fo Изобретение относится к сварочному производству, а именно к контактной сварке металлов на переменном токе, и может быть использовано Е; производстве изделий электронной техники и приборостроении при сварке деталей, требующих соединения с минимальной зоной термического влияния. Целью изобретения является повышение; надежности работы устройства за счет уменьшения величины перенапря:жения на ключах при выключении сварочного тока. На чертеже представлена блок-схема устройства для контактной сварки на переменном токе. Устройство содержит задатчик 1 числа импульсов и пауз, синхронизатор 2, блок управления 3 включением и выключением тока, элемент 2 И 4, инвер тор 5, усилители 6 и 7, разделительные трансформаторы 8 и 9, клю чи 9 - 13, состоящие из токоограничивающих резисторов 14 - 21, включенных в базовые цепи транзисторов 22 - 29, в эмиттерные цепи которых включены уравнивающие резисторы 30 37 и защитных диодов 38 - 41, сваро ный трансформатор 42 и шунтирующий резистор 43. Напряжение сети поступает на син ронизатор 2, который вырабатывает : импульсы при равенстве нулю питающего сетевого напряжения. С синхронизатора 2 импульсы поступают в:а за датчик 1 числа импульсов и пауз и блок управления 3 включением и выключением тока. При разрешающем сиг нале управления циклом задатчик 1 вырабатывает импульсы режима сварной точки или сварного шва, выражен ные числом полуволн сетевого напряжения. Блок управления 3 формирует импульсы, передний фронт которых on ределяет угол включения, а задний угол выключения сварочного тока. Импульсы управления с задатчика 1 и с блока управления 3 поступают на элемент2 И 4. При совпадении сигна лов на нем усилителем 6 формируются импульсы запуска, которые через раз делительный трансформатор 8 и токо ограничивающие резисторы 14, 15, 18 и 19 подаются на переходы база-эмит тер транзисторов 22, 23, 26 и 27 , ключей 10 и 12. Длительность импуль са определяет время открытого состо 462 ния ключей 10 и 12 и прохождение тока в сварочном трансформаторе 42. Независимо от полярности сетевого напряжения открывающий сигнал с трансформатора 8 поступает на транзисторы обоих ключей 10 и 12. Коммутация прохождения Toka от сети через сварочный трансформатор 42 осуществляется с помощью ключей 10, 12 и защитных диодов 38 и 40. При отсутствии импульсов управления на выходе элемента 2 И 4 инвертором 5 и усилителем 7 формируются сигналы включения, которые через разделительный трансформатор 9 и токоограничивающие резисторы 16, 17, 20 и 21 подаются на переходы база-эмиттер транзисторов 24, 25, 28 и 29 ключей 1 и 13. В этом случае ключи 11 и 13 подсоединяют шунтирующий резистор 43 к первичной обмотке сварочного трансформатора 42. Сопротивление резистора 43 выбирается в зависимости от необходимого снижения перенапряжения. Работа ключей 11 и 13 аналогична работе ключей 10 и 12, т.е. открывающий сигнал с обмоток трансформатора 9 поступает на транзисторы обоих ключей. Коммутация прохождения тока через резистор 43 осуществляется с помощью ключей 1 и 13 и защитных диодов 39 и 41 , ДлЯ-равномерного распределения коммутируемого тока между транзисторами ключей в цепь эмиттера каждого из них включен уравнивающий резистор 30 - 37. Разделительные трансформаторы 8 и 9 позволяют развязать цепи управления от напряжения сети. В ключах устройства показано параллельное соединение двух транзис- . торов, но их может быть и больше. Таким образом, снижения коммутационных перенапряжений добиваются путем шунтирования первичной обмотки сварочного трансформатора резистором. Резистор подключается с помощью ключей в момент отключения трансформатора от напряжения сети. С уменьшением величины сопротивления резистора уменьшается величина перенапряжения, обусловленная ЭДС самоиндукции, что повьщ1ает надежность работы транзисторов ключей и всего устройства в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВТОРИЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1998 |
|
RU2131640C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2239526C1 |
| СТАБИЛИЗАТОР СИММЕТРИЧНОГО ТРЕХФАЗНОГО НАПРЯЖЕНИЯ | 2003 |
|
RU2249895C2 |
| Двухполярный ключ переменного тока | 1977 |
|
SU711685A1 |
| СИСТЕМА БЕСПЕРЕБОЙНОГО ЭЛЕКТРОПИТАНИЯ | 1992 |
|
RU2037249C1 |
| Преобразователь постоянного напряжения в постоянное | 1989 |
|
SU1713057A1 |
| УСТРОЙСТВО КУЖЕКОВА-КРЫНОЧКИНА ЗАЩИТЫ ЭЛЕКТРОПРИЕМНИКОВ ОТ ПРЕВЫШЕНИЯ НАПРЯЖЕНИЯ | 2002 |
|
RU2241294C2 |
| ПОЛУМОСТОВОЙ ТРАНЗИСТОРНЫЙ ИНВЕРТОР | 2011 |
|
RU2457607C1 |
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2011 |
|
RU2470438C1 |
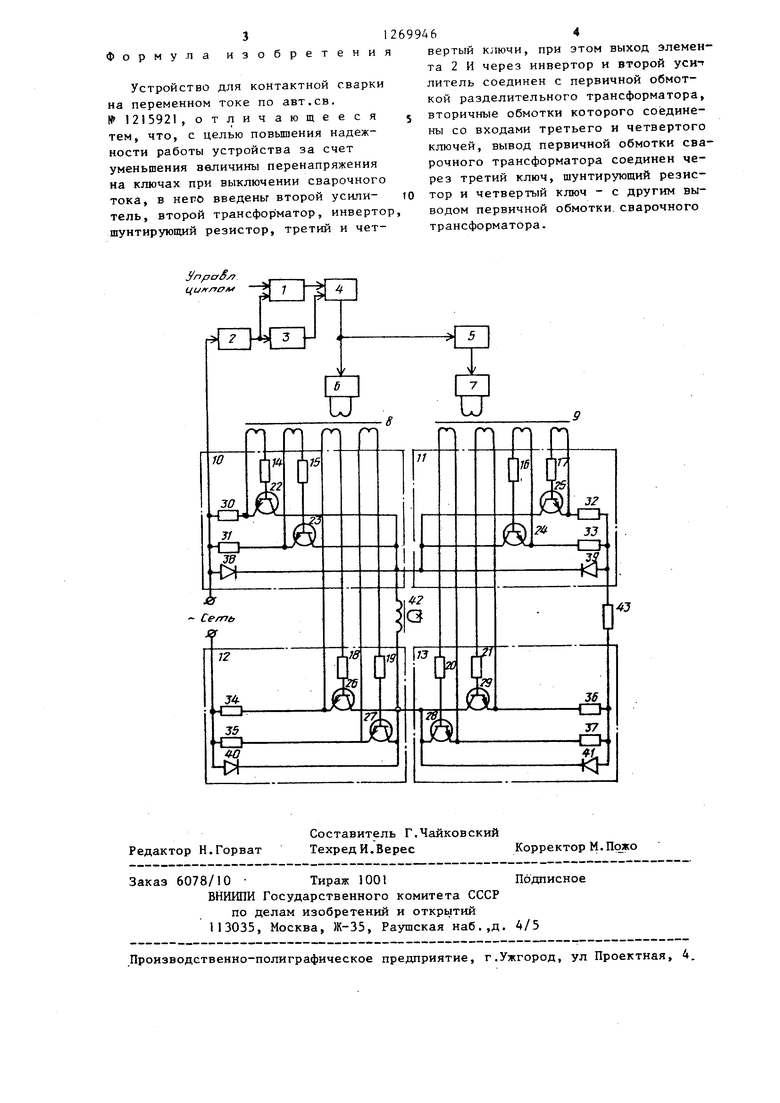
Изобретение относится к области сварочного производства, а именно к контактной сварке металлов на переменном токе, может быть использовано в производстве изделий электронной техники и приборостроении при сварке деталей, требующих соединения с минимальной зоной термического влияния. Изобретение позволяет повысить надежность работы устройства за счет уменьшения величины перенапряжения на ключах при выключении сварочного тока. Сущность изобретения заключается в том, что введены дополнительные ключи с шунтирующим резистором, которые подключаются параллельно первичной обмотке сварочного трансформатора при выключении сварочного тока. 1 ил S
| Устройство для контактной сварки на переменном токе | 1984 |
|
SU1215921A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
