Изобретение относится к технологии изготовления композиционных материалов на основе термопластичных полимеров и может быть использовано в машиностроении, авиации, судостроении, химической, пищевой промьшшенности и других отраслях народного хозяйства в качестве материала для подшипников скольжения, защитных или антиадгезионных покрытий резервуаров и емкостей различного назначения.
Цель - увеличение степени заполнения пор.
Пример 1, Прямоугольную заготовку размером 100x100x10 мм из пористого фторопласта-4 с исходной пористостью 40% получают следующим образом: предварительно спекают в свободном состоянии на противне порошок термопласта при 390+5°С в течение двух часов, охлаждают до комнатной температуры, полученный полуфабрикат размалывают,на пальчиковых мельницах до дисперсности 0,25-0,63 мм, навепшвают и равномерно размещают по объему пресс-формы тех же размеров 13 г термообработанного порошка. Формование производят удельным усилием 20-25 МПа, спекание.производят при 375j:5°C в течение -2-2,5 ч, охлаж- цение производят вместе с печью. Затем Заготовку помещают в пресс-форму тех же размеров и деформируют при нормальных условиях на величину 40%, которая соответствует пористости заготовки. После деформирования заготовку помещают в расплав свинца погрузив полностью в жидкую фазу, при температуре плавления термопласта, равной 330+1 0, и выдерживают в течение 10 мин. Затем заготовку извлекают из расплава и охлаждают на воздухе до комнатной температуры (20- i ), а затем определяют количество свинца, заполнившего полимерный каркас, которое равно 43 г, что составляет коэффициент заполнения пор 0,95.
Пример 2. Композиционный материал получают из фторопласта 4 по примеру 1, но выдерживают в расплаве в течение 15 мин. Количество cвинцa заполнившее поры термопласта, равно 43,1 г, что соответствует коэффициенту заполнения 0,955.
Пример 3. Композиционный материал получают из фторопласта 4 по примеру 1, но помещают в расплав свинца при температуре на 5 С больше
0
5
температуры плавления термопласта, т.е. при 335+1 0, и: вьщерживают в течение 15 мин. Количество свинца, за- полнившего поры, равно 5 г, что соответствует коэффициенту заполнения пор 0,11.
Пример 4. Композиционный материал получают из фторопласта 4 по примеру 1, но помещают в расплав
при температуре ниже температуры
плавления термопласта, т.е. 315-320 С, и выдерживают в течение 15 мин. Для изготовления применяют сплав следующего состава: олово 50%, свинец 32%,
5 кадмий 18%, т. пл. 145 С. Количество сплава, заполнившего пористьй каркас, равно 2,2 г , что соответствует коэффициенту заполнения пор 0,05.
Пример 5. Прямоугольную заготовку из полиэтилена низкого давления марки 200806-24, имеющую исходную пористость 30%, получают следующим образом: навешива1рт порошок дисперсностью 0,25 мм в количестве 6,7 г и равномерно размещают в пресс- форме размером 100x100x150 мм, уплотняют до размеров 100x100x10 мм с усилием 0,55-0,8 МПа. Спекание заготовки производят в свободном состоянии при 125+5°С в течение 30 мин, охлаждают до комнатной температуры, дефор- ьшруют при нормальных условиях до степени деформации, равной объемному содержанию пор. Заготовку помещают в расплав следующего состава: 40% - олово, 40% - висмут, 20% - свинец при т. пл:. ПЭНД 120±1 с и выдерживают в течение 20 мин. Количество сплава, заполнившего пористый каркас термопласта, равно 35 г, что соответствует коэффициенту заполнения пор 0,97.
Пример 6. Композиционный материал получают из полиэтилена низкого давления (ПЭНД), как в примере 5, но полностью погружают в полимерное связуняцее на основе эпоксидного олигомера следующего состава, мае.ч.:
Эпокс1-щная
смола КДА100
Отвердитель . триэтанол0
5
0
5
0
аминтитанат
(ТЭАТ)
Ацетон
Спирт ЭТИЛОВЫЕ
11
28
71
3
и выдерживают при т. пл, ПЭНД 120± ±1°С в течение 15 мин. Количество связующего, заполнившее поры термопластичного каркаса, равно 5,3 г, что соответствует коэффициенту заполнения 0,98.
Прим.ер 7. Пористую заготовку тех же размеров и той же пористое ти, что в примере 5, но вьтолненную из полиамида П-68 изготавливают следующим образом: навешивают порошок дисперсностью 0,25 мм в количестве 7,9 г и равномерно распределяют по всему объему пресс-формы, уплотняют с удельным усилием 0,92-1,1 МПа, спе кают в свободном состоянии при 1851 в течение 30 мин, охлаждают до комнатной температуры, деформируют ,при нормальных условиях до степени деформации, соответствующей пористое ти 30%, а затем помещают в полимерное связукмцее следующего состава, мае.ч.:
Эпоксидная
смола ЭД-20 100 Тиокол20
Полиэтилен- полиамин
(ПЭПА)10
и выдерживают при температуре плавления полиамида 180+1°С в течение
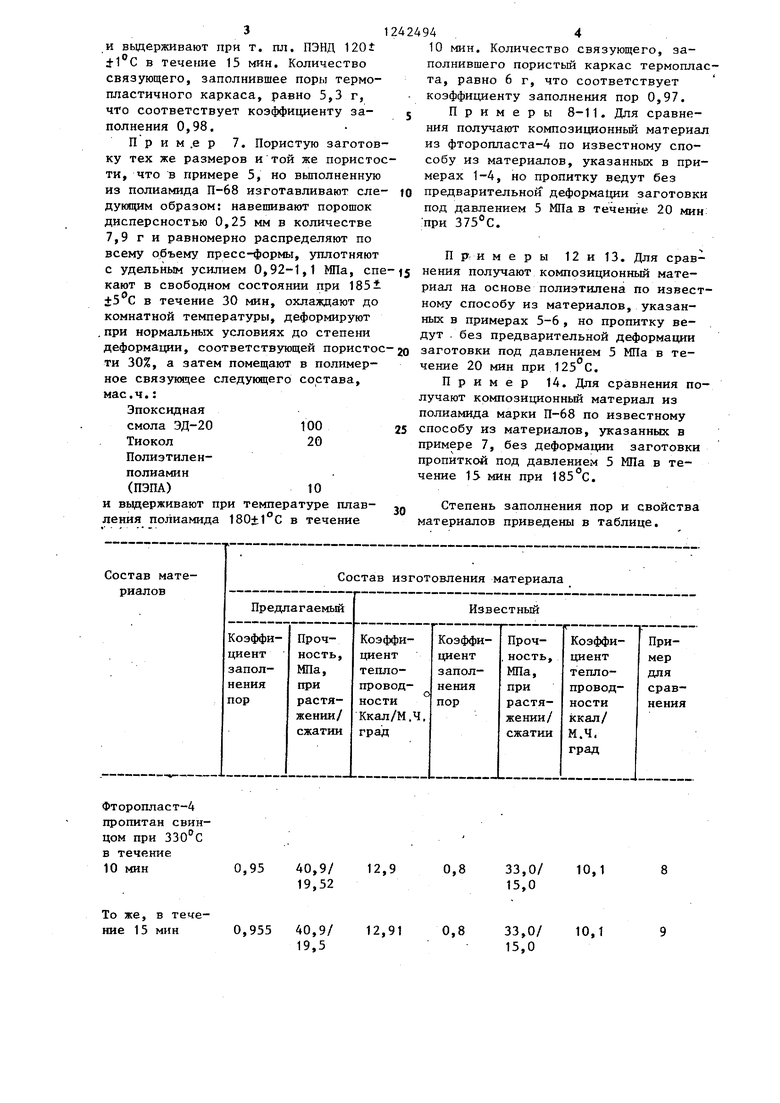
0,95
40,9/ 19,52
То же, в тенение 15 мин 0,955
40,9/ 19,5
424944
10 мин. Количество связующего, заполнившего пористый каркас термопласта, равно 6 г, что соответствует коэффициенту заполнения пор 0,97. 5 Примеры 8-11. Для сравнения получают композиционньш материал из фторош1аста-4 по известному способу из материалов, указанных в примерах 1-4, но пропитку ведут без to предварительной деформации заготовки под давлением 5 МПа в течение 20 мин при 375°С.
t5
20
25
30
Пр, имеры 12и 13. Для сравнения получают композиционный материал на основе полиэтилена по известному способу из материалов, указанных в примерах 5-6, но пропитку ведут . без предварительной деформации заготовки под давлением 5 МПа в течение 20 мин при 125 С.
Пример 14. Для сравнения получают композиционный материал из полиамида марки П-68 по известному способу из материалов, указанных в примере 7, без деформации заготовки пропиткой под давлением 5 МПа в течение 15 мин при .
Степень заполнения пор и свойства материалов приведены в таблице.
0,8
33,0/ 15,0
10,1
0,8
33,0/ 15,0
10,1
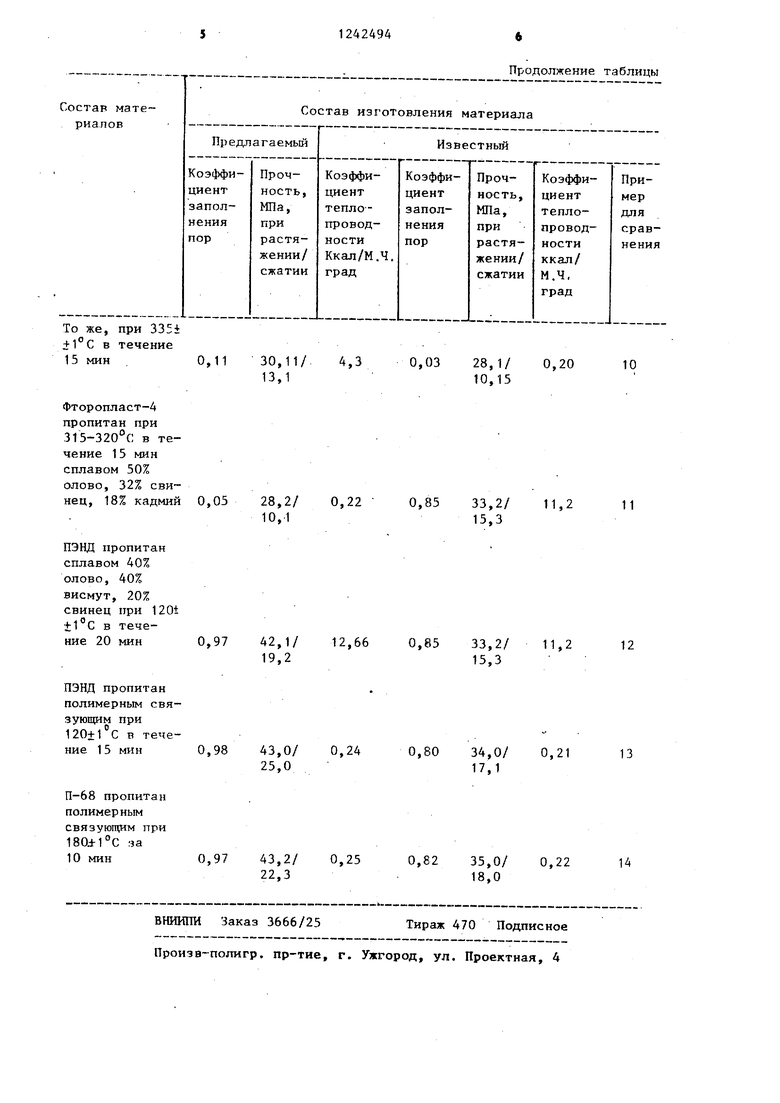
при 335± течение
0,11
30,11/ 13,1
4,3
0,05
28,2/ 10,1
0,22
0,97
42,1/ 19,2
12,66
0,98
43,0/ 25,0
0,24
0,97
43,2/ 22,3
0,25
ВНИИПИ Заказ 3666/25 Тираж 470 Подписное Произв-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Продолжение таблицы
28,1/ 10,15
0,20
10
33,2/ 15,3
11,2
11
33,2/ 15,3
11,2
12
34,0/ 17,1
0,21
13
35,0/ 18,0
0,22
14
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750074C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750066C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750065C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2749978C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750073C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2749980C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751856C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751873C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751868C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750075C1 |
| Горяинова А.В., Божков Г.К., Тихонова М.С | |||
| Фторопласты в машиностроении | |||
| М.: Машиностроение, 1971, с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
| Авторское свидетельство СССР № 568235, кл | |||
| Солесос | 1922 |
|
SU29A1 |
