При производстве винтовых цилиндрических пружин сжатия обычно применяется операция их запеволивация, проводимая с целью проверки сплошности металла, стабилизации размеров и силовых характеристик пружин, а также с целью создания остаточных напряжений, обуславливающих повышение несущей способности.
Способы заневоливания винтовых пружин сжатия, осуществляемые путем выдержки пружин под нагрузкой, известны.
Основным недостатком этих способов является значительная продолжительность времени выдержки пружин под натрузкой, а также отсутствие ВОЗМОЖНОСТИ создания остаточных деформаций и повышения несущей способности у пружин, напряжения которых ниже пределов текучести материалов, применяемых для их изготовления.
Предлагаемый способ заневоливания пружин свободен от этих недостатков. Отличительная особенность этого способа заключается в том, что пружины нагружают силой, вызывающей сжатие соприкасающихся ВИТКОВ до появления заданных остаточных деформаций как самих пружин, так и поверхности витков.
Эта особенность обеспечивает уменьшение времени выдержки пружин под нагрузкой и возможность образования в них остаточных деформаций с низкими напряжениями.
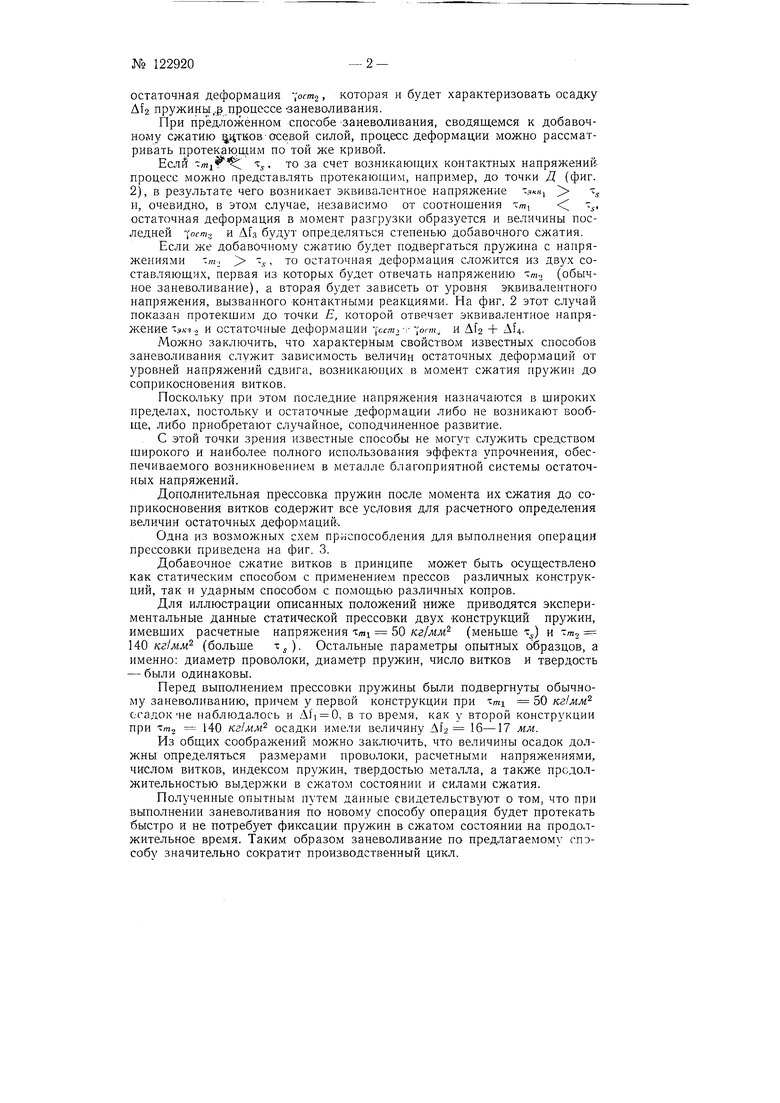
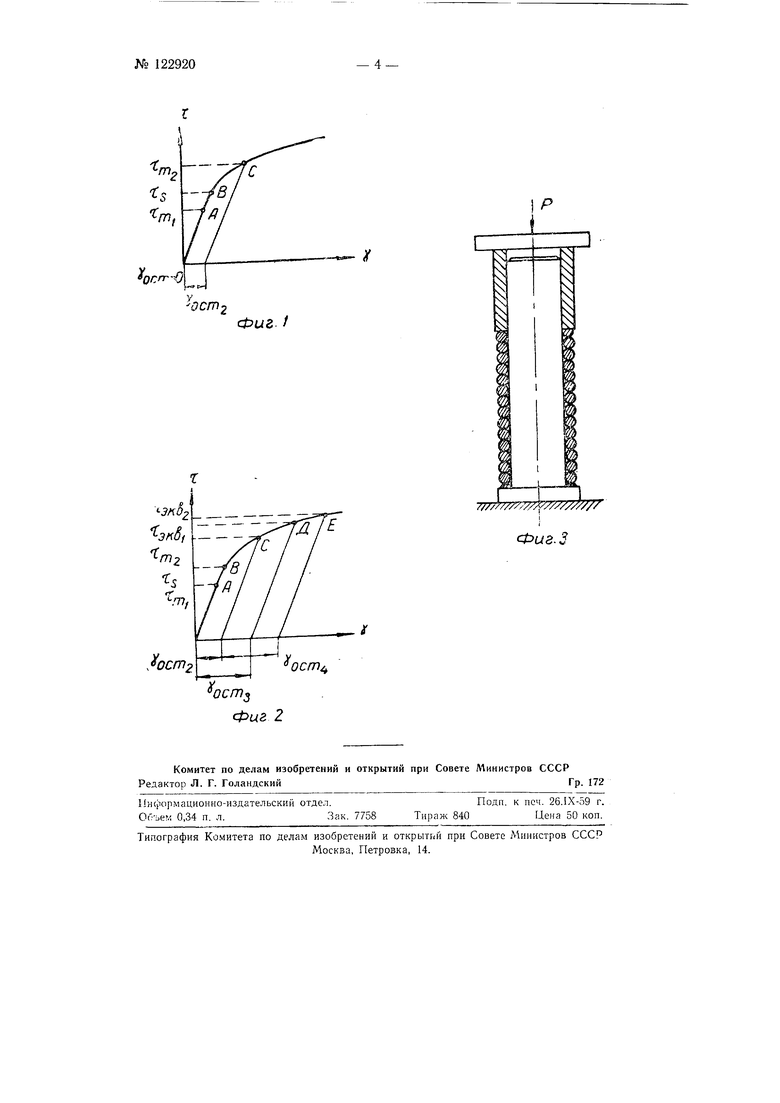
На фиг. 1 и 2 соответственно изображены схемы образования остаточных деформаций по известным и по предложенному способам ьаневоливания и на фиг. 3 - схема приспособления для сжатия пружин.
Как это ВИДНО из схемы, изображенной на фиг. 1, при нагружении пружины с напряжением tm, ,, (точка А) никаких остаточных деформаций и напряжений при разгрузке не образуется и, следовательно, никаких изменений прочности произойти не может. В этом случае остаточный относительный сдвиг и остаточная осадка пружины Afi 0.
Если же заневоливанию подвергается пружина, расчетное напряжение которой Тт., -s, то процесс следует представлять протекающим по той же кривой до точки С. Очевидно, что при разгрузке образуется
Wo 122920- 2остаточная деформация ост, которая и будет характеризовать осадку Af2 пружины,,g процессе -заневоливания.
При предложенном способе -заневоливания, сводящемся к добавочному сжатию цтков-осевой силой, процесс деформации можно рассматривать протекаюц1им по той же кривой.
Если то за счет возникающих контактных напряжений, процесс можно представлять протекающим, например, до точки Д (фиг. 2), в результате чего возникает эквивалентное напряжение з««1 п, очевидно, в этом случае, независимо от соотношения tm, , остаточная деформация в момент разгрузки образуется и величины последней focrn-. и ДГз будут определяться степенью добавочного сжатия.
Если же добавочному сжатию будет подвергаться пружина с напряжениями -то -., то остаточная деформация сложится из двух составляющих, первая из которых будет отвечать напряжению шо (обычное заневоливание), а вторая будет зависеть от уровня эквивалентного напряжения, вызванного контактными реакциями. На фиг. 2 этот случай показан протекшим до точки Е, которой отвечает эквивалентное напряжение ., и остаточные деформации ican, ;огш и ДГ2 + .
Можно заключить, что характерным свойством известных способов заневоливания служит зависимость величин остаточных деформаций от уровней напряжений сдвига, возникаюп1их в момент сжатия пружин до соприкосновения витков.
Поскольку при этом последние напряжения назначаются в широких пределах, постольку и остаточные деформации либо не возникают вообще, либо приобретают случайное, соподчиненное развитие.
С этой точки зрения известные способы не могут служить средством широкого и наиболее полного использования эффекта упрочнения, обеспечиваемого возникновением в металле благоприятной системы остаточных напряжений.
Дополнительная прессовка пружин после момента их сжатия до соприкосновения витков содержит все условия для расчетного определения величин остаточных деформаций..
Одна из возможных схем приспособления для выполнения операции прессовки приведена на фиг. 3.
Добавочное сжатие витков в принципе может быть осуществлено как статическим способом с применением прессов различных конструкций, так и ударным способом с помощью различных копров.
Для иллюстрации описанных положений ниже приводятся экспериментальные данные статической прессовки двух конструкций пружин, имевших расчетные напряжения t/nj 50 кг/мм (меньще т) и тт, 140 кг/мм (больше х). Остальные параметры опытных ббразцов, а именно: диаметр проволоки, диаметр пружин, число витков и твердость - были одинаковы.
Перед выполнением прессовки пружины были подвергнуты обычному заневоливанию, причем у первой конструкции при Tmi 50 кг/мм осадокне наблюдалось и Ati 0, в то время, как у второй конструкции при Tmj 140 кг/мм осадки имели величину АЬ 16-17 мм.
Из общих соображений можно заключить, что величины осадок должны определяться размерами проволоки, расчетными напряжениями, числом витков, индексом пружин, твердостью металла, а также продолжительностью выдержки в сжатом состоянии и силами сжатия.
Полученные опытным путем данные свидетельствуют о том, что при выполнении заневоливания по новому способу операция будет протекать быстро и не потребует фиксации пружин в сжатом состоянии на продолжительное время. Таким образом заневоливание по предлагаемому способу значительно сократит производственный цикл.
Кроме описанного назначения, одним из возможных направлений использования нового способа является добавочная стабилизация пружин, работающих при высоких температурах.
Известно, что в настоящее время для этой цели применяется горячее обжатие, выполняемое путем сжатия нагретых пружин или нагрева сжатых пружин. Можно, однако, такую операцию легко заменить прессовкой холодных пружин, вызывая как аналогичные, так и более высокие осадки, чем отвечающие нагреву при той или иной температуре.
В равной степени новый способ может быть использован для ускорения очень длительно протекающих процессов остаточных деформаций при разных исследовательских работах по изучению влияния различных материалов и способов обработки на релаксационные свойства как при нормальных, так и при повышенных температурах.
Совершенно самостоятельным направлением использования нового способа заневоливания является повышение живучести пружин, работающих при высоких скоростях удара.
Предмет изобретения
Способ заневоливания винтовых пружин сжатия путем выдержки их под нагрузкой, отличающийся тем, что, с целью уменьшения времени выдержки пружин под нагрузкой и образования остаточных деформаций пружин с низкими напряжепиямп, пружины нагружают -силой, вызывающей сжатие соприкасающихся витков до появления заданных остаточных деформаций как самих пружин, так и поверхности витков.
- 3-№ 122920
уУ
m-i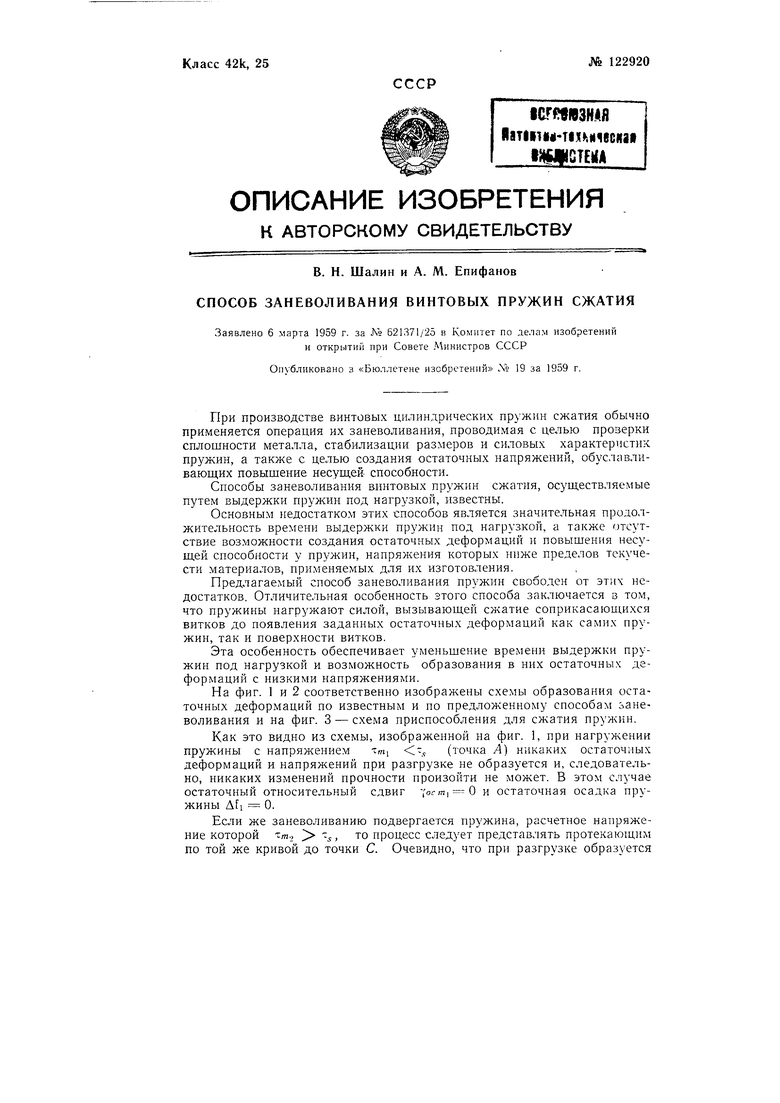

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРУЖИН | 2010 |
|
RU2428272C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРУЖИН | 2010 |
|
RU2406587C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРУЖИН | 2011 |
|
RU2462324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН СЖАТИЯ | 2005 |
|
RU2275270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2009 |
|
RU2392082C1 |
| Способ упрочнения конических и параболоида вращения пружин | 2019 |
|
RU2728332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2352427C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРУЖИН | 2010 |
|
RU2424330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИНТОВЫХ ПРУЖИН | 2007 |
|
RU2346779C1 |
| Способ заневоливания цилиндрических винтовых пружин сжатия | 1972 |
|
SU457907A1 |
Фиг /
