Изобретение относится к радиационной пирометрии и может быть использовано в устройствах контроля и управления температурным режимом нагревательных печей, преимущественно печей для нагрева слябов перед прокаткой на широкополосных станах.
Цель изобретения - повьшение надежности контроля температуры и упрощение обслуживания устройства.
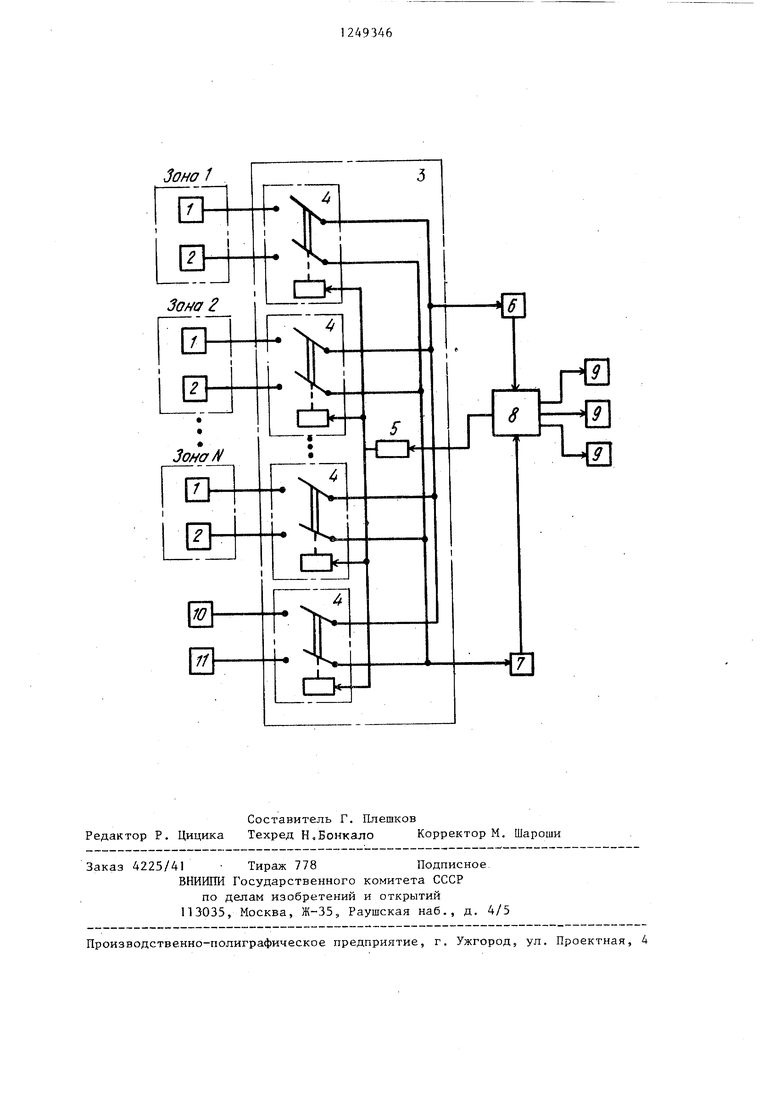
На чертеже изображена блок-схема устройства контроля температуры по веркности заготовок в нагревательной печи.
Устройство контроля температуры поверхности заготовок в нагревательной печи содержит датчики 1 излучения поверхности заготовок в контролируемых зонах печей, датчики 2 температуры кладки в тех же зонах, мульти плексор 3, включающий ключи 4 с управляющим входом и блок 5 управления нормализатор 6 сигналов датчиков излучения , нормализатор 7 сигналов датчиков температуры, вычислительное устройство 8, и регистрирующие приборы 9, а также источники IО и I 1 калибровочного напряжения.
Устройство работает следующим образом.
Устройство контроля температуры поверхности заготовок в нагревательных печах работает по принципу последовательного опроса датчиков 1, 2 и обработки данных каждой зоны. При этом для опроса очередной зоны на управляющий выход вычислительного устройства 8 выставляется код номера этой зоны. Этот код подается на вход блока 5 управления, что вызывает по- явление напряжения на обмотке того из двухканальных ключей 4, контакты которого связаны с датчиками I и 2 очередной зоны. Происходит одновременное замыкание контактов, связанны с датчиками I и 2 этой зоны. Сигнал низкого уровня датчика 1 поступает на нормализатор .6 и преобразуется в стандартньй сигнал уровня 0-5 В,
аналогично сигнал датчика 2 той же зоны преобразуется нормализатором 7. Сигналы стандартного уровня поступают на вход вычислительного устройства 8, где в модуле аналогового ввода преобразуются в цифровую форму.
Определение температуры металла производится посредством решения следующего алгебраического уравнения:
5 0 5
0
j 0 5
S,(Tj ,,,(T,J- -д
ffpM (TpJSpjT,j-s,,,3 ,
(I)
где f.
т )
1
ЬПИР
TM И Т.,
0
5
л (Т„ ) - коэффициенты излучения рабочего пространства печи и по- . верхности металла, зависящие от температуры;SH(TJ, Sp (Тр ) - выходные сигналы
датчиков 2, определенные при Т Ph соответственно;
-выходной сигнал датчика 1 ;
-температуры поверхности металла и рабочего пространства печи.
В этом уравнении неизвестными яв - ляются величины 3, зависящие от Т, и f „ , также зависящие от Т,,.
Функциональные зависимостиГр (Тр ) и „(Т) определены заранее экспериментально и заложены в память ЭВМ. Зависимость выходного сигнала датчика от температуры 8(т) представляет собой градуировочную характеристику пирометра. Она также хранится в памяти ЭВМ вместе с функциональными зависимостями V(Vp ), У( ), описывающими соответствие величин нормализованного напряжения на входе вычислительного устройства и сигнала датчиков 2 Vp и датчика 1 У,,„р соответственно. Эти функции представляют собой рабочие характеристики нормализаторов 6 и 7.
Уравнение (1) решается численным методом, причем на каждом шаге итерации по определенному значению 3„ рассчитьшают „(Т) и проверяют, удовлетворяется ли уравнение (1) при полученных значениях Т„ и „ . За первое значение 8„ принимают 3„„р . При положительном результате проверки найдется величина Т, которая через модуль аналогового вывода подается в виде напряжения постоянного тока на регистрирующий прибор 9, соответствующий обрабатываемой зоне.
При изменении параметров одного из нормализаторов его рабочая характеристика изменится и не будет соответствовать хранящейся в памяти зависимости. Поэтому периодически по сиг3
налу вычислительного устройства 8 производится соединение источников 10 и 11 калибровочного напряжения с нормализаторами, и при необходимости изменение хранящихся в памяти значений.
Калибровка производится, например следующим образом. Зависимости У(Ур.„ и V(,p ) задаются таблично. В режиме калибровки измеряется выходной сигнал нормализатора .при полностью разомкнутых контактах мультиплексора 3 , а затем при подаче на нормализатор калибровочного напряжения. Если расхождение превышает установленные границы, все значения таблицы пересчитываются по формуле:
.{V, +.Ч,)- (2)
- .
где Vj. - новое значение 1-го члена
таблицы;
V - старое значение i-ro члена
таблицы;
4V - изменение сигнала нормализатора при разомкнутых контактах мультиплексора - дрейф нуля;
V - сигнал нормализатора при подаче на его вход калибровочного напряжения;
Vg - предьщущее (эталонное) значение величины сигнала нормализатора при калибровке системы.
Повьшение надежности контроля температуры и упрощение обслуживания устройства обусловлено уменьшением числа нормализаторов по сравнению с известным устройством и Периодической их калибровкой.
49346
Формула изобретения
Устройство контроля температуры поверхности заготовок в нагревательной печи, включающее датчики ния поверхности заготовок в контролируемых зонах, температуры кладки в тех же зонах, нормализатор сигналов датчиков излучения инормапи- затор сигналов датчиков температуры,
10 вычислительное устройство, регистрирующие приборы, причем выход каждого нормализатору соединен с одним из входов вычислительного устройства, выходы которого соединены с регистриt5 рующими прибор.ами, отличающееся тем, что, с целью повьш1е- ния надежности контроля температуры и упрощения обслуживания, в устройство дополнительно введены мультиплек20 сор, содержащий ключи с управляющим входом и блок управления, а также два источника калибровочного напряжения, причем датчики излучегсия поверхности заготовок соединены с пер5 выми входами ключей мультиплексора, датчики температуры кладки - с вторыми входами ключей мультиплексора, источники калибровочного напряжения соединены с входами одного из ключей
Q мультиплексора, первый выход мультиплексора соединен с входом нормализатора сигналов датчиков излучения и с первыми выходами ключей, второй выход мультиплексора соединен с вторыми выходами ключей и с входом нормализатора сигналов датчиков температуры, при этом вход блока управления соединен с управляющим выходом вычислительного устройства, а выход - с управляющими входами ключей мульти5
0
плексора.
Зона 1
3i
Зона 2
MOB
i
2
Зона/
Е
X
щ
Составитель Г. Плешков Редактор Р. Цицика Техред Н.Бонкало Корректор М. Шароши
Заказ 4225/41 Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35., Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
8
рШ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля температуры поверхности заготовок в нагревательной печи | 1978 |
|
SU748149A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ МЕТАЛЛА | 1994 |
|
RU2107268C1 |
| Устройство для регулирования температуры поверхности заготовок | 1973 |
|
SU514898A1 |
| Устройство для контроля температуры поверхности слябов в нагревательной печи | 1990 |
|
SU1804600A3 |
| УСТРОЙСТВО для КОНТРОЛЯ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ ЗАГОТОВОК В НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1972 |
|
SU333419A1 |
| Способ контроля температуры поверхности заготовок в нагревательных печах | 1973 |
|
SU488998A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Система управления нагревом заготовок в кольцевой нагревательной печи | 1987 |
|
SU1479812A1 |
| Устройство для измерения температуры поверхности металла в нагревательной печи | 1987 |
|
SU1446490A1 |
| СИСТЕМА МОНИТОРИНГА ЧЕЛОВЕКА-ОПЕРАТОРА | 2001 |
|
RU2201130C2 |
Изобретение относится к радиационной пирометрии и может быть использовано в устройствах контроля и управления температурным режимом нагревательных печей. Цель изобретения - повьшение надежности контроля температуры металла и упрощение обслуживания системы. Цель достигается тем, что в устройство контроля температуры поверхности заготовок введен мультиплексор, состоящий из ключей и блока управления, посредством которого осуществляется соединение пары датчиков каждой контролируемой зонь с нормализаторами и через них с вычислительным устройством. 1 ил. (Л го i ;о сх 4ib О5
| Устройство для контроля температуры поверхности заготовок в нагревательной печи | 1978 |
|
SU748149A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Буглак Л.И | |||
| и др | |||
| Определение температуры металла с использованием микро-ЭВМ | |||
| - В кн.: АСУ технологическими процессами | |||
| М.: МДНТП, 1980, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
