В местах выхода наружу валов н осей наблюдаются утечки смазки из картеров и корпусов, в подшипниках которых они вращаются. Эта утечка нарушает нормальную работу агрегата и вызывает материальные потери, связанные с з-скоренным выходом из строя агрегатов и значительным расходом смазки. Известные средства защиты от утечек, применяемые отдельно или в комплексе, например маслосбрасывающие кольца, винтовые (шнековые) канавки, сальниковые набивки,, недостаточно эффективны. Самоподжимные резиновые сальники, имеющие широкое раопростра«ение, даже при значительном радиальном давлении на вал не обеспечивают полного устранения утечки смазки по поверхности вала при его вращении.
Одна из основных причин утечек смазки по поверхности вращающихся валов состоит в наличии на поверхности вращающихся валов чередующихся впадин и гребешков, характеризующих чистоту поверхности после обработки и в процессе обработки вследствие неизбежной вибрации вала и абразивного круга принимающих наклонное положение относительно оси вращения обрабатываемого вала, образуя с нею тупые или острые углы. Впадины и гребешки весьма малы, и если вал не вращается и уплотнен сальником, смазка по его поверхности не вытекает. В процессе же вращения вала эти впадины и гребещки отбрасывают часть смазки внутрь картера, но другую ее часть выбрасывают за рабочую кромку сальника наружу.
Кроме того, утечку с.мазки уве;1ичивает биение поверхности вала. Это объясняется тем, что между рабочей кромкой сальника и поверхностью вала образуется щель, так как упругие свойства сальников даже при усилении специальными пружинами не могут обеспечить мгновенное возвращение в начальное положение рабочей кромки вала, отброшенной биением ст его поверхности. Через большую щель смазка
№ 124826
вытекает свободно, а через малую щель вытекает под воздействием дополнительной силы-эффекта капиллярности.
Известно несколько способов задержания смазки при вращении вала только в одну сторону: а) проточка на валу винтовых канавок с наклоном, соответствующим направлению вращения вала; б) направленно.е одностороннее хонингование поверхности вала; в) нанесение щкурочного микрошнека «а поверхность вала. Однако проточка канавок не обеспечивает удержания смазки от вытекания, так как на большей, части поверхности вала под рабочей кромкой манжета имеются впадины и гребешки с неблагоприятным для удержания смазки наклоном. Кро.ме того, наличие канавок приводит к более быстрому износу рабочей кромки резинового сальника. Направленное хонингование и нанесение рисок наждачными шкурками (шкурочный микрошнек), хотя и дают нужный эффект в отношении задержания смазки, но не вполне технологичны.
Предлагаемый способ щлифования валов полностью решает задачу задержания смазки без какой бы то ни было дополнительной обработки даже при биении поверхности вала до 0,15 мм. Достигается это тем, что ось абразивного круга для обработки вала выводится из плоскости, перпендикулярной к плоскости, проходящей через оси обрабатываемого вала и круга.
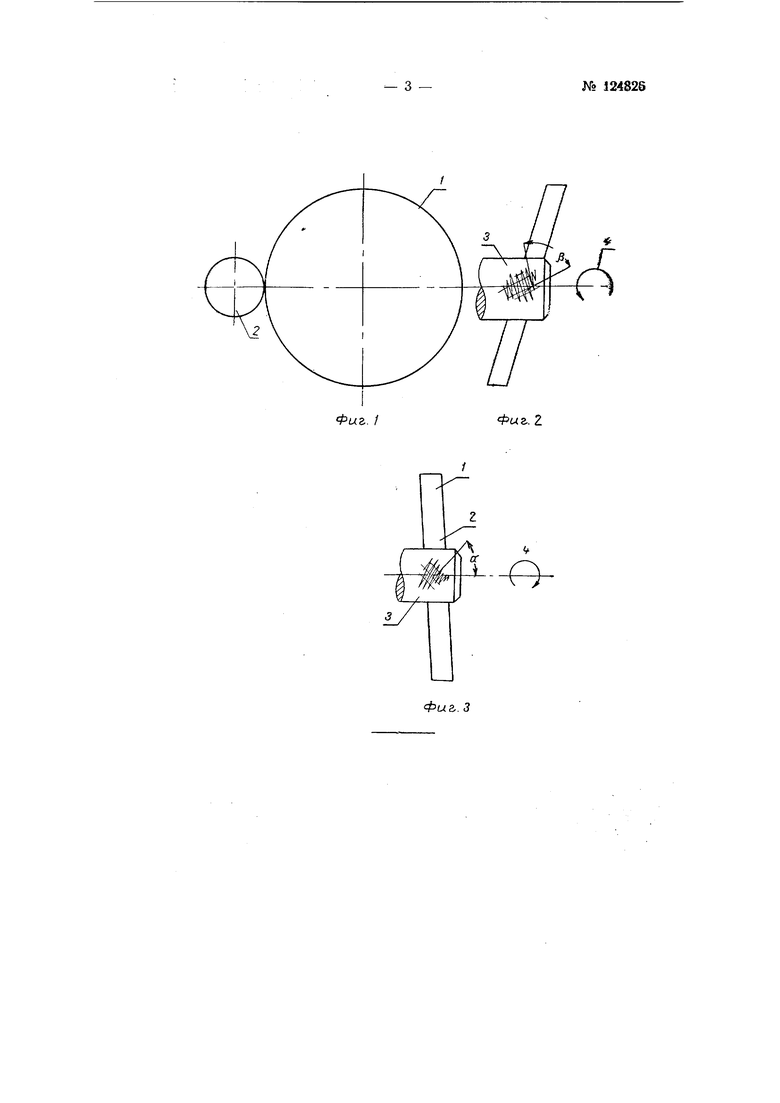
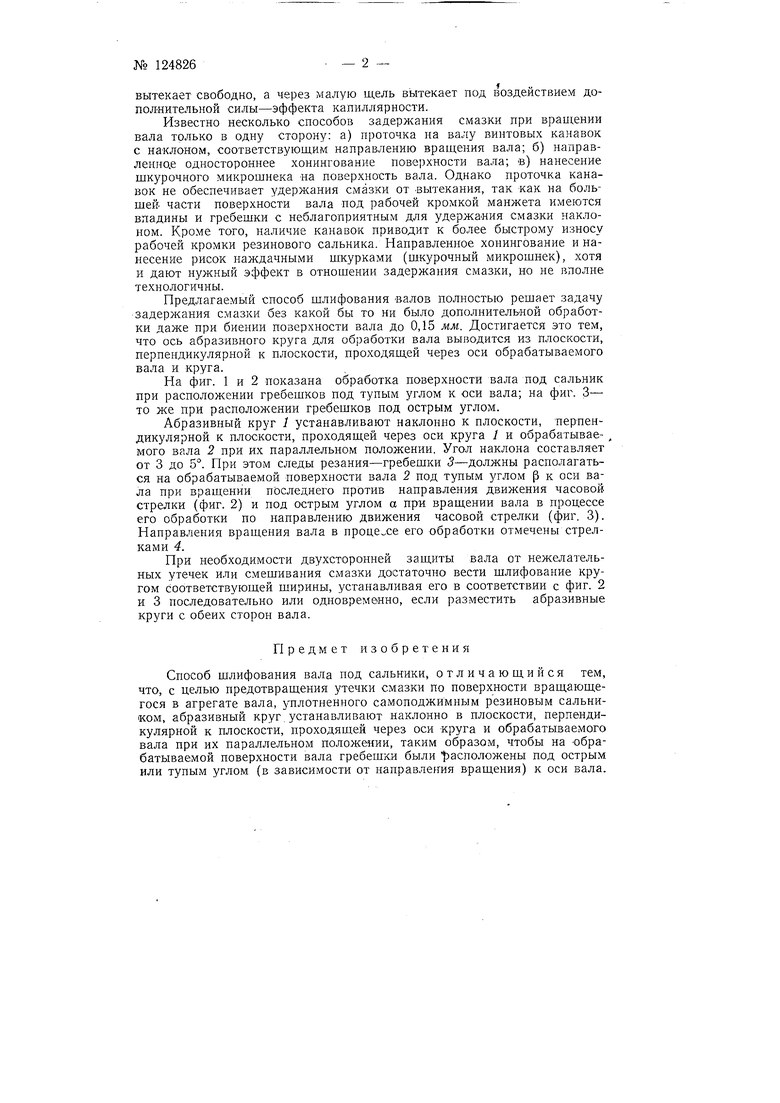
На фиг. 1 и 2 показана обработка поверхности вала под сальник при расположении гребешков под тупым углом к оси вала; на фиг. 3- то же при расположении гребешков под острым углом.
Абразивный круг 1 устанавливают наклонно к плоскости, перпендикулярной к плоскости, проходящей через оси круга / и обрабатываемого вала 2 при их параллельном положении. Угол наклона составляет от 3 до 5°. Нри этом следы резания-гребешки 3-должны располагаться на обрабатываемой поверхности вала 2 под тупым углом р к оси вала при вращении последнего против направления движения часовой стрелки (фиг. 2) и под острым углом а при вращении вала в процессе его обработки по направлению движения часовой стрелки (фиг. 3). Направления вращения вала в процессе его обработки отмечены стрелками 4.
При необходимости двухсторонией защиты вала от нежелательных утечек или смешивания смазки достаточно вести шлифование кругом соответствующей щирины, устанавливая его в соответствии с фиг. 2 и 3 последовательно или одновременно, если разместить абразивные круги с обеих сторон вала.
Предмет изобретения
Способ шлифования вала под сальники, отличающийся тем, что, с целью предотвращения утечки смазки по поверхности вращающегося в агрегате вала, уплотненного самоподжимным резиновым сальником, абразивный круг.устанавливают наклонно в плоскости, перпендикулярной к плоскости, проходящей через оси круга и обрабатываемого вала при их параллельном положении, таким образом, чтобы на обрабатываемой поверхности вала гребешки были {эасположены под острым или тупым углом (в зависимости от направления вращения) к оси вала.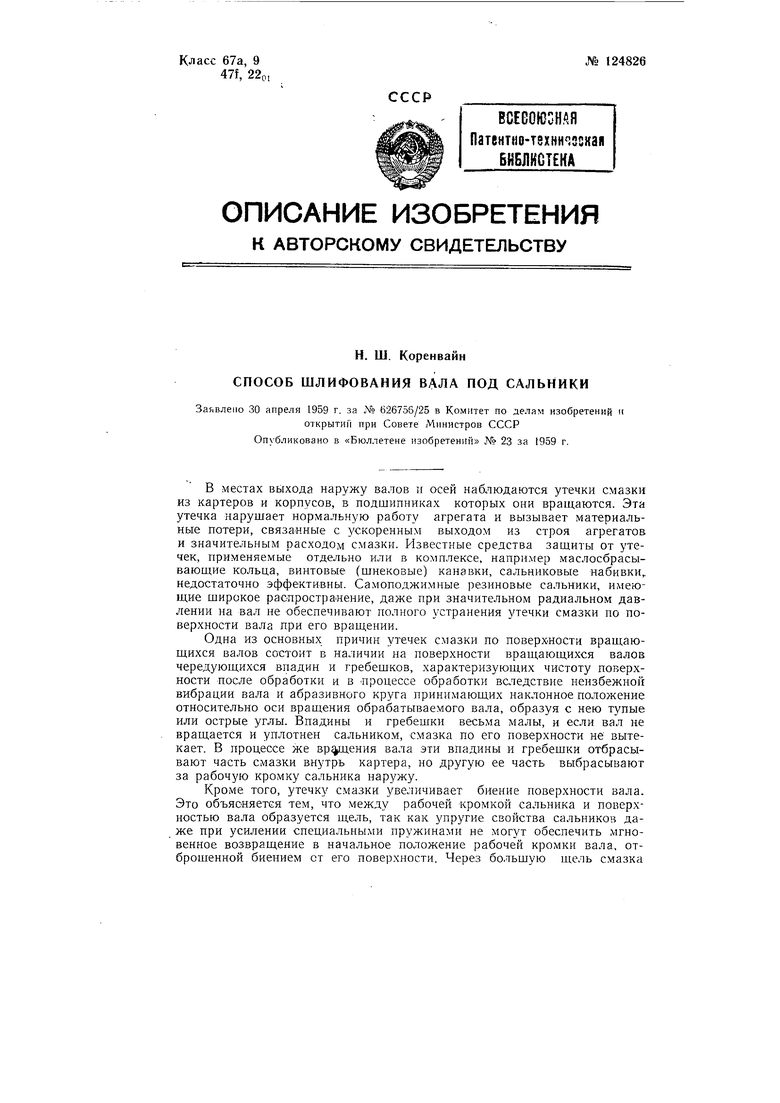
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ РАДИАЛЬНОГО ЗАЗОРА МЕЖДУ РОТОРОМ И СТАТОРОМ ТУРБИНЫ | 2012 |
|
RU2511818C2 |
| ПЛАВАЮЩЕЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО ЩЕЛЕВОГО УПЛОТНЕНИЯ | 1996 |
|
RU2105216C1 |