Изобретение относится к электротехнике, в частности к электрооборудованию для дуговой сварки, и может быть использовано для сварки переменным током прямоугольной формы, посто- янным током, а также модулированным током.
Целью изобретения является, улучшение технологических свойств источника
путем обеспечения регулирования формы 10 ботают попарно, напряжение на обмотке сварочного тока.дросселя будет знакопеременным. Если
На фиг. 1 - 3 изображены электри- . после смены полярности этого напряже- ческие принципиальные схемь источника ния на тиристор 6 подать управляющий питания для дуговой сварки; на фиг.4 - импульс, то он открывается и ток свар- временная диаграмма сварочного тока. 5 ки резко падает. Тиристор 10 закрыИсточник питания состоит из трансформатора 1 с первичной 2 и вторичной 3 обмотками, тиристорного моста, содержащего четыре основньпс тиристора 4-7 и подключаемого одним из входов 20 переменного тока к верхнему (фиг. 1-3) выводу вторичной обмотки 3, а другим входом - к электроду,8. К зажимам постоянного тока тиристорного моста
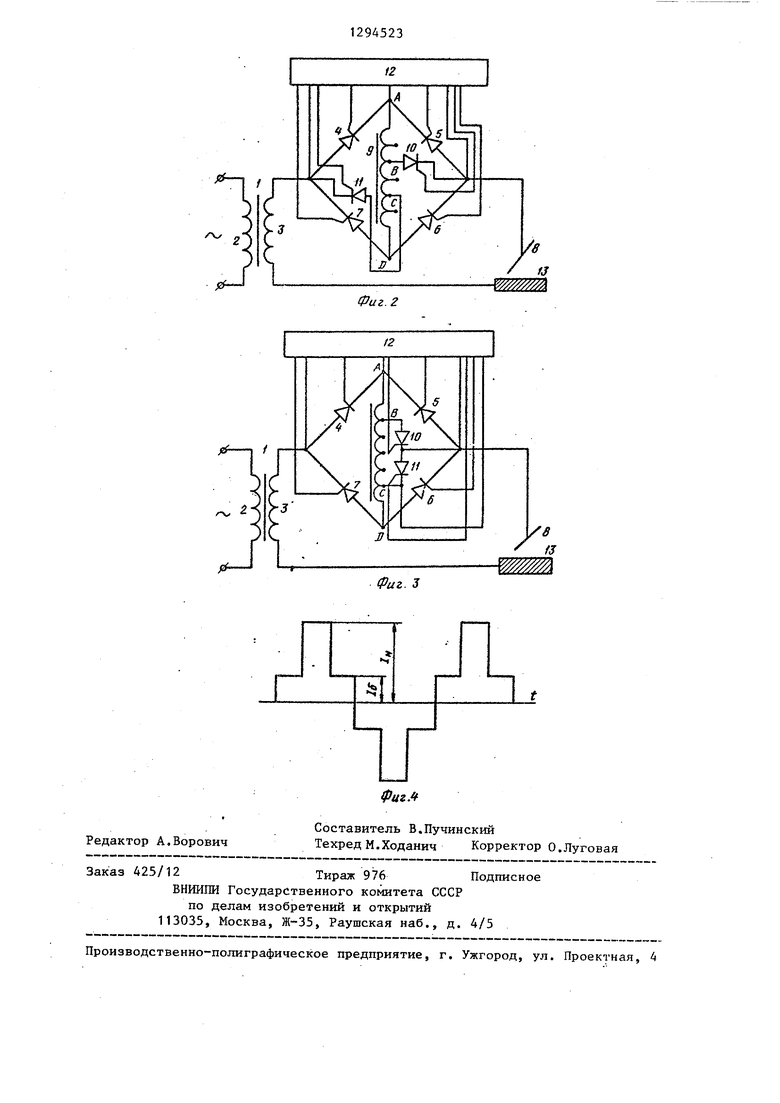
вается и ток снова проходит по всей обмотке дросселя 9. В отрицательный полупериод (минус на верхнем выводе обмотки 3) работают основные тирист ры 5 и 7 и дополнительньш тиристор 11. В результате знакопеременный то сварки имеет прямоугольную форму с наложенными на него прямоугольными импульсами (фиг.4). Длительность им
подключен дроссель 9. Обмотка дроссе- пульсов регулируется блоком 12, а
ля секционирована и снабжена отпайками, к которым одноименными выводами (на фиг. 1 и 2 анодами) подсоединены дополнительные тиристоры, 10 и 11. Катоды этих же тиристорор (фиг. 1 и. 2) подключены к входам моста по переменному току. Для управления тиристорами в схеме предусмотрен блок Т2 фазового управления. Нидсний вывод обмотки 3 соединен с изделием 13.
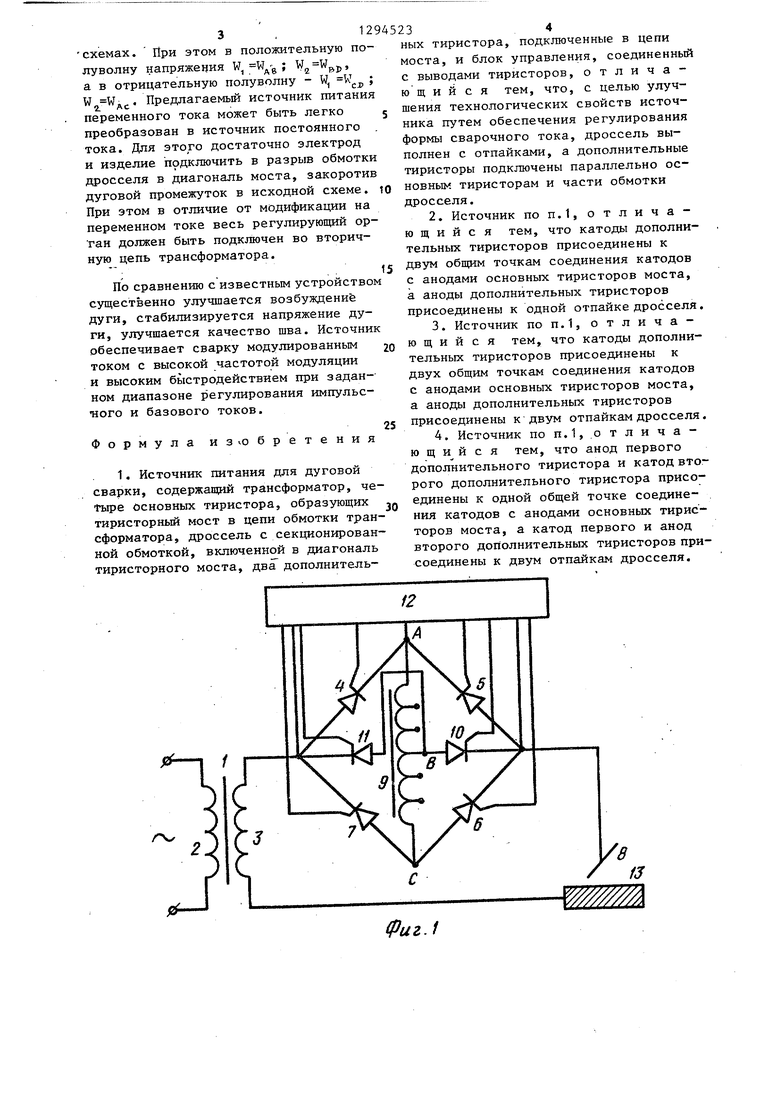
Б варианте схемы (фиг.З) дополнительные тиристоры 10 и 11 соединены между собой последовательно и свободными выводами подключены к отпайкам обмотки дросселя,, а общая точка этих тиристоров подключена к одному из -входов моста по переменному току. Как видно из схем, в каждом из приведенных вариантов предлагаемого источника питания дополнительные тиристоры под- ключаются параллельно основным тиристорам и части обмотки дросселя, включенного в диагональ моста.
Источник питания работает следующим образом.
При появлении положительного потенциала (плюс) на верхнем выводе обмотки 3 (фиг.1) и подаче управляющих импульсов с выхода блока 12 управления на тиристоры 4 и 6, последние открываются и ток протекает по цепи: обмотка 3 - тиристор 4 - дроссель 9 - Тиристор 6 - электрод 8 - дуга - изделие
J
45232
13 - обмотка 3, При подаче управляющего импульса на тиристор 10 мгновенное J значение сварочного тока резко возрастает, тиристор 6 закрывается, и ток протекает по цепи: обмотка 3 - тиристор 4 - часть обмотки (участок АВ) дросселя 9 - тиристор 10 - электрод 8 - дуга - изделие 13 - обмотка 3, Так как основные тиристоры моста равается и ток снова проходит по всей обмотке дросселя 9. В отрицательный полупериод (минус на верхнем выводе обмотки 3) работают основные тиристоры 5 и 7 и дополнительньш тиристор 11. В результате знакопеременный ток сварки имеет прямоугольную форму с наложенными на него прямоугольными импульсами (фиг.4). Длительность им-
требуемая амплитуда обеспечивается отключением с помощью дополнительных тиристоров части витков дроссельной обмотки. Если обозначить через W:, и W 2 витки соответственно работающей и неработающей в импульсном режиме секций обмотки дросселя, а через 1 и 1„ - требуемые величины базового (основного) и импульсного токов, то необходимое соотношение витков обмотки дросселя можно определить из
Wo IH-IS
равенства . Эпюры сварочного W, Ig
тока на фиг.4 соответствуют подключению дополнительных тиристоров к одной отпайке дроссельной обмотки (фиг.1) или к равноудаленным (фиг.З) отпайкам обмотки дросселя 9 (симмет- ричньй режим). Во всех других случаях подключения дополнительных тиристоров к отпайкам обмотки дросселя источник питания обеспечивает сварку асимметричным током. При этом приведенное соотношение остается справедливым и позволяет рассчитать 1 и Ig отдельно для положительного и отрицательного полупериодов. Для схемы на фиг.1 (симметричный режим)
ГАв
..
В
схеме на фиг.2 в положительный полув отрицательпериод W W ;
ный полупериод W W,
W.W,j,,
W,). в на,фиг.З порядок вступления в работу дополнительных тиристоров сохраняется таким же, как и в предыдущих
схемах. При этом в положительную полуволну напряжения W ; ,, а в отрицательную полуволну - W, W., ; W .. Предлагаемый источник питания переменного тока может быть легко j преобразован в источник постоянного . тока. Для этого достаточно электрод и изделие подключить в разрыв обмотки дросселя в диагональ моста, закоротив дуговой промежуток в исходной схеме. Ю При этом в отличие от модификации на переменном токе весь регулирующий ор- тан должен быть подключен во вторичную цепь трансформатора.
; . . . 15 По сравнению с известным устройством
существенно улучшается возбуждение дуги, стабилизируется напряжение дуги, улучшается качество шва. Источник обеспечивает сварку модулированным 20 током с высокой частотой модуляции и высоким быстродействием при заданном диапазоне регулирования импульс- ного и базового токов.
25 Формула из1Обретения
1. Источник питания для дуговой сварки, содержащий трансформатор, четыре Основных тиристора, образующих ,.. тиристорный мост в цепи обмотки трансформатора, дроссель с секхщонирован- ной обмоткой, включенной в диагональ тиристорного моста, дваГ дополнительных тиристора, подключенные в цепи моста, и блок управления, соединенный с выводами тиристоров, отличающийся тем, что, с целью улучшения технологических свойств источника путем обеспечения регулирования формы сварочного тока, дроссель выполнен с отпайками, а дополнительные тиристоры подключены параллельно основным тиристорам и части обмотки дросселя.
2.Источник ПОП.1, отличающийся тем, что катоды дополнительных тиристоров присоединены к двум общим точкам соединения катодов с анодами основных тиристоров моста, а аноды дополнительных тиристоров присоединены к одной отпайке дросселя
3.Источник ПОП.1, отличающийся тем, что катоды дополнительных тиристоров присоединены к двух общим точкам соединения катодов с анодами основных тиристоров моста, а аноды дополнительных тиристоров присоединены к двум отпайкам дросселя
4.Источник по п.1, .0 т л и ч а - ю щ и и с я тем, что анод первого дополнительного тиристора и катод второго дополнительного тиристора присоединены к одной общей точке соединения катодов с анодами основных тиристоров моста, а катод первого и анод второго дополнительных тиристоров присоединены к двум отпайкам дросселя.
Г
(риг.
XV/
Фиг. 2
Редактор А.Ворович
Фиг А
Составитель В.Пучинский
Техред М.Ходанич Корректор О,Луговая
Заказ 425/12Тираж 976 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. J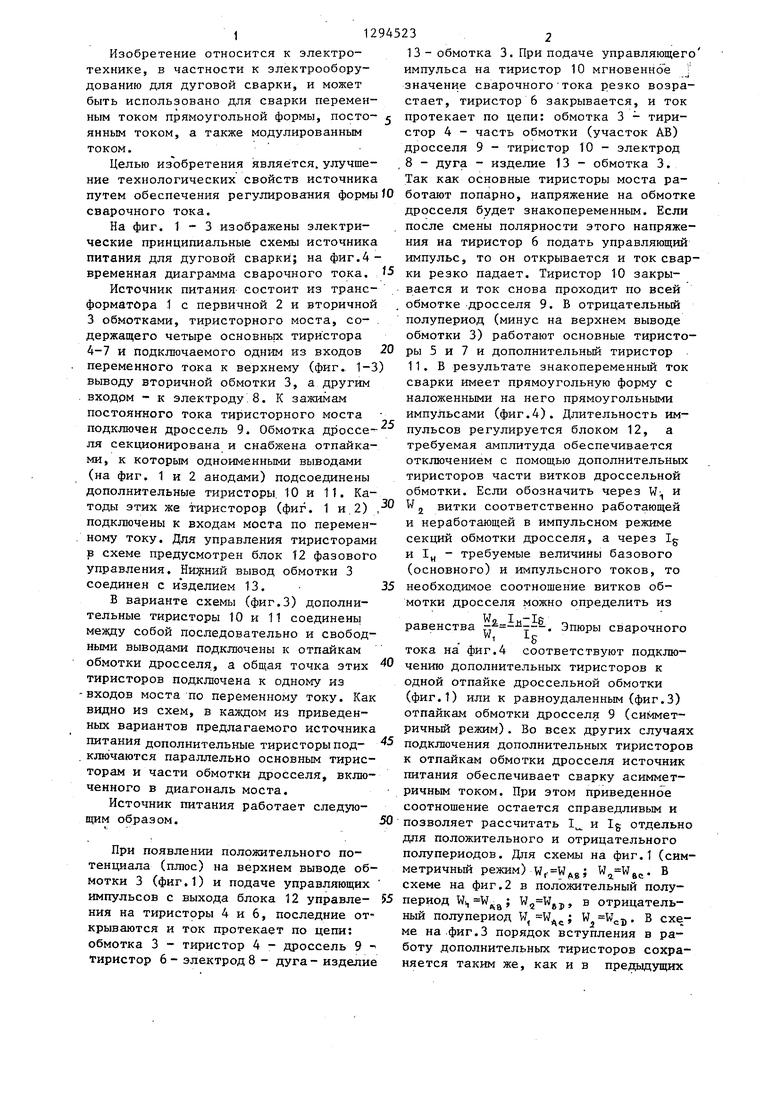
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1989 |
|
SU1731512A1 |
| Источник питания для дуговой сварки | 1988 |
|
SU1542721A1 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Источник питания сварочной дуги | 1989 |
|
SU1690985A1 |
| Сварочное устройство | 1990 |
|
SU1706795A1 |
| Регулятор переменного напряжения | 1972 |
|
SU495653A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| ТИРИСТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2449868C2 |
Изобретение относится к области электротехники, в частности к электрооборудованию для дуговой сварки. и может 6biTb использовано для сварки переменным током прямоугольной формы, постоянным током, а также модулированным током. Изобретение позволяет улучшить технологические свойства источника путем обеспечения регулирования формы сварочного тока. Для этого в источнике питания, содержащем трансформатор, тиристорный мост и допол- ни телЬные тиристоры, дроссель вьшол- нен с отпайками. Подключение дополнительных тиристоров параллельно основным тиристорам к части обмотки дросселя позволяет периодически шунтировать цепи моста. Это дает возможность получать модулированный сварочный ток. 3 з.п. ф-лы, 4 ил. (Л to со 4 01 1чЭ СО
| Источник питания для дуговой сварки(ЕгО ВАРиАНТы) | 1978 |
|
SU841833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
