Изобретение относится к монтажу и ремонту стальных облицовок водоводов, включая заделанные в скалу трубопроводы, гидротехнического сооружения, а именно к способу исправления различных дефектов в сварных стыковых швах и стенках трубо- провода.
Целью изобретения является повышение качества работ при наличии грунтовых вод в затрубном пространстве облицовок.
На фиг. 1 изображен фрагмент обли- цовки с дефектом и технологическим отверстием; на фиг. 2 - разрез А-А на фиг. 1 (после исправления дефекта).
Способ исправления дефектов осуществляется следуюш,им образом:
Обнаруженный дефект подвергают пред- варительной подготовке, содержание которой зависит в каждом конкретном случае от вида дефекта (трещина, раковина и т. п.) и его местоположения (в стенке облицовки или сварном стыке).
Так, например, при обнаружении трещины 1 в стенке 2 облицовки производят зас- верловку 3 концов трещины, исключая вероятность ее дальнейшего распространения. Затем производят выборку 4 дефектного металла.
После этого вблизи исправляемого дефекта сверлят отверстие 5(10-16 мм), местоположение которого выбирают таким, что выходящие из отверстия вода, а затем пар
0
5
не мешают сварщику произвести заварку швом 6 исправляемого дефекта.
После заварки дефекта отверстие 5 заделывают стальной конической пробкой 7 со стальным уплотнительным кольцом 8 на цилиндрическом конце путем их совместной запрессовки. В процессе запрессовки уплот- нительное кольцо 8 деформируется, плотно . заполняя зазор между конической пробкой 7 и отверстием 5. Таким образом, обеспечивается качественное исправление трещины 1 в стенке 2 облицовки и герметичная заделка отверстия 5, обеспечивающая качественное выполнение сварного шва 9 при последующей обварке пробки 7.
Формула изобретения
Способ исправления дефектов в стенках металлических облицовок гидротехнического сооружения, включающий предварительную подготовку дефекта и последующую его заварку, отличающийся тем, что, с целью повышения качества работ при наличии грунтовых вод в затрубном пространстве облицовок, перед заваркой дефекта в облицовке вблизи дефекта выполняют отверстие, которое после заварки дефекта заделывают стальной конической пробкой со стальным уплотнительным кольцом на ее цилиндрическом конце путем их совместной запрессовки и последующей обварки пробки.
Зою лоЭготовленного к jaSapKe в сректа (пары, раковинд, трещина)
Фиг. 2
Составитель А. Козловский
Редактор И. НиколайчукТехред И. ВересКорректор М. Пожо
Заказ 210/32Тираж 607Подписное
ВНИИПИ Государствениого комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4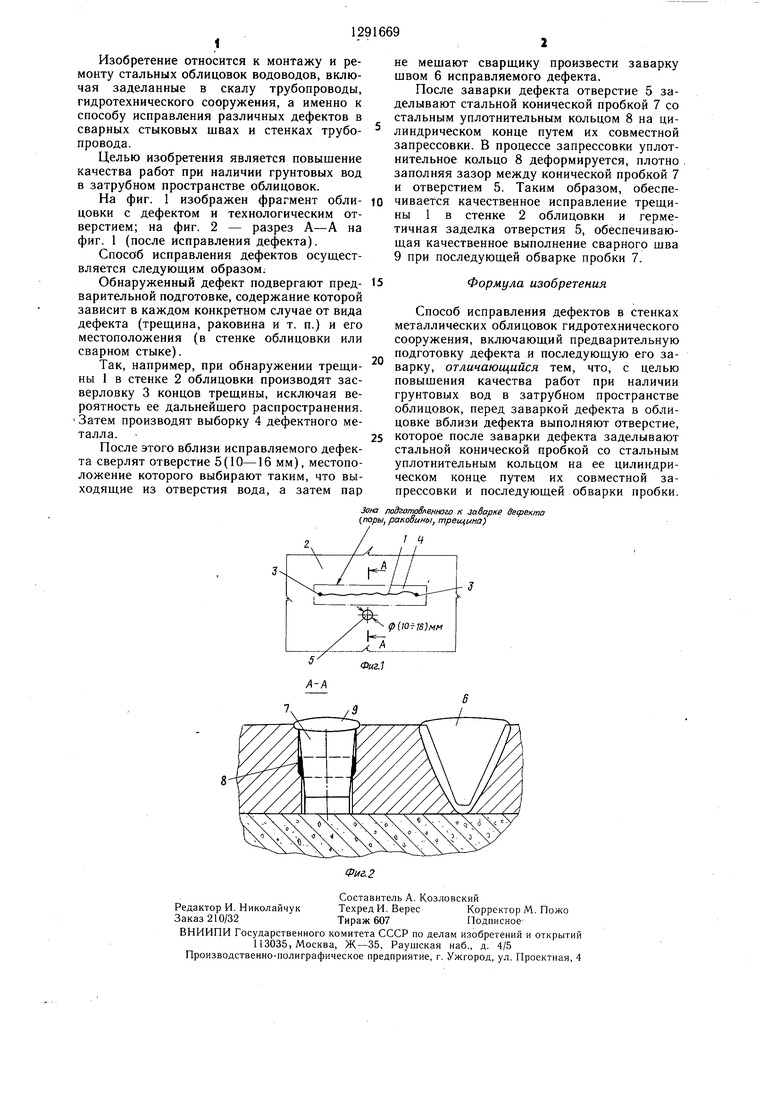
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заделки технологических отверстий в металлических облицовках гидротехнического сооружения | 1985 |
|
SU1291668A1 |
| Устройство для заделки инъекционных отверстий металлической облицовки водовода | 1989 |
|
SU1657572A1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
| СПОСОБ ПОВЫШЕНИЯ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ НАХОДЯЩЕГОСЯ В ЭКСПЛУАТАЦИИ СТАЛЕЖЕЛЕЗОБЕТОННОГО ТУРБИННОГО ВОДОВОДА | 2010 |
|
RU2433222C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| Способ возведения комбинированной обделки подземного водовода | 1979 |
|
SU875065A1 |
| Способ монтажа металлической облицовки водовода | 1990 |
|
SU1715951A1 |
| Способ сооружения глубинного водосброса | 1980 |
|
SU1025782A1 |
| Способ заделки дефектов в литых деталях из магниевых сплавов | 2019 |
|
RU2718807C1 |
Изобретение относится к монтажу и ремонту стальных облицовок водоводов ГЭС. Целью изобретения является повышение качества работ при наличии грунтовых вод в затрубном пространстве облицовок. Перед заваркой дефекта в облицовке вблизи дефекта выполняют отверстие. Местоположение отверстия выбирают таким образом, чтобы выходящие из отверстия вода, а затем пар не мещали сварщику произвести заварку щвом исправляемого дефекта. После заварки дефекта заделывают отверстие стальной конической пробкой со стальным уплотнительным кольцом на ее цилиндрическом конце. Заделку отверстия ведут путем совместной запрессовки пробки с уплотнительным кольцом и последующей обварки по контуру Отверстия. 2 ил.g ND со О5 05 со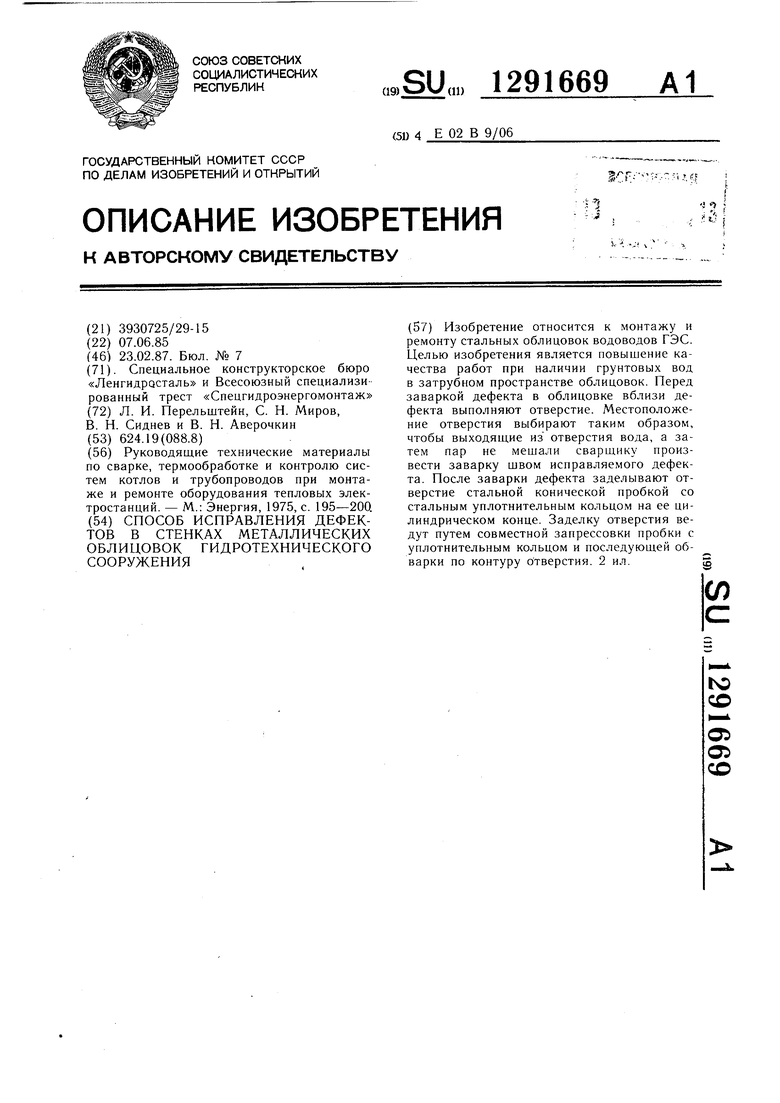
| Руководящие технические материалы по сварке, термообработке и контролю систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций | |||
| - М.: Энергия, 1975, с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
