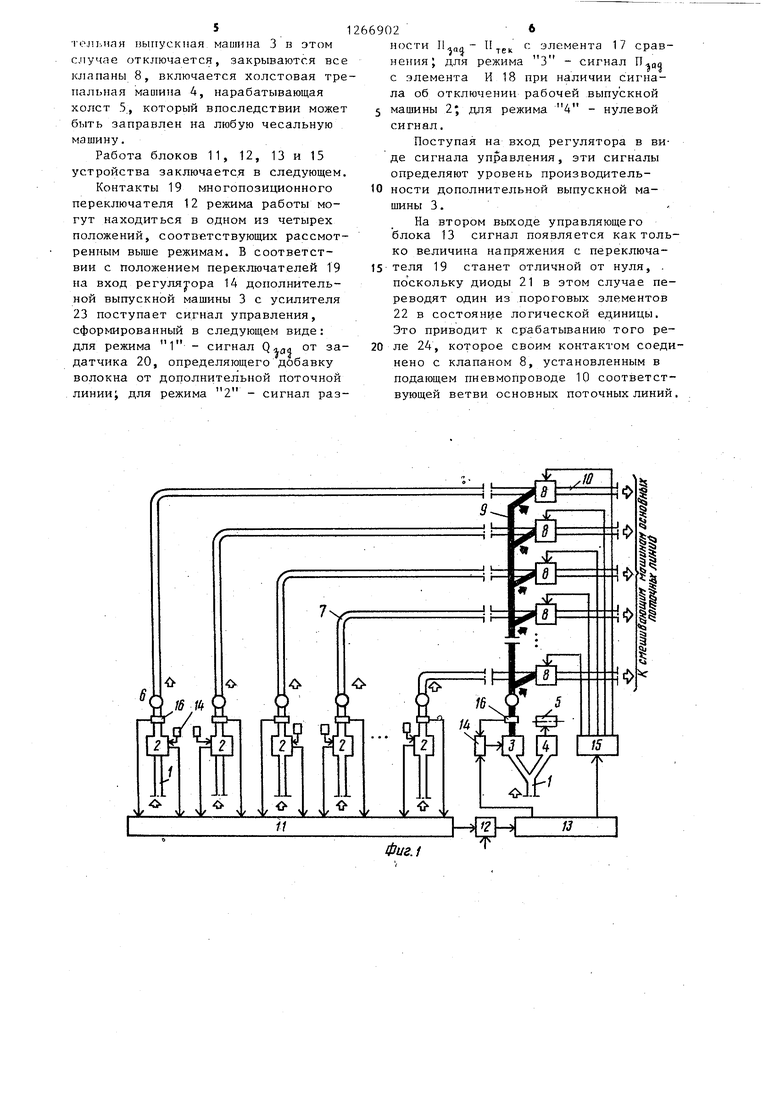
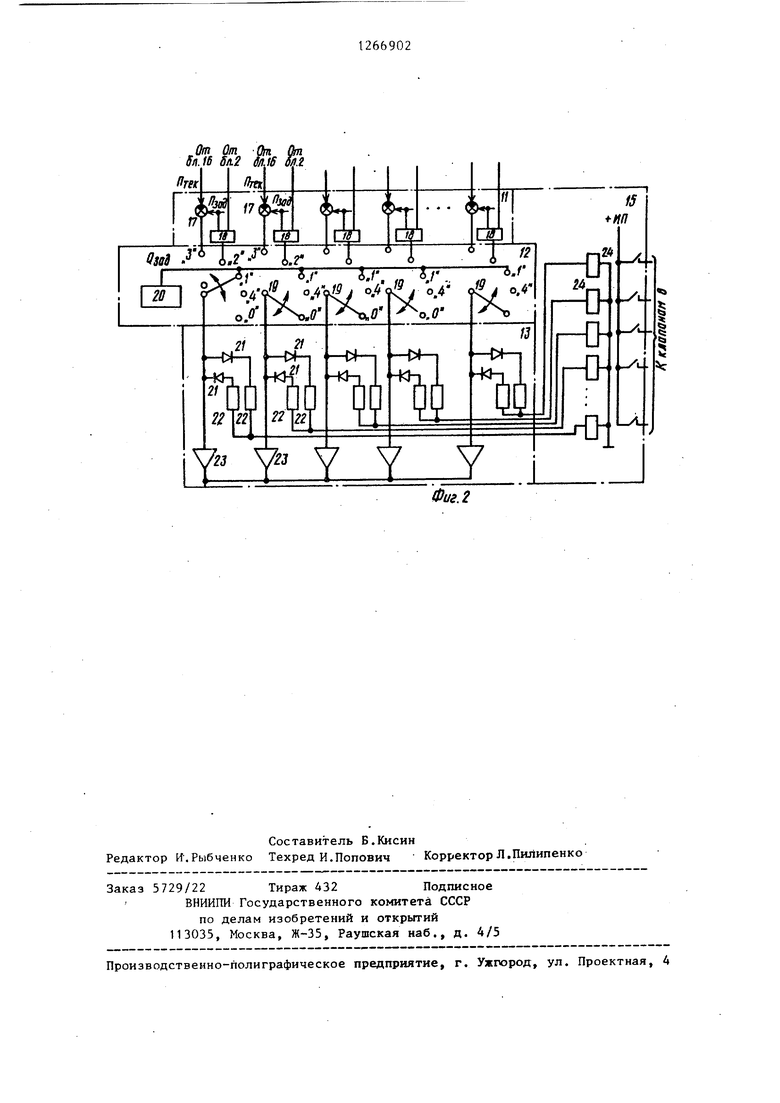
H:ui6p(. (чтносится к текстильной промышле.иности, конкретно к уст ройствам для стабилизации производительности поточной линии хлопкопрядения . Целью изобретения .является раси1ирение технологических возможностей путем ввода низкосортных добавок в поточную линию хлопкопрядения , На фиг, 1 представлена блок-схема устройства, на фиг. 2 - принципиальная схема устройства . Устройство состоит из питаюишх пневмопроводов 1, подающих волокно высоких сортов к рабочим выпускным машинам 2 поточной линии. Поточная линия, обрабатывающая низкосортное сырье, имеет дополнительную выпускную машину 3 и холстовую трепальную машину 4, вырабатывакчцую холст S. Машины 3 и 4 питаются с выхода свое го пневмопровода 1. Вентиляторами 6 волокнистый материал по выходным пневмопроводам 7 транспортируется от машин 2 к клапанам 8, к которым по выходному пневмопроводу 9 до полнительной выпускной машины подается низкосортное волокно от машины 3. Подающий пневмопровод 10 перемещает основной продукт с добавко к смешивающим машинам. Блок 11 роля режима работы выпускных рабочих машин, собирающий информацию о простое и производительности рабочих выпускных машин 2, через много позиционный переключатель 12 режима работы дополнительной выпускной машины соединен с управляющим блоком 13. Все выпускные машины имеют инди видуальные регуляторы 14 производительности. Первый выход управляющего блока 13 соединен с входом регулятора 14 производительности дополнительной выпускной машины 3, а вто рой выход блока через коммутатор 15 подключен к управляющим входам клап нов 8. Каждая из рабочих выпускных машин 2 и дополнительная выпускная машина 3 оснащены своим датчиком 16 производительности. Датчики 16 всех рабочих выпускных машин 2, кроме да чика дополнительной машины 3, подкл чены к блоку 11 контроля режима работы рабочих выпускных машин. Датчи 16 дополнительной выпускной машины 3 соединен с регулятором 14 производительности . Блок 11 контроля режима работы выпускных рабочих машин содержит злементы 17 сравнения по числу машин 2, на первый вход каждого -из которых поступает сигнал от датчика 16 производительности, а на второй - от задатчика производительности. Элементы И 18 первыми входами соединены с вторыми входами элементов сравнения, а вторые входы элементов И 18 подключены к станциям управления выпускных машин 2. Многопозиционный переключатель 12 режима работы представляет собой группу переключателе) 19, причем на один контакт каждого из переключателей поступает сигнал с выхода элемента 17 сравнения, на другой - с выхода элемента И 18, третий контакт соединен с задатчиком 20. Управляющий блок 13 состоит из пары встречно включенных диодов 21, соединенных с пороговыми элементами 22, и усилителей 23. Коммутатор 15 выполнен в в{ще реле 24 по количеству клапанов. Устройство работает следуюш 1м образом. Хлопок сравнительно высоких сортов, обладающий в среднем одинаковой податливостью к разрыхлению и очистке, обрабатывается, как правило,на нескольких поточных линиях, рабочие выпускные машины 2 которых получают волокно по своим питающим пневмопроводам 1 . Разрыхление и очистка низкосортного сырья производится Б устройстве на отдельной технологической цепочке, к выходу пневмопровода 1 которой подключены дополнительная выпускная машина 3 и холстовая трепальная машина 4. В случае заправки дополнительной линии тем же сырьем, что и основных линий, на основе предлагаемого устройства, кроме основного режима дозированного ввода низкосортной добавки, возможна также реализация режимов замещения одной отключенной ветви из числа работающих ветвей.основных линий и добавки волокна от дополнительной выпускной машины 3 при его дефиците в ветвях работающих основных поточных линий, а также режим перегонки. Для получения нужного режима работы дополнительной линии переклю3
чатели 19 многопозиционного переключателя 12 необходимо поставить в соответствующее положение.
Рассмотрим работу устройства во всех перечисленных режимах.
Дозированный ввод .низкосортных добавок.
Данному режиму соответствует положение 1 переключателей 19 блока 12. В таком режиме большая часть основных компонентов смеси обрабатывается на основных поточных линиях, а меньшая часть (например угары перерабатывается на поточной линии, питающей дополнительную выпускную машину 3. В этом случае многопозиционный переключатель 19 блока 12 не пропускает сигналов .от блока 11 контроля режима работы выпускных машин 2. Управляющий блок 13 по первому выходу выдает на регулятор 14 дополнительной выпускной машины .сигнал задания от задатчика 20 через усилитель 23, определяющий величину добавки мaтepиaлa согласно рецепту. Регулятор по сигналу своего датчика 16 стабилизирует эту величину. Второй выход блока 13 через коммутатор 15 открывает все клапаны 8, установленные в подающих пневмопроводах 10, перемещающих основные компоненты смеси, к смешивающим машинам.
Режим замещения отключенной ветви основных поточных линий.
Для получения данного, режима оператор устанавливает переключатель 19 замещаемой ветви в положение 2. Переключатели остальных ветвей ос.новных поточных линий должны быть в положении О.
Допустим, произошло отключение :( первой слева tio фиг. 1 ветви основных поточных линий. В этом случае от соответствующей рабочей выпускной машины 2 волокно для последующей обработки не подается. Недовыпуск продукции ликвидируется путем подачи волокна в подающий пневмопровод 10 отключенной ветви от Дополнительной выпускной машины 3 через вЬкодной пневмопровод 9 и соо тветствующий клапан 8. При .этом блок 11 контроля режима работы выпускных машин 2 через многопозиционный переключатель 12 режима работы подает сигнал на управляющий блок 13. Функцией этого блока является выработка команды на переключение через коммутатор 15 кла2669024
пана 8, установленного в пневмопроводе остановленной ветви, и подача сигнала управления на регулятор 14 производительности дополнительной 5 выпускной машины 3, задача которого - подать в соответствующий подающий пневмопровод 10 отключеннвй ветви пневмопровода 7 столько волокна, сколько было до отключения. Не10обходимость применения в этом режиме регулятора машины 3 объясняется тем, что ветви всех поточных линий работают с различной производительностью, установленной индивидуальны15 ми регуляторами 14, и оперативность замены, определяемая тем, как быстро резервную выпускную машину удается настроить на необходимый уровень производительности, определяет ка20 чество продукции данной ветви. Регулятор 14 выполнен в виде регулируемого электропривода питающих органов машин 2 и 3,что позволяем настраивать их на необходимый уровень 25 расхода и поддерживать его за счет индивидуальных датчиков 16 производительности .
Режим добавки волокна в ветвь ; основных поточных линий, работающую 0 с дефицитом волокна.
В положении 3 переключателей 19, выбираемо оператором через блок 12, происходит добавка волокна в подающий пневмопровод 10 той ветви 5 основных поточнь1х линий, которая
испытывает недостаток материала. Номер такой ветви выявляется блоком 11 контроля режима работы путем сравнения текущего значения производиQ тельности от каждого датчика 16 производительности с заданным значением расхода. Управляющий блок 13 на первом выходе формирует сигнал задания производительности-добавки регулято5 ра 14 машины 3, которая в дальнейшем поддерживается за счет своей обратной связи по расходу от датчика 16 дополнительной выпускной машины. Подача добавки волокна в нужный подаюQ щий пневмопровод 10 осуществляется через соответствующий клапан 8, который открывается по команде коммутатора 15, формируемой управляющим блоком 13 на своем втором выходе.
Режим перегонки используется тогда, когда по производственной ситуации нет необходимости ни в одном из )вьш1еперечисленных режимов. Дополни5
тельная выпускная машина 3 в этом случае отключается, закрываются все клапаны 8, включается холстовая трепальная машина 4, нарабатывающая холст 5., который впоследствии может быть заправлен на любую чесальную машину.
Работа блоков 11, 12, 13 и 15 устройства заключается в следующем.
Контакты 19 многопозиционного переключателя 12 режима работы могут находиться в одном из четырех положений, соответствующих рассмотренным выше режимам. В соответствии с положением переключателей 19 на вход регулятора 14 дополнительной выпускной машины 3 с усилителя 23 поступает сигнал управления, сформированный в следующем виде: для режима 1 - сигнал Q гаа ° задатчика 20, определяющего добавку волокна от дополнительной поточной
2 - сигнал разлинииJ для режима
66902
ности тек - элемента 17 сравнения; для режима 3 - сигнал с элемента И 18 при наличии сигнала об отключении рабочей выпускной
5 машины 2; для режима 4 - нулевой сигнал.
Поступая на вход регулятора в виде сигнала уп1равления, эти сигналы определяют уровень производитель10 ности дополнительной выпускной машины 3.
На втором выходе управляющего блока 13 сигнал появляется как только величина напряжения с переключа15 теля 19 станет отличной от нуля, . поскольку диоды 21 в этом случае переводят один из пороговых элементов 22 в состояние логической единицы. Это приводит к срабатыванию того ре20 ле 24, которое своим контактом соединено с клапаном 8, установленным в подающем пневмопроводе 10 соответствующей ветви основных поточных линий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для равномерного питания волокном группы чесальных машин | 1981 |
|
SU986979A1 |
| Устройство питания волокном параллельно работающих текстильных машин | 1985 |
|
SU1266903A1 |
| Регулятор производительности батареи кипоразборщиков | 1980 |
|
SU918345A1 |
| Устройство для регулирования подачи волокна к группе чесальных машин | 1989 |
|
SU1730235A1 |
| Регулятор производительности батареи кипоразборщиков | 1982 |
|
SU1049582A2 |
| Устройство стабилизации производительности агрегата питания группы трепальных машин | 1981 |
|
SU996537A1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПИТАНИЯ ТЕКСТИЛЬНЫХ МАШИН | 1996 |
|
RU2124594C1 |
| Устройство для регулирования производительности батареи кипоразборщиков | 1981 |
|
SU971932A1 |
| Устройство для питания волокном группы чесальных машин | 1987 |
|
SU1414893A1 |
| Устройство для регулирования производительности и сдвига ставок кипоразборщиков | 1983 |
|
SU1112069A1 |
УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ПРОИЗВОДИТЕЛЬНОСТИ ПОТОЧНОЙ ЛИНИИ ХЛОПКОПРЯДЕНИЯ, содержащее рабочие . выпускные машины, каждая из которых имеет индивидуальный регулятор производительности и выходной пневмопровод, блок контроля режима работы рабочих выпускных машин, входы которого подключены к выходам соответствующих станций управления рабочих выпускных машин, и коммутатор, отличающееся тем, что, с целью расширения технологических воз можностей путем ввода низкосортных добавок в поточную линию хлопкопрядения , оно снабжено дополнительной выпускной машиной, имеющей регулятор производительности и выходной пневмопровод, многопозиционный переключатель режима работы дополнительной выпускной машины, управляющий блок и по числу выходных пневмопроводов рабочих выпускных машин клапаны, при этом выходы блока контроля режима работы рабочих выпускных машкн подключены к соответствующим входам многопозиционного переключателя режима работы дополнительной выпускной маг шины, выходы которого соединены с соответствующими входами управляющего (Л блока, одним выходом связанного с входом регулятора производительности дополнительной выпускной машины, а другими через коммутатор подключенного к управляющим входам соответствующих клапанов, первые питающие входы которых соединены с выходами соответствующих выходных пневмопроводов рабочих выпускных машин, а вторые питающие входы связаны с выходами выходного пневмопровода дополнительной выпускной машины.
М|И / Фиг.1 П
От От Sfl.lB 6л.2
| Устройство для регулирования производительности батареи кипоразборщиков | 1981 |
|
SU971932A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
