Изобретение относится к технологи изготовления магнитных систем из намагниченных параллельно включенных постоянных магнитов и может быть использовано в электротехнической и приборостроительной промьшленности.
Цель изобретения - уменьшение по вреждения магнитов
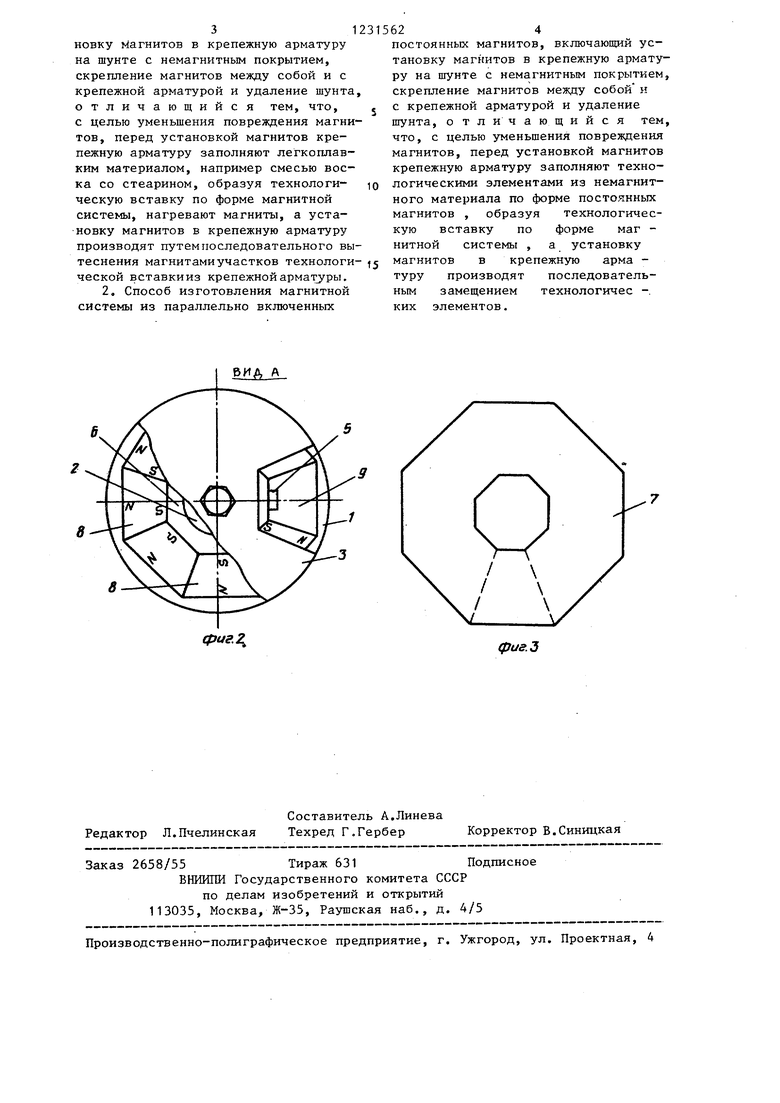
На фиг,1 показана крепежная арматура с установленными постоянными магнитами; на фиг.2 - вид по стрелке А на фигр1; на фиг.З - технологическая вставка.
Изготовление магнитной системы из параллельно включенных постоянных магнитов осуществляется следующим образомс
Крепежную арматуру, состоящую из магнитомягких элементов 1 и 2, диска 3 из немагнитного материала с прорезью 4 и стопором 5 и вкладыша 6 из немагнитного материала, заполняют легкоплавким материалом,- например смеСью воска и стеарина, образуя технологическую вставку 7 по форме магнитной системы. Магниты 8 нагревают например, до 35-50°С в зависимости от соотношения воска и стеарина. Технологическая вставка 7 может быть выполнена также из охлажденного пластилина, при этом магнит нагревают до 25-30 С, Затем магниты устанавливают в крепежную арматуру на шунте 9 с немагнитным покрытием 10 через прорези 4 путем последовательного вытес- . нения магнитами 8 участков технологической вставки 7 из крепежной арматуры (вытесняемый участок технологической вставки 7 показан на фиг.З пунктиром)„ Для вытеснения магнитами 8 участков технологической вставки 7 необходимо нагреть эту часть до п.пастргческого состояния и вьщавить магнитом 8„ Керамические кольцевые детали (с выемками для магнита) сверху и снизу технологической вставки не позволяют распространяться теплу и удерживают на своих местах невыплавленные части вставки. Магниты закрепляют на предназначенных им местах радиально установленными винтами в крепежной арматуре. Такой вариант применения способа целесообразен, например, при установке в параллельную систему радиально намагниченных секторных тонких в осевом направлении магнитов.
Крепежную арматуру для сборки магнитной системы, аналогичной первому варианту, по второму варианту заполняют н:емагнк(тной металлической дробью, скрепленной пластилином, образуя технологическую вставку 7 по
форме магнитной системы. Затем часть вставки из скрепленной дроби замещают магнитомо Дробь вытесняется через щэорези 4 в крепежной арматуре, Не- заме1 ;енную часть вставки 7 из дроби
удерживают элемент 1, диск 3 и иунт крепежной арматуры. Этот вариант способа целесообразен для изготовления магнитной системы с крупными магнитами из черной керамики, напри5 мер феррита бария. Такие магниты из-за большей теплоемкости и низкой теплопроводности невозможно установить в кольцевую магнитную систему по первому варианту.
0 Предлагаемый способ используют когда магниты в цепи по размерам жестко не нормированы и имеют неровные края, например, при сборке системы из колотых или произвольно наре5 занных магнитов.
Кроме того,.при изготовлении магнитной системы из большого числа параллельно включенных магнитов в радиально намагниченных секторов из высокоэнергоемкого сплава в кольцевую магнитную цепь для установки магнитов крепежную арматуру заполняют технологическими элемента- ш 11, например алюминиевыми по форме постоянных магнитов, образуя технологическую встав1 у по форме магнитной системьи Затем каждый элемент 11 последовательно вытесняют из крепежной арматзфы магнитом 8 с нанесенным клеевым покрытием через прорези 4, Магнит 8 удерживается в крепежной арматуре стопором 5. После затвердевания клеевого состава крепежная арматура с магнитами снимается с шунта.
Такой вариант удобен для установки в систему и скрепления клеем намагниченных магнитов одинаковых размеров.
Изобретение позволяет уменьшить повреждения магнитов в результате исключения ударов при изготовлении магнитной системы.
5
0
5
0 .„
55
Формула изобретения
1. Способ изготовления магнитной системы из параллельно включенных постоянных магнитов, включающий установку Магнитов в крепежную арматуру на шунте с немагнитным покрытием, скрепление магнитов между собой и с крепежной арматурой и удаление шунта отличающийся тем, что, с целью уменьшения повреждения магнитов, перед установкой магнитов крепежную арматуру заполняют легкоплавким материалом, например смесью воска со стеарином, образуя технологи- ческую вставку по форме магнитной системы, нагревают магниты, а установку магнитов в крепежную арматуру производят путемпоследовательного вытеснения магнитамиучастков технологической вставкииз крепежной арматуры. 2, Способ изготовления магнитной системы из параллельно включенных
постоянных магнитов, включающий установку магнитов в крепежную арматуру на шунте с немагнитным покрытием скрепление магнитов между собой и с крепежной арматурой и удаление шунта, отличающийся тем что, с целью уменьшения повреждения магнитов, перед установкой магнитов крепежную арматуру заполняют технологическими элементами из немагнитного материала по форме постоянных магнитов , образуя технологическую вставку по форме маг - нитной системы , а установку магнитов в крепежную арма - туру производят последовательным замещением технологичес -. ких элементов.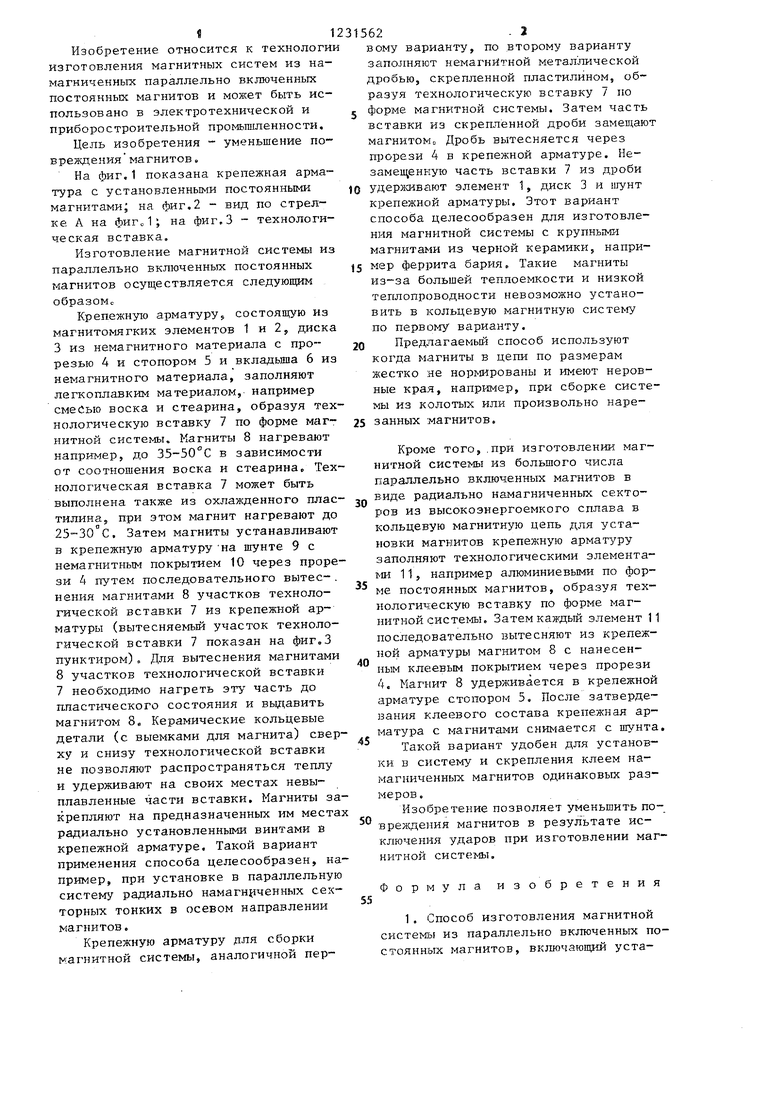
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки системы из намагниченных магнитов и устройство для его осуществления | 1978 |
|
SU698060A1 |
| Устройство для магнитной обработки жидкостей | 1980 |
|
SU947073A1 |
| Магнитостатическая линза | 1976 |
|
SU693474A1 |
| Способ настройки магнитной линзы | 1982 |
|
SU1084914A1 |
| ДАТЧИК ТОКА | 1996 |
|
RU2100811C1 |
| Способ сборки магнитной системы и устройство для его осуществления | 1989 |
|
SU1677719A1 |
| Термокомпенсированная магнитная система | 1977 |
|
SU635522A1 |
| УСТРОЙСТВО ДЛЯ ОМАГНИЧИВАНИЯ ЖИДКОСТИ | 2001 |
|
RU2192390C1 |
| Переключаемое магнитное устройство для закрепления на магнитопроводящем основании | 1984 |
|
SU1211824A1 |
| Ротор электрической машины | 1990 |
|
SU1758785A1 |
Изобретение относится к технологии изготовления магнитных систем из намагниченных параллельно включенных постоянных магнитов. Пред- ложенньй способ заключается в том, что крепежную арматуру на шунте с немагнитным покрытием заполняют легкоплавким материалом, например смесью воска со стеарином, образуя технологическую вставку по форме магнитной системы, магниты 8 нагревают, затем устанавливают магниты в крепежную арматуру на шунте 9 через прорези 4 диска 3 путем последовательного вытеснения магнитами 8 участков технологической вставки из крепежной арматуры. Это обеспечивает уменьшение повреждения магнитов за счет исключения их ударов при изготовлении магнитной системь:. Технологическая вставка 2 может быть выполнена также из охлажденного пластилина, металлической дроби, скрепленной пластилином. 2 с.п. ф-лы,3 ил. с S (Л IsD 00 СП О5 tsD фиг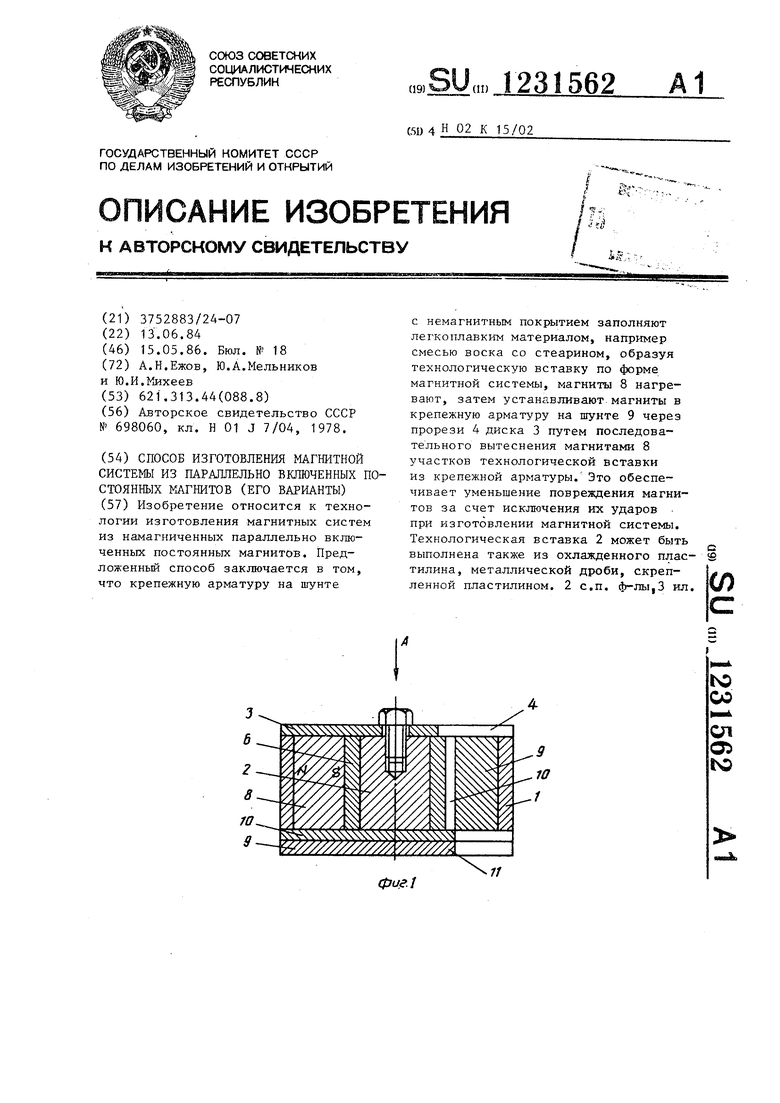
РИД А
фчг.г
Составитель А.Линева Редактор Л.Пчелинская Техред Г.Гербер Корректор В.Синицкая
Заказ 2658/55Тираж 631Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(рие.З
| Способ сборки системы из намагниченных магнитов и устройство для его осуществления | 1978 |
|
SU698060A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
