Изобретение предназначено для использования в металлообрабатывающей промышленности и относится к импульсно- дуговой сварке плавящимися электродами.
Известно сварочное устройство для импульсно-дуговой плавящимися электродами двумя постами, содержащее .однофазный сварочный трансформатор, к выходу которого подсоединен двухполупериодный ти- ристорный выпрямитель на двух тиристорах, и двух основных и двух вспомогательных диодах, каждый из дополнительных диодов анодом соединен с анодом одного из тиристоров и с катодом одного из основных диодов, а катодом - через один из двух сглаживающих дросселей с катодом этого же тиристора, при этом катоды тиристоров связаны между собой через балластный реостат, а через дуговые промежутки соответствующего поста соединены с общей точкой соединения анодов основных
диодов тиристорного выпрямителя. Известное устройство позволяет производить сварочные работы двумя постами, при этом балластный реостат одновременно регулирует базовый ток в обоих постах сварки, а величина импульсной составляющей сварочного тока обоих постов может регулироваться индивидуально.
Известное сварочное устройство сложно по конструкции и обладает не высокой экономичностью использования энергии сварочного тока, так как содержит балластный реостат на котором при регулировании базового тока теряется непроизводительно электроэнергия. Кроме того, балластный реостат уменьшает диапазон раздельного регулирования базового тока в каждом посту сварки, так как он является общим регулятором базового тока для обоих постов сварки.
XJ
О CS
XI
ю
СП
Цель изобретения - упрощение и повышение экономичности.
Поставленная цель достигается тем, что в сварочном устройстве, содержащем одно- фазовый сварочный трансформатор, к выходу которого подсоединен диагональю переменного тока двухполупериодный ти- ристорный выпрямитель на двух тиристо- рах, и двух основных и двух дополнительных диодах, каждый из последних соединен анодом с точкой соединения катода одного из основных диодов и анода одного из тири- сторов, а катодом - через один из двух сглаживающих дросселей с катодом этого же тиристора, катода тиристоров связаны через дуговые промежутки соответствующего поста с общей точкой соединения анодов основных диодов тиристорного выпрямителя, введено дополнительное соединение между точками соединения катодов дополнительных диодов с соответствующими сглаживающими дросселями. Для расширения функциональных возможностей за счет обеспечения возможности импульсно-дуго- вой сварки плавящимися электродами как двумя, так и одним постом, точка соединения катода одного из тиристоров с одним из сглаживающих дросселей связана с точкой соединения катода второго тиристора с вторым сглаживающим дросселем через ключ с двухсторонней проводимостью и двухсторонней блокировкой.
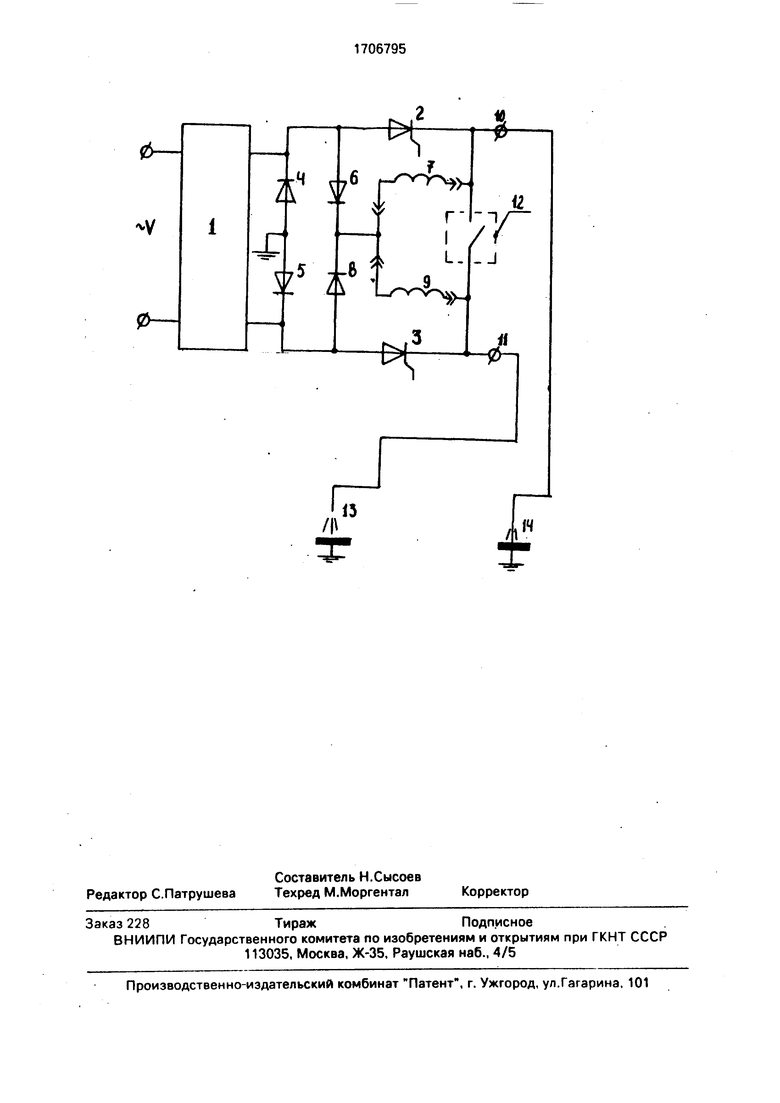
На чертеже представлена принципиальная электрическая схема силовой части устройства.
Сварочное устройство содержит однофазный сварочный трансформатор 1, к выходу которого подсоединен диагональю переменного тока двухполупериодный ти- ристорный выпрямитель на двух тиристорах 2 и 3 и двух основных диодах 4 и 5, К точке соединения катода диода 4, одного вывода выхода трансформатора 1 и анода тиристора 2 подключен анодом один дополнительный диод 6, который через сглаживающий дроссель 7 связан с катодом тиристора 2, а к точке соединения катода диода 5, другого вывода выхода трансформатора 1 и анода тиристора 3 подключен анодом второй дополнительный диод 8, который через второй сглаживающий дроссель 9 связан с катодом тиристора 3. Точка соединения катода дополнительного диода 6 с дросселем 7 соединена с точкой соединения катода диода 8 и сглаживающего дросселя 9. Общие точки 10 и 11 соединения дросселей 7 и 9 с соответствующими катодами тиристоров 2 и 3 связаны между собой через ключ 12 с двухсторонней проводимостью и двухсторонней блокировкой (который в простейшем случае может быть выполнен в виде однополюсного выключателя 12) и одновременно каждая является положительным выводом для подключения приспособлений
для сварки 13 и 14 соответствующих постов. К общей точке соединения анодов диодов 4 и 5 подключаются изделия 13 и 14, на которых производятся сварочные работы(следует заметить то, что все диоды и тиристоры в
0 устройстве одновременно можно изменить полярностью включения в зависимости от вида сварки, т.е. при сварке прямым или обратным током). Устройство может работать в двух режимах, т.е. работать одновре5 менно с двумя или с одним постом сварки, При работе устройства на два поста сварки ключ 12 с двухсторонней проводимостью и двухсторонней блокировкой находится в разомкнутом состоянии. Импульсная состав0 ляющая сварочного тока каждого поста протекает по двум независимым цепям. Для первого поста импульсный ток протекает по цепи: верхний (по схеме) вывод выхода трансформатора 1, тиристор 2, дуговой про5 межуток и изделие 14, диод 5 и нижний (по схеме) вывод выхода трансформатора 1. Соответственно и для второго поста импульсный ток протекает по цепи: нижний вывод выхода трансформатора 1, тиристор 3, дуго0 вой промежуток и изделие 13, диод 4, и верхний вывод выхода трансформатора. Между импульсными составляющими сварочного тока обоих постов полностью исключено взаимное влияние, так как они
5 запитываются от противоположных полупериодов переменного сетевого однофазного напряжения. Частота следования импульсов тока в каждом посту сварки равна частоте питающей сети, т.е. 50 Гц. Базовые же
0 токи обоих постов сварки формируются от трансформатора по двухполупериодной мостовой схеме выпрямления на диодах 4-6,8, т.е. сглаживающие дроссели 7 и 9 получают энергию от выходной обмотки трансформа5 тора 1 от каждого полупериода питающего сетевого напряжения. При отсутствии управляющих импульсов на управляющих электродах тиристоров 2 и 3 базовый ток в один из полупериодов питающего напряже0 ния протекает для первого поста по цепи: верхний вывод выхода трансформатора 1, диод 6, дроссель 7, дуговой промежуток и изделие 14, диод 5 и нижний вывод выхода трансформатора 1, а для второго поста со5 ответственно - верхний вывод выхода трансформатора 1, диод 6, дроссель 9, дуговой промежуток и изделие 13, диод 5 и нижний вывод выхода трансформатора 1. Во второй полупериод базовый ток первого поста протекает по цепи: нижний вывод выхода трансформатора 1, диод 8, дроссель 7, дуговой промежуток и изделие 14, диод 4 и верхний вывод выхода трансформатора, а второго поста соответственно - нижний вывод выхода трансформатора 1, диод 8, дроссель 9, дуговой промежуток и изделие 13, диод 4 и верхний вывод выхода трансформатора. Так как базовые токи при им- пульсно-дуговой сварке имеют сравнительно малую величину от общего сварочного тока, включающего и наложенную импульсную составляющую, то взаимным влиянием между постами сварки можно пренебречь. При необходимости работы сварочного устройства на один пост сварки достаточно замкнуть ключ 12 и отключить одно из изделий 13 или 14. В этом режиме работы устройства импульсная составляющая сварочного тока может иметь частоту повторенья как 50, так и 100 Гц в зависимости от наличия управляющих сигналов на управляющих электродах тиристо- ров 2 и 3. Кроме того, при замкнутом положении однополюсного выключателя 12 появляется возможность ступенчатого регулирования базового тока за счет комбинационных переключений, имеющихся в устройстве двух дросселей 7 и 9 (которые могут включены как параллельно, так последовательно между собой, так и включен один из них). С этой целью дроссели 7 и 9 на чертеже показаны подсоединенными через разъемное соединение. При работе устройства на один пост сварки как импульсная, так и базовая составляющие сварочного тока получаются с использованием однофазных мостовых схем выпрямле- ния (для импульсной - мостовой выпрямитель на диодах 4 и 5 и тиристорах 2 и 3, а для базовой - мостовой выпрямитель на диодах 4-6,8).
Применение предложенного устройства позволяет при упрощении схемы последнего повысить его экономичность за счет исключения балластного реостата, на котором теряется не производительно часть электроэнергии, уменьшить массогабарит- ные показатели за счет того, что сглаживающие дроссели, применяемые в устройстве.
используют каждый энергию питающей сети от обоих полупериодов каждого периода, расширить функциональные возможности за счет использования устройства как для сварки двумя, так и одним постом сварки,
при этом при сварке одним постом обеспечивается расширения диапазона регулирования базового тока за счет возможного комбинационного переключения сглаживающих дросселей.
Формула изобретения
1. Сварочное устройство, содержащее однофазный сварочный трансформатор, к выходу которого диагональю переменного тока подсоединен двухполупериодный тиристорный выпрямитель на двух тиристорах, двух основных и двух дополнительных диодах, каждый из последних соединен анодом с точкой соединения катода одного из основных диодов и анода одного из тиристоров, а катодом - через один из сглаживающих дросселей с катодом этого же тиристора, катоды тиристоров связаны через дуговые промежутки соответствующего поста с общей точкой соединения анодов
основных диодов тиристорного выпрямителя, отличающееся тем, что, с целью упрощения и повышения экономичности устройства, точки соединения катодов дополнительных диодов со сглаживающими
дросселями соединены между собой.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что, с целью расширения функциональных возможностей устройства за счет обеспечения импульсно-дуговой сварки
плавящимися электродами как двумя, так и одним постом сварки, оно снабжено ключом с двусторонней проводимостью и двусторонней блокировкой, через который связаны точки соединения катодов тиристоров со
сглаживающими дросселями.
/И
13
14
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочное устройство | 1987 |
|
SU1648662A1 |
| Сварочное устройство | 1990 |
|
SU1779505A1 |
| Сварочное устройство | 1991 |
|
SU1815060A1 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Источник питания для импульсно-дуговой сварки | 1986 |
|
SU1333500A1 |
| Устройство для сварки постоянным током | 1989 |
|
SU1632669A1 |
| Источник питания для импульсно-дуговой сварки | 1991 |
|
SU1816591A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
Изобретение относится к металлообрабатывающей промышленности и предназначено для импульсно-дуговой сварки плавящимся электродом. Цель изобретения - упрощение и повышение экономичности устройства. Устройство содержит однофазный сварочный трансформатор, тиристор- ный выпрямитель, два дросселя и ключевой элемент. Устройство может работать в режиме сварки как двумя, так и одним постом сварки. При сварке двумя постами ключ разомкнут. При этом импульсные составляющие сварочных токов каждого поста формируются от энергии, снимаемой со вторичной обмотки трансформатора в противоположные полупериоды, благодаря чему исключается взаимное влияние постов. Базовые токи обоих постов в этом случае формируются с использованием энергии обоих полупериодов питающего напряжения сети. При работе устройства на один пост ключ замкнут, вследствие чего как базовая, так и импульсная составляющие сварочного тока могут формироваться с использованием энергии обоих гюлупериодов.1з.п.ф- лы,1ил, Ё
| Сварочное устройство | 1987 |
|
SU1648662A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
