Тренировка электровакуумных приборов и распы.чение rasoiioivioтителя выполняются обычно на раздельных установках и программируются обслуживающим персоналом. Такая технология пе обеспечивает высокой производительности труда.
Предлатаемый полуавтомат отличается тем, что позво.чяет совместить распыление газопоглотителя с процессом тренировки приборов и их перегрузкой с одного ряда naneaeii на другой при высокой производительности. .
Это достигается тем, что полуавтомат выпо.тнен и виде лпгогопозиционной конвейерной установки для трениро вки радиолами с многорядным расположением панелей и снабжен не только пн.тукторами для токо:в высокой частоты, по и механизмом перегрузки, перемепиэюнщм обрабатываемые приборы с одного ряда панелей на другой.
На фиг. 1 изображена схе.ма устройства. Обработка радиоламп У ведется в -контактных колодках 2 подв-ижных позиций 3. Электрические напряжения от источников питания подводятся через клеммы 4, ламели ;) и скользящие контакты 6. При переходе контактов 6 по ламелям 5 производится подключение электродов ламп / к различным источникам питания по заданной программе. Обработка ламп электромагнитным полем осуществляется индукторами 7, подключенными к генератору высокой частоты.. Перемещения индукторов осуществляются с помощью планки 8, ползунка 9, рычага 10 и пружины //. Для увеличения производительности устройства, сокращения его габаритов и сосредоточения индукторов в сокращенной зоне применено многорядное расположение рабочих позиций, при котором стадии распыления газопоглотителя осуществляются в различных рядах позиций. Для последовательного прохождения радиоламп по всем -рядам позиций применена соответствующая кинематическая схема (фиг. 2).
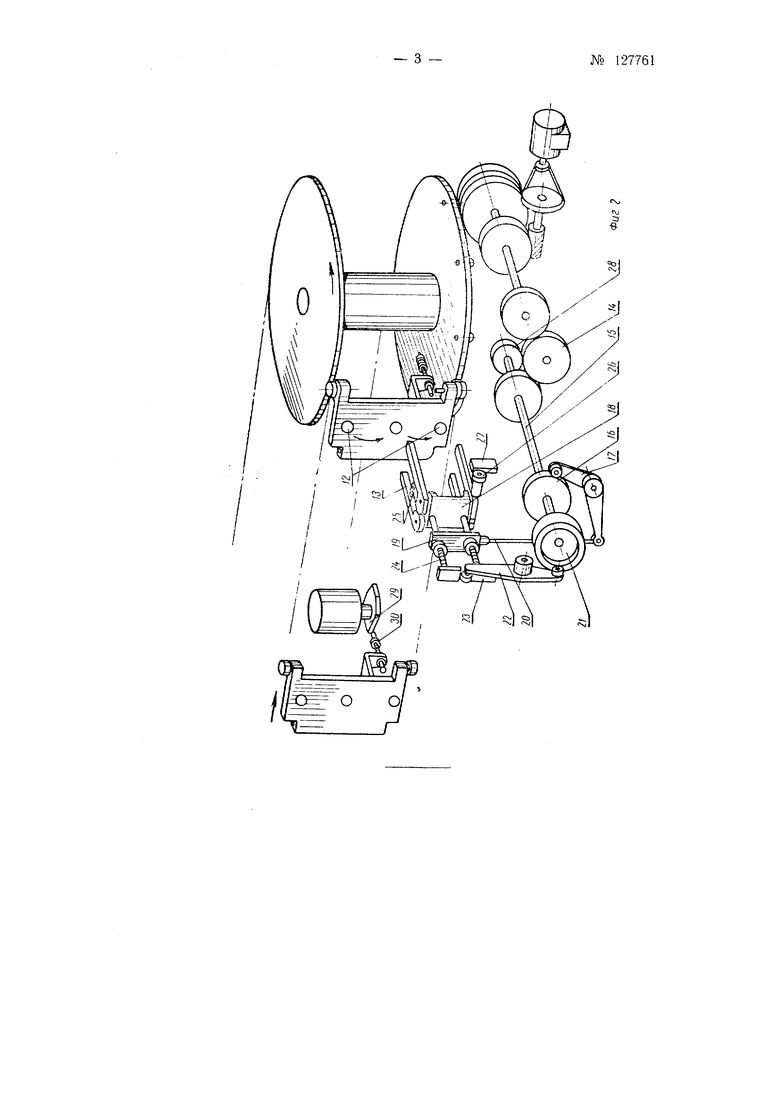
На звеньях конвейера pa:iMeuj,ei;fc; т|)и коит;-;ктные лам-повые колодки 12, образующие три рабочих позици. Лампы загружаются в верхний ряд позиций. Для пислсдоиательного прохождения ламп по всем трем рядам применена пара перегрузочных захватов 13, оеушестВЛЯ1ОЩИХ одноЕ)емеииук) лерегрузку двух ;гамп la верхнего н сред;:ег() рядов соответственно в средний и нижний. Привод перегрузочного уетройства оеущеетвляется через зубчатую передачу 14 и вал 15. От кулачка 16 через рычаг 17 осуществляются необходимые вертикальные перемещения общей державки 18 захватов пое(3едством ползуна 19 и тяги 20. От кулачка 2} через рычаг 22, планку 23 и пальцы с пружинами 24 захватом сообщаются горизонтальные перемещения для выгрузки и загрузки ла-мп. Зажим ламп захватами производится от пружин 2) и освобождение - при взаимодействии роликов 26 с уиорами 27. Кулачок 28 используется для привода индукторов. Для выгрузки обработанных издеЛНЙ используется клип 29, осуществляющий выталкиваниеламп из позиций при перемещении звеньев и взаимодействии с подпруЖиненными щтоками 30.
Ире д .м е т и з обретения
Полуавтомат тренирс вки электровакуумных приборов и распыления газопоглотителя, выполненный оз виде многонс-знцнонной конвейерной устаиовки пульсирующего действия с многорядным расположением панелей для тренируе.мых приборов, от л ич а ю nu-t и с я тем, что, е целью совмещения с распылением газопоглотителя процесса тренировки приборов прн высокой производительности без увеличения габаритов полуавтомата, он снабжен индукторами токов высокой частоты и механизмом перегрузки, состоящим из державки, на которой укреплены захваты, н кулачкового нривода, пе1)емещаюгцего с помощью подпружиненного рычага и тяги державку в вертикальнолг и горизонтальном направлениях, для перестановки обрабатываемых приборов с одного ряда панелей на другой.
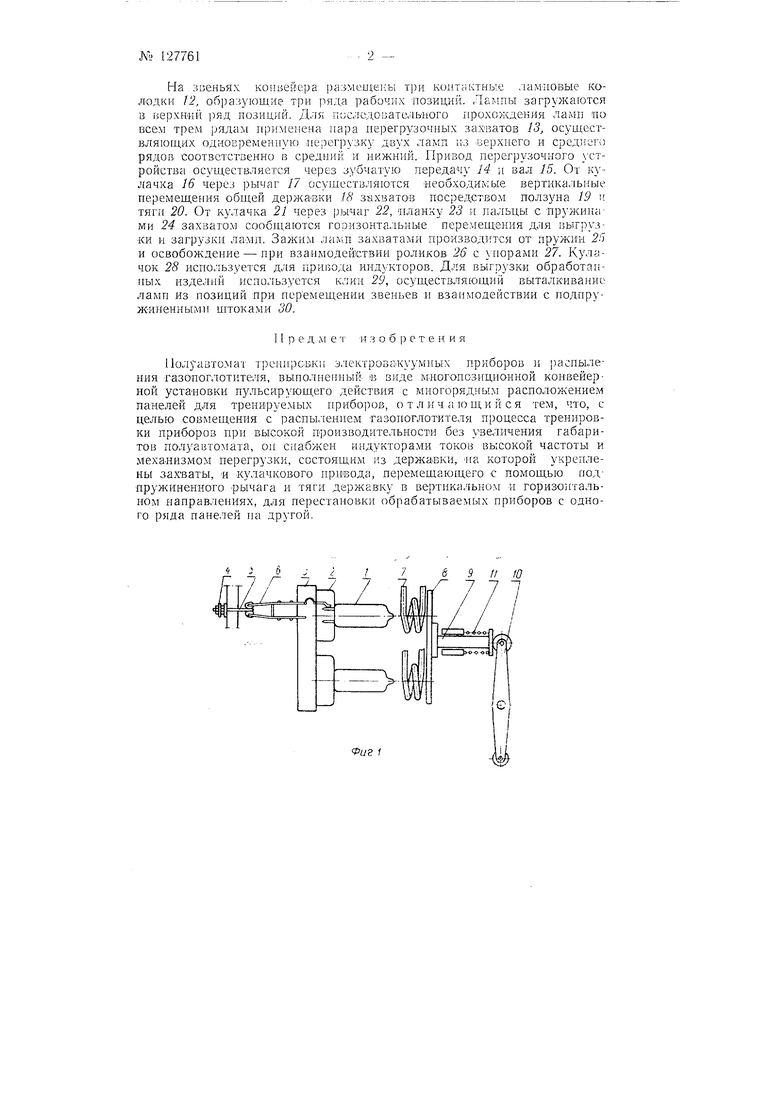
иг 1
