Изобретение относится к сварочному производству, а именно к источникам переменного низкочастотного тока, и может быть использовано в качестве источника тока для аргонодуговой сварки.
Цель изобретения - повышение качества сварного соединения, производительности сварки и снижение материалоемкости путем создания источника с ускоренным переходом тока через нулевое значение при сметель 26 разнополярных имнульсов. Выходы формирователя связаны со светодиодами силовых оптронных тиристоров и оптронных транзисторов 27 и 28 узла задания величины тока.
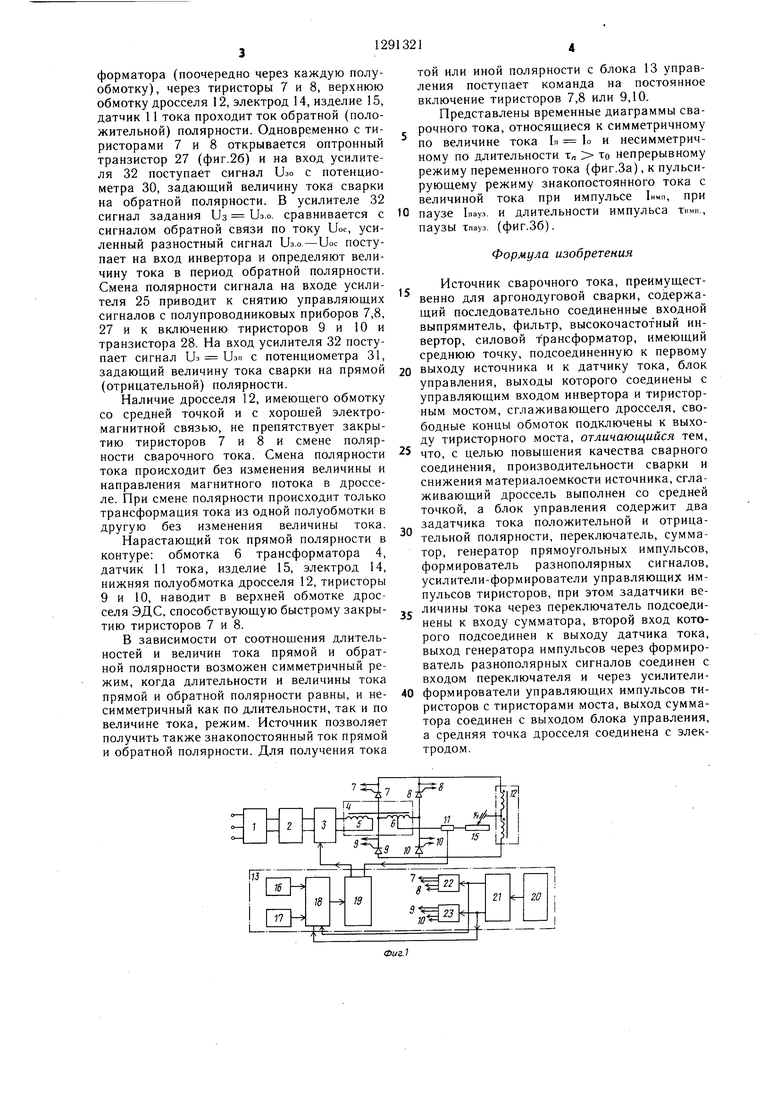
Узел задания величины тока (фиг.26) содержит раздельные задатчики величины тока прямой и обратной полярности - потенциометры 30 и 31, переключатель 29 с оптронными транзисторами 27 и 28 и сумне полярности и за счет получения им- Ю мирующий усилитель 32. Показаны также
светодиоды 33-38.
На эпюрах (фиг.2) приняты следующие обозначения: т„, TO - длительности периодов тока прямой и обратной полярности; Т 1/f - период и частота сварочного
напряжение задания
пульсных режимов и возможности регулировки постоянной составляющей сварочного тока.
На фиг. изображен источник питания; на фиг.2 - блок управления и эпюры потенциальных сигналов на выходе отдельныхтока; Uan, Uao, U
элементов схемы; на фиг.З - временныевеличины тока прямой и обратной полярдиаграммы сварочного тока.ности и просуммированный сигнал задания;
Источник питания (фиг.1) содержит вход-Uoc - напряжение с датчика обратной связи
ной выпрямитель 1, фильтр 2, высокочастот-по току; U|, U2 - напряжение питания.
ный инвертор 3, высокочастотный силовой 20 Входной выпрямитель 1 (фиг.1) подключается к силовой сети промышленной частоты. Выход выпрямителя через сглаживающий фильтр 2 подключен к входу инвертора 3. С выхода инвертора напряжение высокой частоты поступает на первичную обмотку 5
трансформатор 4 с первичной 5 и вторичной 6 обмотками, тиристорный мост, выполненный на тиристорах 7-10, датчик 11 сварочного тока (шунт), сглаживающий дроссель 12 и блок 13 управления работой инвертора и тиристорнэго моста. Вторичная обмотка силового трансформатора и обмотка дросселя имеют выведенные средние точки, к которым подсоединены сварочный электрод 14 и изделие 15. Блок 13 управления содержит два раздельных задатчика 16 и 17 величины тока прямой и обратной полярности, переключатель 18, сумматор 19, генератор 20 прямоугольных импульсов с раздельной регулировкой длительности импульсов положительной и отрицательной полярности, формирователь 21 и усилители- формирователи 22 и 23 управляющих импульсов тиристоров 7-10.
Входной выпрямитель 1 выполнен по трехфазной мостовой схеме на кремниевых диодах. Фильтр 2 Г-образный на электролити25
30
35
трансформатора 4. Вторичная обмотка 6 трансформатора включена в диагональ ти- ристорного моста.
Сглаживающий дроссель 12 имеет обмотку с выведенной средней точкой. Одним концом обмотка дросселя подсоединена к катодному выводу тиристорного моста 7-10, другим концом - к анодному выводу. Сварочная цепь (электрод 14 и изделие 15) подключены к выведенным средним точкам вторичной обмотки 6 трансформатора 4 и обмотки дросселя 12. Последовательно со сварочной цепью включен датчик 11 сварочного тока, сигнал с которого поступает на блок 13 управления. В последнем задатчики 16 и 17 величины тока через переключатель 18 подсоединены к входу сумматора 19,
ческих конденсаторах и дросселе. Высокочас- 40 генератор 20 прямоугольных импульсов через тотный инвертор 3 выполнен по полумосто-формирователь 21 подключен к усилитевой резонансной схеме. Высокочастотный однофазный трансформатор 4 с первичной 5 и вторичной 6 обмотками может быть выполнен на стальном или ферритовом сердечнике. Тиристорный мост реализован на вы- сокочастотных тиристорах. В качестве датчика 11 тока может быть использован шунт или шунт в комплекте с усилителем сигнала шунта. Дроссель 12 может быть выполлям 22 и 23. Выход формирователя 21 подсоединен к входу переключателя 18. Выходы блока 13 управления подсоединены к управляющему входу инвертора 3 и к управляющим электродам тиристоров 7-10.
Устройство работает следующим образом.
С генератора 24 (фиг.2а) на вход усилителя 25 поступают импульсы с длительностью «, соответствующей требуемой длинен на стальном или ферритовом сердеч- сп тельности прямой полярности сварочной дуги
f ffIff J „ч,-Ы
нике. Обмотки (полуобмотки) имеют хорошую электромагнитную связь.
Узел задания длительности сварочного тока (фиг.2а) управляет работой тиристоров 7-10 и задает длительность протекаи с частотой, равной требуемой частоте сварочного тока f 1/Т. На выходе усилителя 25 формируется знакопеременное напряжение прямоугольной формы с амплитудой Ui. В течение положительной полярности
ния тока прямой и обратной полярности, а 55 TO этого напряжения получают питание светоследовательно, и частоту сварочного тока. Узел содержит генератор 24 прямоугольных импульсов с усилителем 25, формирователь 26 разнополярных имнульсов. Выходы формирователя связаны со светодиодами силовых оптронных тиристоров и оптронных транзисторов 27 и 28 узла задания величины тока.
Узел задания величины тока (фиг.26) содержит раздельные задатчики величины тока прямой и обратной полярности - потенциометры 30 и 31, переключатель 29 с оптронными транзисторами 27 и 28 и сум мирующий усилитель 32. Показаны также
20 Входной выпрямитель 1 (фиг.1) подключается к силовой сети промышленной частоты. Выход выпрямителя через сглаживающий фильтр 2 подключен к входу инвертора 3. С выхода инвертора напряжение высокой частоты поступает на первичную обмотку 5
5
0
5
трансформатора 4. Вторичная обмотка 6 трансформатора включена в диагональ ти- ристорного моста.
Сглаживающий дроссель 12 имеет обмотку с выведенной средней точкой. Одним концом обмотка дросселя подсоединена к катодному выводу тиристорного моста 7-10, другим концом - к анодному выводу. Сварочная цепь (электрод 14 и изделие 15) подключены к выведенным средним точкам вторичной обмотки 6 трансформатора 4 и обмотки дросселя 12. Последовательно со сварочной цепью включен датчик 11 сварочного тока, сигнал с которого поступает на блок 13 управления. В последнем задатчики 16 и 17 величины тока через переключатель 18 подсоединены к входу сумматора 19,
0 генератор 20 прямоугольных импульсов через формирователь 21 подключен к усилитегенератор 20 прямоугольных импульсов через формирователь 21 подключен к усилителям 22 и 23. Выход формирователя 21 подсоединен к входу переключателя 18. Выходы блока 13 управления подсоединены к управляющему входу инвертора 3 и к управляющим электродам тиристоров 7-10.
Устройство работает следующим образом.
С генератора 24 (фиг.2а) на вход усилителя 25 поступают импульсы с длительностью «, соответствующей требуемой длительности прямой полярности сварочной дуги
„ч,-Ы
и с частотой, равной требуемой частоте сварочного тока f 1/Т. На выходе усилителя 25 формируется знакопеременное напряжение прямоугольной формы с амплитудой Ui. В течение положительной полярности
TO этого напряжения получают питание светодиоды 36 и 33.
Открываются тиристоры 7 и 8 тиристорного моста (фиг.1). По обмотке 6 трансформатора (поочередно через каждую полуобмотку), через тиристоры 7 и 8, верхнюю обмотку дросселя 12, электрод 14, изделие 15, датчик 11 тока проходит ток обратной (положительной) полярности. Одновременно с тиристорами 7 и 8 открывается оптронный транзистор 27 (фиг.26) и на вход усилителя 32 поступает сигнал Узо с потенциометра 30, задающий величину тока сварки на обратной полярности. В усилителе 32 сигнал задания Us Ua.o. сравнивается с сигналом обратной связи по току Uoc, усиленный разностный сигнал Ua.o-Uoc поступает на вход инвертора и определяют величину тока в период обратной полярности. Смена полярности сигнала на входе усилителя 25 приводит к снятию управляющих сигналов с полупроводниковых приборов 7,8, 27 и к включению тиристоров 9 и 10 и транзистора 28. На вход усилителя 32 поступает сигнал Us Uari с потенциометра 31, задающий величину тока сварки на прямой (отрицательной) полярности.
Наличие дросселя 12, имеющего обмотку со средней точкой и с хорощей электромагнитной связью, не препятствует закрытию тиристоров 7 и 8 и смене полярности сварочного тока. Смена полярности тока происходит без изменения величины и направления магнитного потока в дросселе. При смене полярности происходит только трансформация тока из одной полуобмотки в другую без изменения величины тока.
Нарастающий ток прямой полярности в контуре: обмотка 6 трансформатора 4, датчик 11 тока, изделие 15, электрод 14, нижняя полуобмотка дросселя 12, тиристоры 9 и 10, наводит в верхней обмотке дросселя ЭДС, способствующую быстрому закрытию тиристоров 7 и 8.
В зависимости от соотношения длительностей и величин тока прямой и обратной полярности возможен симметричный режим, когда длительности и величины тока прямой и обратной полярности равны, и несимметричный как по длительности, так и по величине тока, режим. Источник позволяет получить также знакопостоянный ток прямой и обратной полярности. Для получения тока
той или иной полярности с блока 13 управления поступает команда на постоянное включение тиристоров 7,8 или 9,10.
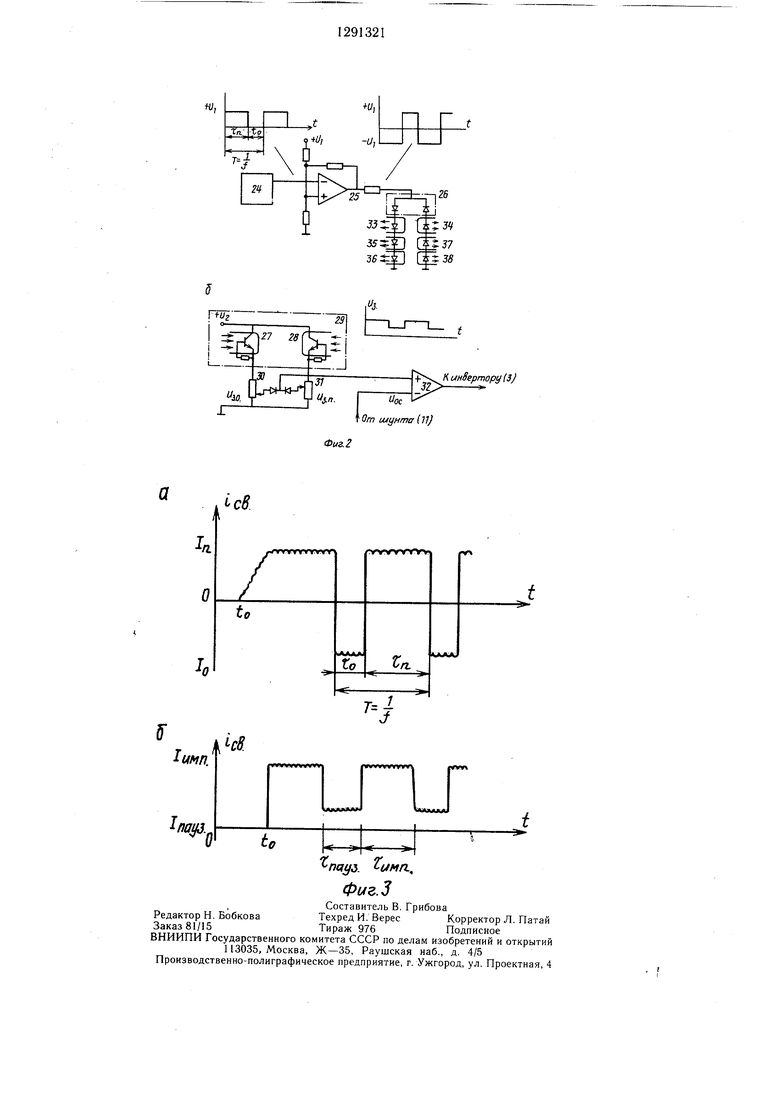
Представлены временные диаграммы сварочного тока, относящиеся к симметричному по величине тока In Ь и несимметричному по длительности Тл TO непрерывному режиму переменного тока (фиг.За), к пульсирующему режиму знакопостоянного тока с величиной тока при импульсе 1имп, при паузе Ьауз. и длительности импульса шмп,, паузы тпауз. (фиг.Зб).
Формула изобретения
5
Источник сварочного тока, преимущественно для аргонодуговой сварки, содержащий последовательно соединенные входной выпрямитель, фильтр, высокочастотный инвертор, силовой т рансформатор, имеющий среднюю точку, подсоединенную к первому
0 выходу источника и к датчику тока, блок управления, выходы которого соединены с управляющим входом инвертора и тиристор- ным мостом, сглаживающего дросселя, свободные концы обмоток подключены к выходу тиристорного моста, отличающийся тем,
5 что, с целью повышения качества сварного соединения, производительности сварки и снижения материалоемкости источника, сглаживающий дроссель выполнен со средней точкой, а блок управления содержит два задатчика тока положительной и отрицательной полярности, переключатель, сумматор, генератор прямоугольных импульсов, формирователь разнополярных сигналов, усилители-формирователи управляющих импульсов тиристоров, при этом задатчики ве, личины тока через переключатель подсоединены к входу сумматора, второй вход которого подсоединен к выходу датчика тока, выход генератора импульсов через формирователь разнополярных сигналов соединен с входом переключателя и через усилители0 формирователи управляющих импульсов тиристоров с тиристорами моста, выход сумматора соединен с выходом блока управления, а средняя точка дросселя соединена с электродом.
0
:f к инвертору (3)
vZx
От uuyHTja (П)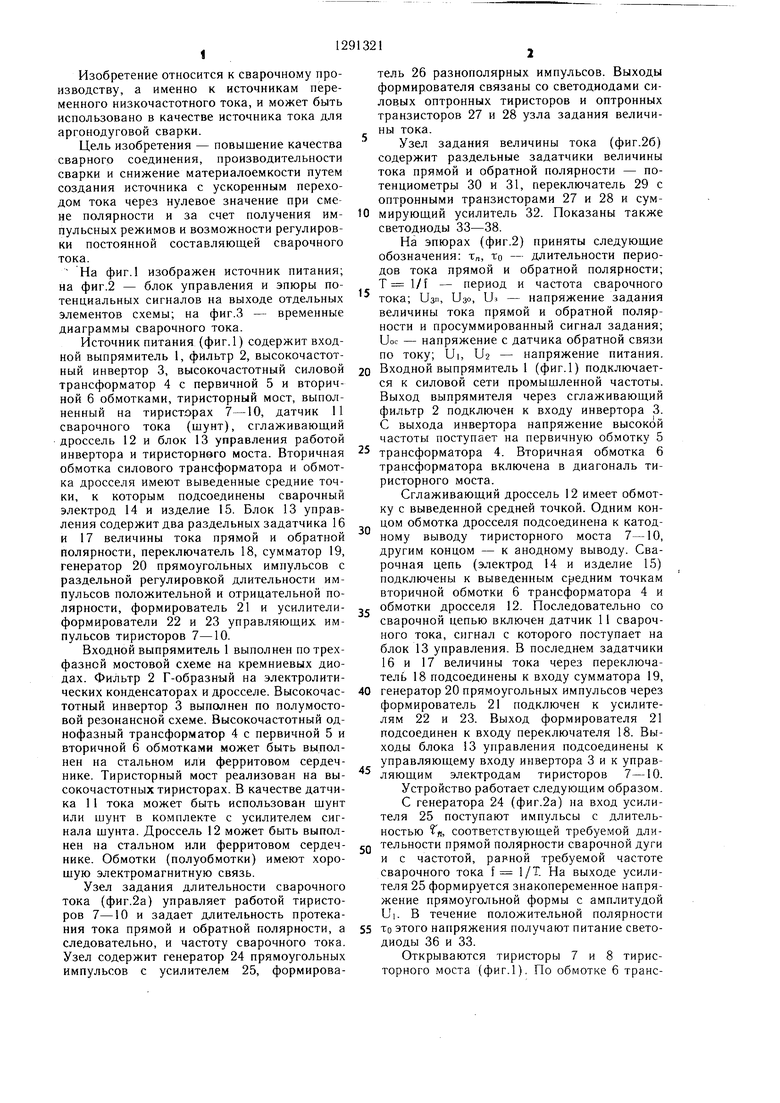
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2004 |
|
RU2275995C2 |
| ВТОРИЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1998 |
|
RU2131640C1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Самовозбуждающийся конвертор | 1978 |
|
SU780112A1 |
| Устройство для управления преобразователем частоты | 1988 |
|
SU1629953A1 |
| Устройство для управления электродвигателем воздуховсасывающего агрегата пылесоса | 1990 |
|
SU1734183A1 |
| ТИРИСТОРНЫЙ ИНВЕРТОР | 2006 |
|
RU2314631C1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1996 |
|
RU2094196C1 |
Изобретение относится к области сварочного производства, может быть использовано в качестве источника тока для аргоно- дуговой сварки. Изобретение позволяет повысить качество сварного соединения, производительность сварки и снизить материалоемкость источника путем получения импульсных режимов и возможности регулировки постоянной составляющей сварочного тока. Цель достигается тем, что сглаживающий дроссель выполнен с двухсекционной обмоткой с выведенной средней точкой, а блок управления состоит из двух задатчиков величины тока положительной и отрицательной полярности, переключателя, сумматора, генератора прямоугольных импульсов, формирователя радиополярных сигналов, усилителей-формирователей управляющих импульсов тиристоров. В зависимости от соотношения длительностей и величин тока прямой и обратной полярностей, задаваемых блоком управления, возможен симметричный режим, когда длительности и величины тока прямой и обратной полярности равны, и несимметричный режим как по длительности, так и по величине тока. 3 ил. i (Л ю г со 1С
а
t-ce
Редактор Н. Бобкова Заказ 81/15
Составитель В. Грибова
Техред И. ВересКорректор Л. Патай
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская изб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
| 0 |
|
SU136825A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
