Изобретение относится к клеящим составам, предназначенным для изго- гоаления склеивающихся эмалированных проводов тонких и тончайших сечений. Данные составы наносятся непосредственно на полиуретановую изоляцию по совмещенной технологии за один технологический прием при температурах 350-450 С и скорости 230- 250 м/мин, Наличие клеящего термопластичного слоя па эмалированных проводах позволяет получать склеенные монолитные бескаркасные катушки или обмотки непосредственно в про- . цессе их намотки путем тепловой обработки.
Цель изобретения - снижение температуры склеивания проводов, а так-г
же улучшение технологических свойств состава о
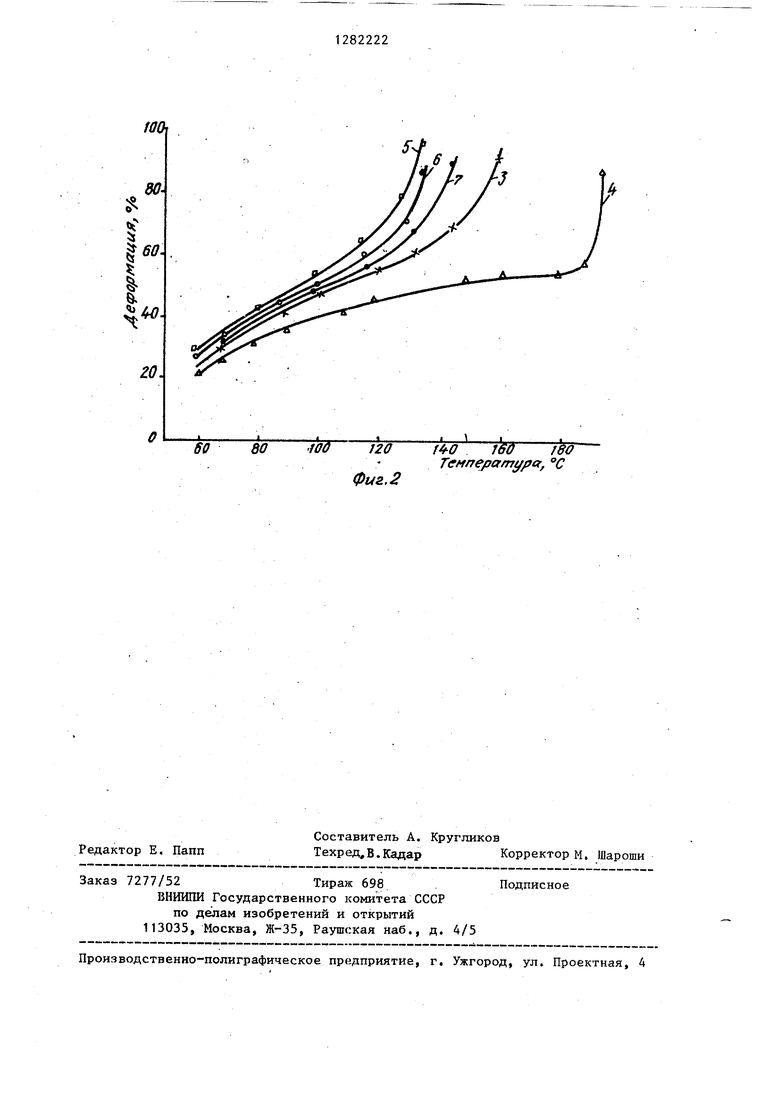
Па фиг, 1 представлена схема определения деформации образцов на фиг.2 графики зависимости деформации от температуры.
В трехгорлую колбу, снаблсенную мешалкой, термометром и обратным холодильником, помещают расчетное гсоли- чество димeтIiлфopмaмI-щa и прн включенной мешалке порциями загр жают поливинилбутираль. Включают обогрев. Содерлшмое колбы нагревают до 100 С при перемешивании и загружают термо- пластичньй полиуретан. Нагрев и перемешивание продолжают до полного растворения загруженных компонентов. Затем раствор фильтруют. Готовьш. состав имеет содержание нелетучих веществ 10-11 мас.% (1 г, 1 ч лри : 150 С) и вязкость по вискозиметру БЗ-4 при 20 С - 20-30 с. По предлагаемой схеме готовят составы 1-3, приведенные Е табл. 1.
Полученные клеящие составы 1-3,. а также исходный поливингтлбутнраль и термопласт1гчньш полиуретан подвергают licnLiTaHHHM на изменение деформации при нагревании. Для этого клеящие составы и растворы поливинил- бутиралЯ и термопластичного полиуретана наносят методом окунания на образцы медной прололоки диаметром 1 и длиной 280 мм и сушат при 150°С в течение 0,5 ч. Каждый образец провода, предварительно согнутьй пополам, укладывают между металдпгческимн пластинками 1 прибора (фит.1) для испытания деформации таким образом,что
0
с
каждый последующий образец располагается перпендикулярно к предьщуще- му (крест-накрест). Всего берут 14- 16 образцов 2 (фиг.1). Пластины сжимают грузом 4350 г. Прибор помещают в термостат и фиксируют положение верхней пластины h,. индикаторным микрометром. Термостат включают. По мере нагревания, термостата индикаторным микрометром фиксируют положение верхней пластины Ъ. Величину дефор- мации D определяют по.формуле
h, - bi
5
D 100%,
n b
где n - число образцов,
b - средняя диаметральная толщина клеящего слоя, мм. В результате испытаний получают 0 кривые зависимости деформации клеящего покрытия от температуры. Перегиб кривых соответствует температурам размягчения покрь тия (переход в вязко-текучее состояние). Кривая деформации для поливинилбутираля температура его перегиба 140-150 С (темп.размягчения по методу кольца и шара 150 С) имеет вид кривой 3 фиг.2. Для термогшастпчного полиуретана перегиб кривой, лежит в области 180-190 0 (кривая 4 фиг,2). Как видно из фиг,2, введение термопластичного полиуретана в кле.-ншй состав на основе поливинилбутираля ведёт к эффекту снижения, температуры размягчения клеящего покрытия: для состава 1 (табл. 1) перегиб кривой соответствует температуре (кривая 5 фиг.2), для состава 2 и 3 соответственно 123 и (кривые 6 и 7 фиг,2). Это позволяет прочно склеи5
0
вать провода в процессе намотки изделий при 150-170 0 в течение 1-3 с. При введении термопластичного по- 45 лиуретана в клеящий состав на основу поливинилбутираля в количестве больше 2,5 мас.% появляется явление липкости клеящего слоя в обычных условиях при хранении эмалированного провода.
50
Уменьшение содержания термпластичч
ного полиуретана в клеящем составе ниже 1,5 мас,% практически не ведет к снижению температуры размягчения клеящего покрытия и соответственно к повышению прочности склеивания проводов при указанных режимах.
В табл. 2 приведены данные по свойствам эмалироварп1ых проводов диамет3
ром О,02 MM с основной полиуретано- ;вой изоляцией и клеящим слоем на основе клеящих составов по рецептурам составов 1-3 по табл. 1 и в сравнении с известным.
Как видно из табл. 2, склеивающиеся провода, полученные с использованием предлагаемых клеящих со-, ставов, хорошо обслуживаются при 375i5°C в течение 1-3 с. имеют боле высокую прочность склеивания витков проводов при намотке изделий, чем провода, изготовленные с использованием известного состава.
Предлагаемые клеящие составы бо- лее технологичны: необходимую толщину клеящего слоя на проводе получают за меньшее количество проходов.
Таким образом, использование пре лагаемых клеящих составов для склеивающихся эмалированных проводов ведет к снижению температуры склеива
Поливинил бут.ираль
Термопластичньм
Толщина покрытия, мм при количестве проходов
Облуживание при (375i5) С, 1-3 с .
Коэффициент прочности слек- ивания (при 170°С, 5 мин)
ния и, соответственно, к повьш1ению прочности склеивания проводов при 150-170°С, Полученные склеивающиеся провода обслуживаются без предварительной зачистки изоляции. Клеящие составы технологичны, нанесение их на эмалированные провода с полиуре- тановой изоляцией осуществляется по совмещенной технологии при режимах, принятых для нанесения полиуретано- вого покрытия, с небольшим количеством проходов, что ведет к увеличению производительности труда при изготовлении склеивающихся проводов.
Использование изготовленных с применением предлагаемых клеящих составов склеивающихся проводов при изготовлении электрических катушек позволяет исключить стадию пропитки катушек для придания им монолитности повысить производительность труда пр их изготовлении, получить экономию электроэнергии.
Таблица 1
7,5
8,5
8,5
Таблица
2,2-2,4 2.2-2,4 2,2-2,4 1,5-1,7
804
|..,
I
20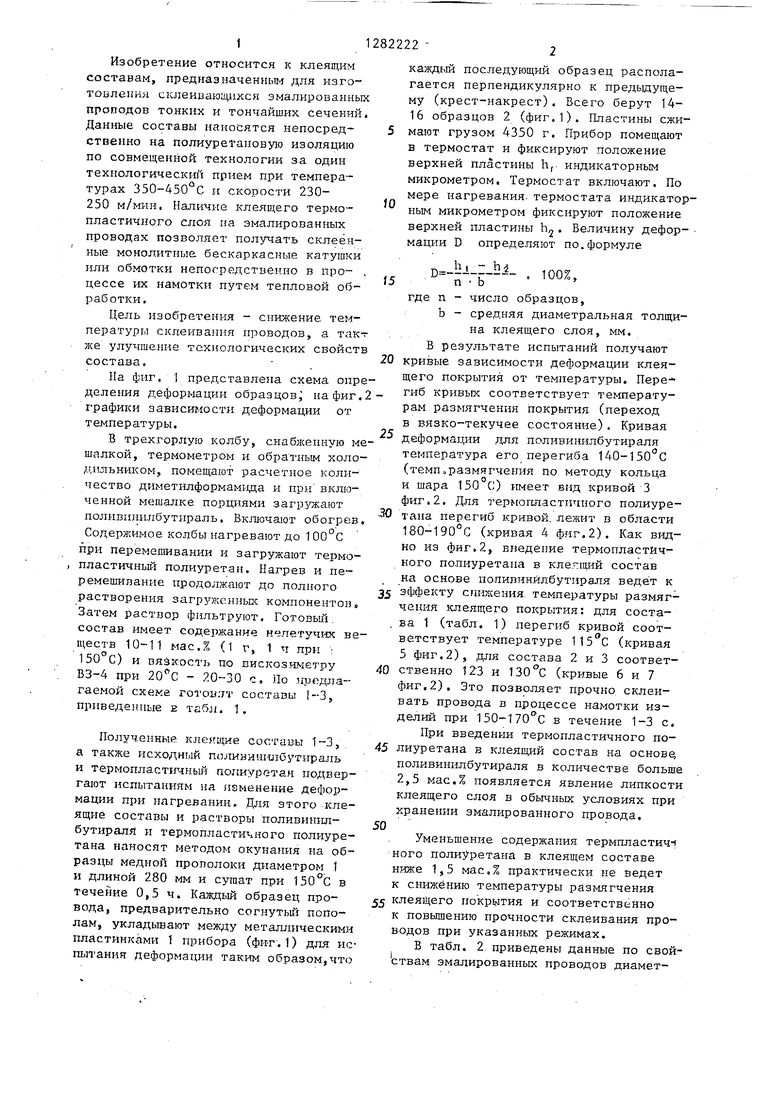
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеящий состав для эмалированных проводов | 1990 |
|
SU1760558A1 |
| КЛЕЯЩИЙ СОСТАВ ДЛЯ СКЛЕИВАЮЩИХСЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 1994 |
|
RU2079534C1 |
| Нагревостойкий эмалированный провод и способ его изготовления | 1978 |
|
SU974418A1 |
| ТЕРМОСТОЙКОЕ КЛЕЯЩЕЕ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ И ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ТАКИМ ПОКРЫТИЕМ, МАГНИТНЫЙ СЕРДЕЧНИК, ГДЕ ИСПОЛЬЗУЕТСЯ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2357994C2 |
| МНОГОСЛОЙНОЕ СТЕКЛО | 1993 |
|
RU2036870C1 |
| Термопластичная клеевая композиция с повышенной огнестойкостью | 2019 |
|
RU2712613C1 |
| СПОСОБ УПАКОВКИ КЛЕЯЩЕЙ КОМПОЗИЦИИ (ВАРИАНТЫ) И УПАКОВАННАЯ КЛЕЯЩАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1991 |
|
RU2096277C1 |
| ТЕРМОКЛЕИ С УВЕЛИЧЕННЫМ ВРЕМЕНЕМ ВЫДЕРЖКИ ПЕРЕД СКЛЕИВАНИЕМ | 2009 |
|
RU2526985C2 |
| БРИКЕТИРОВАННЫЕ ГЕРМЕТИКИ ДЛЯ СТЕКЛА | 2005 |
|
RU2392292C2 |
| БЕЗУТОЧНЫЕ ОДНОНАПРАВЛЕННЫЕ ТКАНИ, АРМИРОВАННЫЕ ВОЛОКНОМ | 2015 |
|
RU2681861C2 |
60
80
Редактор Е, Папп
Составитель А. Кругликов
Техред,В.ВСадар Корректор М. Шароши
Заказ 7277/52Тираж 698
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
J.
iSD 7 Темггерегтурсг, °С
Подписное
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Майофис И.М | |||
| и др | |||
| Исследование эмалированных проводов с дополнительным клеящим слоем | |||
| - Электротехническая промышленность | |||
| Сер | |||
| Кабельная техника, 1978, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Малинин Л.Н., Страхов В.В., Ананьев В.К | |||
| Термопластичные полиуретаны | |||
| - Пластичные массы, 1978, № 3, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Андрианов В.К., Панков Г.Е | |||
| Установка для испытания тончайших эмалированных проводов с дополнительным клеящим слоем на прочность склеивания,- Электротехническая промьшшен- ность | |||
| Сер | |||
| Кабельная техника, 1982, вып | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
