1
(21)4687964/15 (22)11.05.89 (46)23.06.91. Бюл. Ne23
(71)Всесоюзный специализированный трест по монтажу гидросилового оборудования Спецгидроэнергомонтаж
(72)В.С.Петров и В.Н.Аверочкин (53) 627.8(088.8)
(56) Фрейшиет А.Р., Хохарин А.Х., Шор А.М Стальные трубопроводы гидроэлектростанций. - М.: Энергоиздат, 1982, с 221, рис. 11.18 а,д.
(54) УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ ИНЪЕКЦИОННЫХ ОТВЕРСТИЙ МЕТАЛЛИЧЕСКОЙ ОБЛИЦОВКИ ВОДОВОДА (57) Изобретение относится к области гидротехнического строительства и касается устройств, используемых при монтаже и ремонте стальных облицовок железобетонных водоводов ГЭС Цель изобретения - повышение герметичности заделки инъекционных отверстий металлической облицовки водоводов при сокращении трудозатрат и повышении качества сварного шва. Заглушка для инъекционных отверстий 2 выполнена в виде сферической накладки 4 с резиновым уплотнением 3 и установлена на внутренней поверхности металлической облицовки водовода 1. 1 ил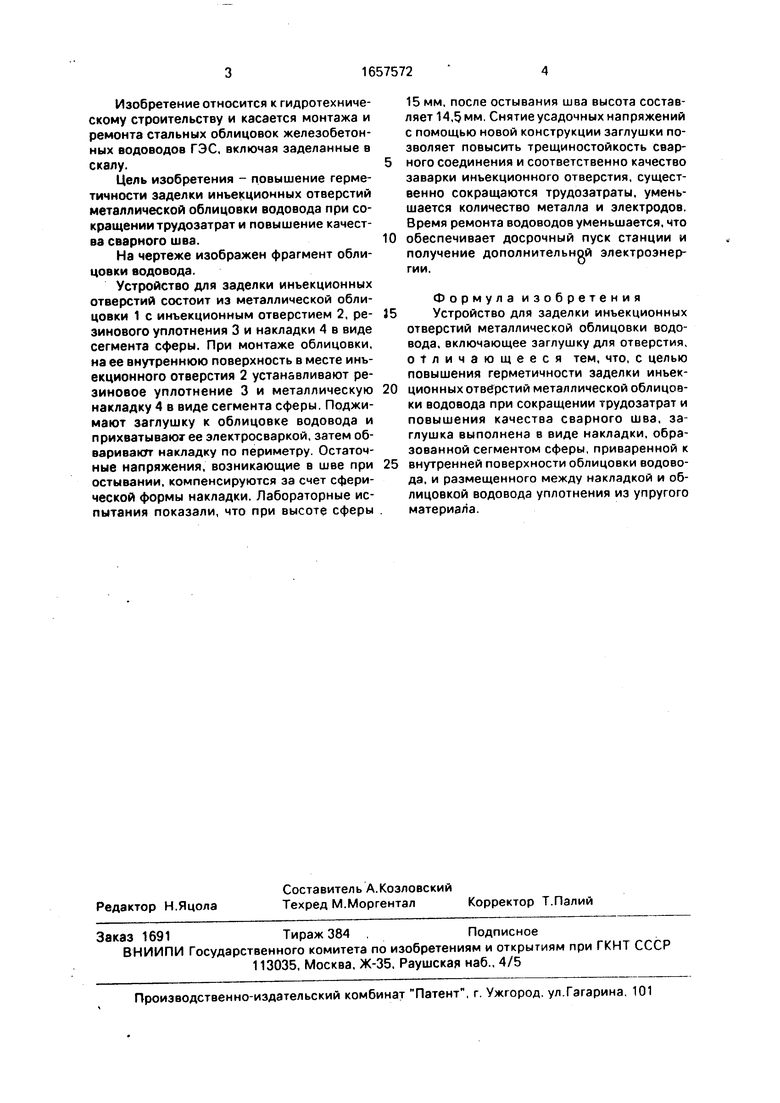
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исправления дефектов в стенках металлических облицовок гидротехнического сооружения | 1985 |
|
SU1291669A1 |
| СПОСОБ ПОВЫШЕНИЯ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ НАХОДЯЩЕГОСЯ В ЭКСПЛУАТАЦИИ СТАЛЕЖЕЛЕЗОБЕТОННОГО ТУРБИННОГО ВОДОВОДА | 2010 |
|
RU2433222C1 |
| Способ реконструкции деформационных швов сборных противофильтрационных бетонных и железобетонных облицовок гидротехнических сооружений | 2016 |
|
RU2654084C1 |
| Соединение напорных трубопроводов большого диаметра | 1987 |
|
SU1425270A1 |
| Способ контроля герметичности сварных соединений напорных водоводов ГЭС и ГАЭС | 2021 |
|
RU2772560C1 |
| Способ ликвидации зазоров за стальной облицовкой напорного подземного водовода | 1986 |
|
SU1393873A1 |
| СТАЛЕЖЕЛЕЗОБЕТОННЫЙ ТУРБИННЫЙ НАПОРНЫЙ ВОДОВОД | 2004 |
|
RU2272866C1 |
| УПЛОТНЕНИЕ ДЕФОРМАЦИОННОГО ШВА СЕКЦИЙ СТАЛЕЖЕЛЕЗОБЕТОННОГО (ЖЕЛЕЗОБЕТОННОГО) ТРУБОПРОВОДА | 2009 |
|
RU2422585C2 |
| СТАЛЕЖЕЛЕЗОБЕТОННЫЙ ТУРБИННЫЙ НАПОРНЫЙ ВОДОВОД | 2003 |
|
RU2235826C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ДЕФОРМАЦИОННЫХ ШВОВ ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЙ, ДЕФОРМАЦИОННЫЙ ШОВ (ВАРИАНТЫ), СОСТАВ КЛЕЯ ДЛЯ ЕГО ВЫПОЛНЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2234567C1 |

0100
№
С
Изобретение относится к гидротехническому строительству и касается монтажа и ремонта стальных облицовок железобетонных водоводов ГЭС, включая заделанные в скалу.
Цель изобретения - повышение герметичности заделки инъекционных отверстий металлической облицовки водовода при сокращении трудозатрат и повышение качества сварного шва.
На чертеже изображен фрагмент облицовки водовода.
Устройство для заделки инъекционных отверстий состоит из металлической облицовки 1 с инъекционным отверстием 2, ре- зинового уплотнения 3 и накладки 4 в виде сегмента сферы. При монтаже облицовки, на ее внутреннюю поверхность в месте инъекционного отверстия 2 устанавливают резиновое уплотнение 3 и металлическую накладку 4 в виде сегмента сферы. Поджимают заглушку к облицовке водовода и прихватывают ее электросваркой, затем обваривают накладку по периметру. Остаточные напряжения, возникающие в шве при остывании, компенсируются за счет сферической формы накладки. Лабораторные испытания показали, что при высоте сферы
15 мм, после остывания шва высота составляет 14,5 мм. Снятие усадочных напряжений с помощью новой конструкции заглушки позволяет повысить трещиностойкость сварного соединения и соответственно качество заварки инъекционного отверстия, существенно сокращаются трудозатраты, уменьшается количество металла и электродов. Время ремонта водоводов уменьшается, что обеспечивает досрочный пуск станции и получение дополнительной электроэнергии.
Формула изобретения Устройство для заделки инъекционных отверстий металлической облицовки водовода, включающее заглушку для отверстия, отличающееся тем, что, с целью повышения герметичности заделки инъекционных отверстий металлической облицовки водовода при сокращении трудозатрат и повышения качества сварного шва, заглушка выполнена в виде накладки, образованной сегментом сферы, приваренной к внутренней поверхности облицовки водовода, и размещенного между накладкой и облицовкой водовода уплотнения из упругого материала.
