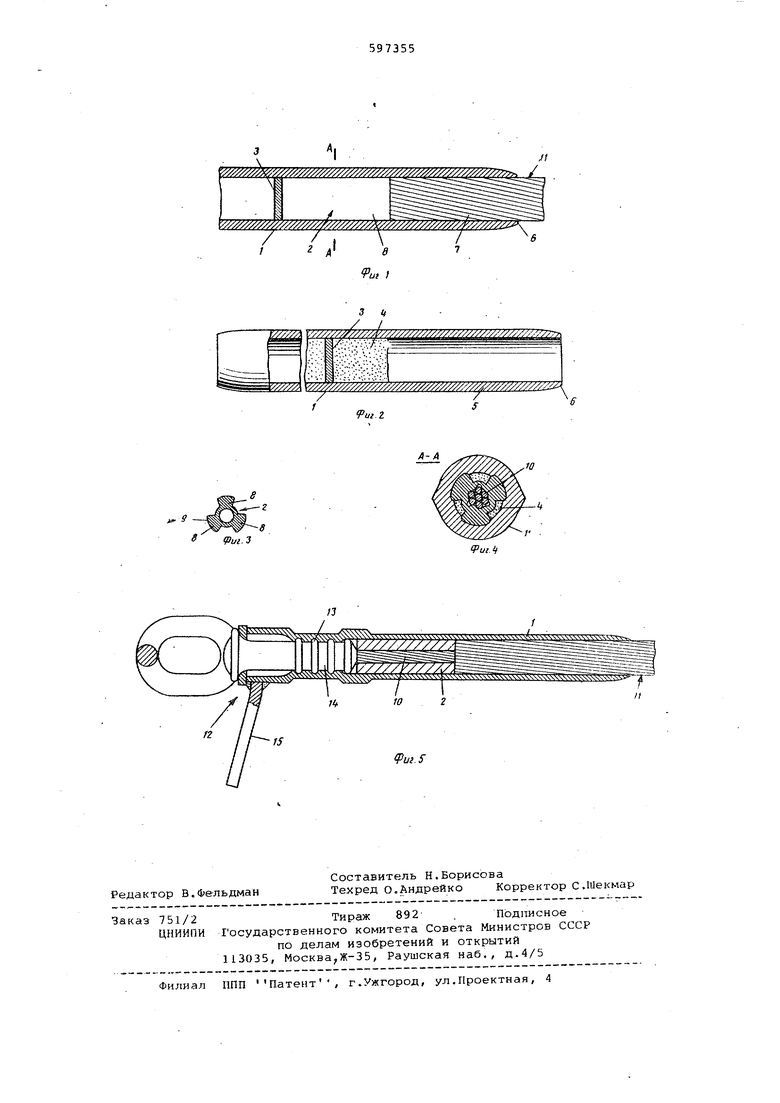
Конструкция таких стальных и алюминиевых втулок такова, что каждый узел соответствует небольшому числу размеров провода. В результате приходится изготавливать и хранить очень большое количество типоразмеров соединительны узлов, чтобы удовлетворить требованиям потребителей. Следовательно, для каждого иЭ широко употребительных размеров сталеалюминиевых проводов требуется специально спроектированный соединительный узел. Кроме того, потребители зачастую заказывают провода мало распространенных или нестандартных размеров, а для каждого Takoro провода требуется специальный соединительный узил. Такое большое количество размеров увеличивает производственные издержки и создает трудности в учетеи складировании. Применение таких соединительных уз поз создает дополнительные трудности, Дг;я получения соединения надо выполнить две операции обжатия, а именно стальная втулка должна быть обжата на сердечниках, а алюминиевая - на проводящих жилах, что нежелательно с точки зрения времени и оборудования, так как часто соединение проводов npo изводится в полевых условиях. Монтажникам приходится иметь два набора обжимных инструментов s один для внутренней стальной втулки и другой для. наружной алюминиевой. Известен также соединитель, обеспе чивающий возможность соединения за одну .операцию рЗ . Он содержит установленную в наружной гильзе втулку из xpynKoi-o порошкового металла ,ломающегося при обжатии. Это может вызвать затруднения, особенно,при ремонтных работах, когда необходимая портативность Оборудования ограничивает усилие, развиваемое прессом. Вместе с тем такай конструкция предполагает размещение стальных сердечников обоих соединяемых проводов в общей втулке, что вызывает определенные трудности при вставлении сердечников. Известен также электрический соеди нитель для сращивания методом обжатия содержащий полую/металлическую гильзу цилиндрической формы, пд -лСрайней мере один установленньой с з-азором внутри гильзы на расстоянии от ее торца.зажим в виде ид-:линдрическрй втулки из пброш кового металла с выступающими радиаль но наружу продольными ребрами, имеющи ми цилиндрическую внешнюю поверхность и расположенными равномерно по окружности втулкиf центральное отверстие которой предназначено для размещения в нем стального сердечника З . Такой соединитель oбecпe fивaeт воз 1угожность соединения большого числа ти поразмеров провода при обжатии за одну операцию, однак о также требует высоких усилий обжатия. Целью изобретения является обеспечение надех ности соединения при малом усилии обжатия. Для достижения поставленной цели в электрическом соединителе для сращивания методом обжатия сталеалюминиевого электрического провода с подо -ным проводом или электрической армату рой, содержащем полую металлическую гильзу цилиндрической формы, по крайней мере, один установленный с зазорои 1 нутри гильзы на расстоянии от ее торца зажим в виде цилиндрической вту ки с выступающими радиально .наружу пр дольными ребрами,. имеющими цилиндриче кую внешнюю поверхность и расположенными равномерно по окружности втулки, центральное отверстие которой предназначено для размещения в нем стального сердечника, втулка имеет толщину,меньшую расстояния между соседними ребрами по длине окружности втулки, суммарная ширина ребер по длине дуги окружности; зажима составляет от 1/3 до 2/3 вс-:зй ее длины причем зажим выполнен изпластичного металла. При этом длина зажима может быть равна восьми диаметрам внутреннего отверстия втулки, зазор - 2,5% внутреннего диаметра гильзы, длина которой равна от четырех до десяти ее внутренних диаметров. Зажим соединителя может иметь„ три ребра. На фиг.1 изображен соединитель с размещенным в нем концом одного провода; на фиг,2 - гильза соединителя; на фиг.З - зажим соединителя в поперечном сечении; на фиг.4 - сечение А-А после операции обжатия; на фиг.5 - наконечник, соединенный со сталеалюминиевым проводом. Электрический соединитель содержит полую металлическую гильзу 1 и, по крайней мере, один установленный в ней зажим 2, Длина г ильзы 1 в 4-5 раз превышает длину зажима 2.В центре,сильзы, э случае использования соединителя для сращивания одинаковых сталеалюминиевых проводов, расположена перегородка 3, конструкция которой может быть различной, например, она может быть выполнена в виде алюминиевой пломбы, .закрепленной в гильзе. В гильзе 1 имеется соединительный состав 4, заполняющий .примерно четверть гильзы. Толщина стенки гильзы . 1 должна обеспечивать прочное механическое и электрическое соединение проводов или провода с наконечником.Например, стенка 5 гильзы 1 может иметь толщину, равную четверти внутреннего диаметра гильзы. Концы гильзы 1 скошены и имеют конусные участки 6, служащие для восприятия усилий, возникающих в.жилах 7 при обжатии гильзы и для уменьшения возможности излома или среза жил 7 на входе в гильзу 1. Обжимная гильза i и зажим 2 сердечника выполняются из прессуемых металлов или сплавов,- предпочтительно из сплавов на основе алюминия. Гильза 1 изготавливается из сплавов средней прочности, а заЖим 2 - из сплавов средней и высокой прочности, В одном варианте выполаения узла гильзу изготавливали из алюминиевого сплава, содержащего (в вес.%)меди - 0,2; марганца - 1,2; остальное - а.гшминий, а зажим изготардн вали из сплава, содержащего (в вес,%) кремния -0,6,1 меди - 0,27, магния 10, хрома -0,2. Как указывалось выше ,обжимная гильза 1 должна иметь значительную длину и толщину стенок, чтобы обеспечить тре-буемую электрическую и механическую прочность соединения. Во многих случа ях соединение должно иметь механическую прочность не менее 95% прочности на растяжение соединяемого кабеля. Для того, чтобы обеспечить потребную плрщадь соединения, гильза должна иметь длину от 4 до 10, а предпочтительно 7,5 ее внутренних диаметров. Зажим 2 выполнен в виде цилиндрической втулки с выступающими радиально наружу продольными ребрами 8, имеющими цилиндрическую наружную поверхност 9 и расположенньвии равномерно по окружности втулки. Наружные поверхцрсти 9 ребер 8 лежат на одной окружноети, диаметр которой незначительно пре вышает наружный диаметр соединяемого провода. На внутреннюю поверхность зажима 2 может быть нанесено абразивное вещество, на ример окись алюминия закрепленное лаком и т.п. Вместо этого на внутренней поверхности могут быть выполнены поперечные или продоль нь.3 насечки или нарезки. Наружный диаметр зажима 2 немного меньше внутреннего диаметра гильзы 1. Излишний зазор между наружной поверхностью зажима сердечника и внутренней поверхностью гильзы приводит к тому, что при обжатии часть усилия будет использована на выборку зазора и что обжатие стенок гильзы вокруг за1жима и вокруг сердечника будет произведено с ;меньшим усилием. Предпочтительным является зазор 2,5% вн.утрен него диаметра гильзы. Между внутренней поверхностью зажима и ;сердечником может быть зазор от 10 до 40%. Желательным является меньший зазор, КОТОРЕЛИ обеспечивает более эффективный механический контакт и более прочное зажатие сердечника в зажиме при обжатии узла. Тем не менее зазор в 10% яв ляется минимальным, обеспечивающим легкое вставление сердечника в .зажим. Площадь наружных поверхностей: 9 ребё| 8 и конфигурация их TaKOBfcif iTO.рёбра не входят при О15жатии Ue/iHffOM-и стенг ки гильзы,поэтому, ширина рйбе)- то .длй не дуги окружности , зажима .йоставляёт.,. от 1/3 до 2/3 всей ее длиньа,; предпоч тительно 1/2. С другОй стороны между ребрами 8 должно быть достаточное прр странство, чтобы они не защемлялись между собой при радиальном перемещени внутрь в процессе обжатия гильзы на зажиме. Чем больше пространство между ребрами, тем больше возможность для и радиального перемещения внутрь к сердечнику, расположенному в отверстии зажима. Размер этого пространства зависит от диаметра сердечника, соединяемого данным зажимом кабеля. Зажим с большимпространством между ребрами обеспечивает соединение большего чисjia типоразмеров кабеля. Предпочтитель ным является такое расположение pe6t:;p, которое обеспечивает уменьшение диаМетра отверстия не менее, чем на 20%, а -лучше всего приблизительно на 50% до того, как ребра упрутся друг в друга. Наилучшей является конструкция, при которой размер ребер и пространства между ними одинаковы, при зтом обеспечивается удовлетворительный размер поверхностей 9. На фиг.4 показано поперечное сечение соединителя после обжатия,ког да зажим обжат радиально и находится в прочном соединении с поверхностями сердечника10 провода 11. Отверстие зажима после обжатия не сохраняет цилиндрической формы, а становится в основном треугольным. Наружные поверхности ребер час гично входят в стенки обжимной гильзы 1 и образуют прочное механическое соединение. Соединительный состав 4 в основном заполняет пространство между ребрами 8 3ажима 2. Втулка зажима 2 не позволяет жилам сердечника проникать в пространство между ребрами 8, Если жилы сердечника попадут в это пространство, не образуют прочного соединения зажима с сердечником4 Это особенно важно при/соединении проводов, сердечники которых не обработаны предварительно, и им не придана постоянная форма.Когда обрезают проводящие жилы, оголяя сердечник, жилы сердечника стремятся раскрутиться и рассыпаться. Втулка зажима препятствует раскручиванию таких жил и их попаданию в пространство .Между ребрами. Втулка зажима имеет толщину, меньшую расстояния между соседними ребрами по длине окружности втулки, это необходимо для того, чтобы создать минимальное сопротивление при обжатии. Если ее сделать слишком толстой и, следовательно, очень прочной, большая часть усилия обжатия бу-. дет.использована на изгиб лежащих между ребрами участков втулки, а не на радиальное пе|ремещенйе ребер, обеспечивающих .надежный контакт с сердечником кабеля. Толщина втулки составляет примерно не более 25% расстояния между соседними ребрами, чтобы на деформацию -было использовано минимальное усилие. Длина зажима 2 зависит от диаметру сердечника соединяемого провода. Чем-ближе диаметр сердечника к.диаметру отверстия зажима, тем короче зажим. Однако существует минимальная длина, короче которой невозможно получить надежное соединение зажима с сердечником. Например, при диаметре сердечника 0,635 см длина зажима должна быть не менее 5,08 см, даже если внутренний диаметр зажима чуть больше диаметра сердечника. Зажимы большей длины обеспечивают возможность соедин.ения более широкого диапазона разме-
ров провода, так как они имеют-большую поверхность контакта. Предпочти-, тельная длина зажима составляет не менее восьми его внутренних диаметров. При использовании данного изобретения для соединения двух сталеалюминиевых проводов концы обоих проводов обрезают, оголяя сердечники на длину, приблизительно равную длине используемого зажима. Если сердечники проводов не подвергнуты предварительной обработке и выполнены многожильными, оголенные части их временно оборачивают .лентой и т.п., чтобы предотвратить раскручивание. Затем надевают на оголенный конец каждого сердечника зажим, предварительно сняв ленту. Зажим перемещают вдоль сердечника до упора в жилы проводника. Каждый зажим и примыкающий к нему кусок провода, длина которого примерноравна зажиму, вставляют в обжимаемую гильзу до упора в перегородку.
в гильзе содержится соединительный состав для предотвращения увлажнения или иного загрязнения гильзы. Когда зажимы и провода вставляются в гильзу, состав просачивается через зажим и может частично выйти ндружу из гильзы. Перегоррдка препятствует перемещению состава из одной части гильзы в другую при вставлении в нее зажимов и проводов . При помощи обычных обжимных ножниц с усилием 112-150 т, выбираемым в зависимости от размеров соединения и обжимных матриц, гильзу обжимают. Матрицы ДВИЖУТСЯ ралиально, обжимая гильЗУ по всей поверхности. Обжатие начинают от середины гильзы и продолжают к краям ее. Первое зажатие производят около внутреннего торца зажима сердечника, но не на перегородке гильзы, чтобы не обжимать ту ,1асть гильзы, которая не охгарается ни ia зажим, ни на провод. Обжатие этой; части .гильзы вейет к ееослаблению...
Можно также .соединить с,Те1леалюмини евый провод с нак энечни,ком:-.:/Ндконечник 12 соединяют с элект ричес иМсрединителем на заврде обжатием.гиль&Ы;1 вокруг ребер 13 хвостовика. 14, а к наруж ной поверхности- гильзы 1 :приваривают язычок 15. Такая ко.нструкция отличается от обычной тем, что-передающее нагрузку yulKO наконечника может быть непосредственно соединено с обжимной гильзой,f причем отпадает необходимость в дополнительном-механическом соединении ушка с сердечником провода. Воз-можность создания такой конструкции
обеспечивается- тем, что гильза способна воспринимать нагрузку, равную не менее 95% усилия на растяжение, воспринимаемого проводом. При монтаже по- лученный соединительный Уз присоединяется к проводу точно так же, как описано выше.
Формула изобретения
1.Электрический соединитель для сращивания методом обжатия сталеалюминиевого провода с подобным проводом или электрической арматурой содержащий полую металлическую гильзу цилиндрической формы, по крайн.ей мере, один установленный с зазором внутри гильзы на расстоянии от ее торца зажим в виде цилиндрической втулки с выступающими радиально наружу продольными ребрами, имеющими цилиндрическую внешнюю поверхность и расположенными равномерно по окружности втулки, центральное отверстие которой предназначено для размещения в нем стального сердечника, отличающийся тем,что,с целью обеспечения надежности соединения при малом усилии обжатия,. втулка имеет толщину, менШую рассто яния между соседними ребрами по длине окружности втулки, суммарная ширина ребер по длине дуги окружности зажима составляет от 1/3 до 2/3 всей ее длиЧЫ, причем зажим выполнен из пластичного металла.
2.Электрический соединитель по п.1, отл-ичающий ся тем, что длина зажима равна восьми диаметрам внутрэннего отверстия втулки.
3.Электрический соединитель по п.1, отличающ.ийся тем, что зазор составляет 2,5% внутреннего диаметра гильзы.
4 .Электрический соединитель по , отличающийся тем, что дли на гильзы составляет от 4 до 10 ее нутренних диаметров
5.Электрический соединитель по п,1, отличающийс я тем, что зажим имеет три ребра.
Источники информации, принятые во внимание при экспертизе:
1.Книга Изоляторы и арматура для воздушных линий электропередачи Касганович MiM/ Крьтов С. и Д13. М.-Л., Энергия:, 1965, с.167.
2.патент- США 3125630, 174-94,1964,
3.Патент США № 3052750,174-94,1962.
I
(//////У///////////7//// /
g%;%% i% % //
/
//
| название | год | авторы | номер документа |
|---|---|---|---|
| СПИРАЛЬНЫЙ СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ ДЛЯ ПРОВОДОВ С КОМПОЗИТНЫМ СЕРДЕЧНИКОМ | 2013 |
|
RU2558386C2 |
| Способ опрессовки зажимов для гибких элементов | 1975 |
|
SU573833A1 |
| Соединительный зажим | 1979 |
|
SU976820A1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2017 |
|
RU2660172C1 |
| ВЫДЕРЖИВАЮЩИЙ ПОЛНУЮ НАГРУЗКУ НА РАСТЯЖЕНИЕ ОБЖАТЫЙ СОЕДИНИТЕЛЬ ДЛЯ АРМИРОВАННОГО КАБЕЛЯ | 2012 |
|
RU2531370C2 |
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ КОМБИНИРОВАННОГО ТИПА | 2004 |
|
RU2272343C1 |
| ЭЛЕКТРИЧЕСКОЕ ОБЖИМНОЕ КОНТАКТНОЕ УСТРОЙСТВО | 2013 |
|
RU2643035C2 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ (ВАРИАНТЫ) | 2019 |
|
RU2716284C1 |
| Узел соединения зажима с проводами | 1981 |
|
SU983843A1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДНИКОВ ГИБКОГО СВЯЗАННОГО СОЕДИНИТЕЛЬНОГО (ЭКВИПОТЕНЦИАЛЬНОГО) СЛОЯ, А ТАКЖЕ ОБЖИМНЫЙ ИНСТРУМЕНТ, СОЕДИНИТЕЛИ И ЖГУТЫ, СНАБЖЕННЫЕ ТАКИМИ СОЕДИНИТЕЛЯМИ | 2013 |
|
RU2614152C2 |
7/ ///////////////M /w/ y/y/y w/ /7
9
Put.}
Ри..г
A- A
W
Vut.ii
