Изобретение относится к технологии лазерной обработки.
Цель изобретения - повышение качества и точности обработки.
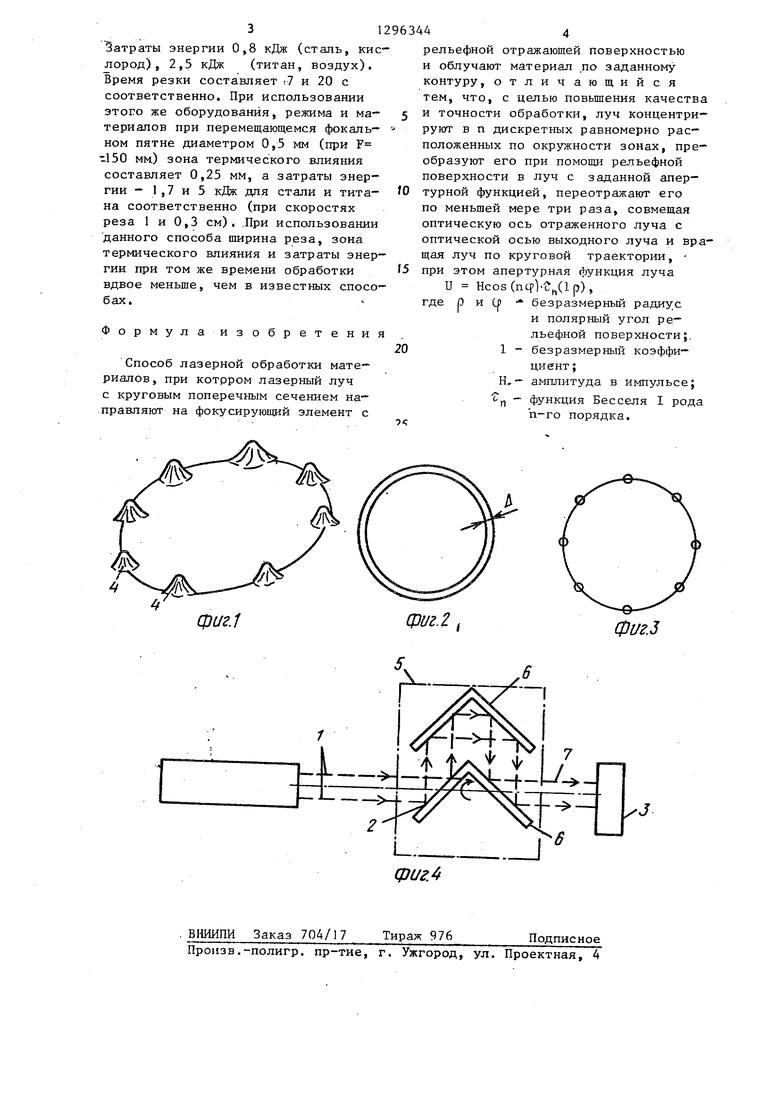
На фиг,Г изображена схема распределения интенсивности излучения на материале при неподвижном фокуса- торе; на фиг,2 - след воздействия излучения на материал при вращении фокусатора; на фиг.3 - то же, без его вращения; на фиг,4 схема осуществления способа.
При обработке лазерный луч 1 с круговым поперечным сечением нагфав ляют на фокусирующий элемент 2 с рельефной отражающей поверхностью и облучают материал 3 по заданному контуру. Луч Г концентрируют в п дискретных равномерно расположенных по окружности локальных зонах 4, для чего рельефную отраж:ающую поверхность фокусирующего элемента 2 выполняют способной преобразовывать падающий на нее луч 1 в луч с апер- турной функцией
и HcosCnCp.), где р и q) - безразмерный радиус
и полярный угол; 1 - безразмерный коэффициент ;
ч ,
и - амплитуда; 0 - функция Бесселя I рода п-го порядка,
который переотражают системой 5 пло ких отражающих по крайней мере три раза зеркал 6, совмещая оптическую- ось отраженного луча 1 с оптической осью выходного луча 7 и вращая его по круговой трактории (фиг, 1-4),
При обработке материала луч кругвой апертуры направляют на фокусирущий элемент эллиптической формы с рельефной отражающей поверхностью, а после отражения его - на обраба- тываемьй материал.
Фокусирующий элемент 2, синтезированный оптический элемент, воздействующий на амплитуду и фазу падающего на него луча 1 подбирают таким образом, что в дальней зоне (фокальном пят не) получают заданную линию воздействия с равномерным распределением интенсивности вдоль нее Однако при равномерном распределени интенсивности вдоль линии - окружности - не всегда достаточно мощности данного лазера для получения
5
0
5
0
5
0
5
0
5
необходимого уровня интенсивности, поэтому с помощью фокусирующего элемента 2 концентрируют луч 1 в п дискретных равномерно расположенных по окружности локализованных зон и с максимумами интенсивности излучения в каждой из них необходимого уровня, например достаточного для плавления материала, что обеспечивает повьшение качества и точность обработки за счет локализации излучения. Для обработки материала 3 по круговому контуру отраженный от элемента 2 луч переотражают системой плоских зеркал 6 и совмещают оптическую ось выходящего в направлении материала 3 луча 7 с оптической осью луча 1, и вращением элемента 2 и системы зеркал 6 как целого относительно оптической оси падающего на элемент 2 луча 1 производят перемещение на материале 3 дискретных зон 4 по окружности.
Пример. Способ реализован на серийной установке Квант 9, Из лазера луч направляют в оптическую систему, содержащую два двугранных отражателя. После отражения от отражателей луч попадает на обрабатываемый материал. На первой обращенной к лазеру поверхности отражателя выполняют маску в виде рельефной отражающей поверхности с апертурной функцией и. Оптическую систему выполняют так, чтобы оптические оси падающего на нее и выходящего из нее лучей совпадали, а систему вращают относительно оси. Поскольку при этом вращении происходит вращение фокусирующего элемента с маской на нем, то ее изображение на материале также вращается, что и требуется.
Осуществляют резку металлов. При этом используют оборудование, содержащее СОл-л зер мощностью 250 Вт, с поддувом в зону обработки воздуха или кислорода.
Режим работы лазера непрерывный, По данному способу лазерное излучение формируют в кольцо (путем применения рельефного отражателя) диаметром 25 мм и производят резку нержавеющей стали марки 12Х18Н9Т и титана.
Ширина реза составляет 0,25 мм, зона термического влияния 0,15 мм.
Затраты энергии 0,8 кДж (сталь, кислород), 2,5 кДж (титан, воздух). Время резки составляет i7 и 20 с соответственно. При использовании этого же оборудования, режима и материалов при перемещающемся фокаль- ном пятне диаметром 0,5 мм (при F -150 мм.) зона термического влияния составляет 0,25 мм, а затраты энергии 1,7 и 5 кДж для стали и титана соответственно (при скоростях реза 1 и 0,3 см), .При использовании данного способа ширина реза, зона термического влияния и затраты энергии при том же времени обработки
вдвое бах.
меньше, чем в известных спосо-
Формулаизобретени
Способ лазерной обработки материалов, при котрром лазерный луч с круговым поперечным сечением направляют на фокусирующий элемент с
W
is
0
}
рельефной отражающей поверхностью и облучают материал .по заданному контуру,отличающийся тем, что, с целью повьппения качества и точности обработки, луч концентрируют в п дискретных равномерно расположенных по окружности зонах, преобразуют его при помощи рельефной поверхности в луч с заданной апер- турной функцией, переотражают его по меньшей мере три раза, совмещая оптическую ось отраженного луча с оптической осью выходного луча и вращая луч по круговой траектории, при этом апертурная функция луча
и Hcos(,(lp), где р и П) безразмерный радиус и полярный угол рельефной поверхности;. 1 - безразмерный коэффициент ; Н,- амплитуда в импульсе;
п функция Бесселя I рода п-го порядка.
ф{/г.f
фиг.2 f
фиг.5
.
фигА
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой прибор неразрушающего контроля гибридного типа | 2022 |
|
RU2824537C2 |
| Кольцевой объёмный оптический резонатор | 2018 |
|
RU2696944C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ | 1988 |
|
RU1593057C |
| ДИСКОВЫЙ ЛАЗЕР (ВАРИАНТЫ) | 2013 |
|
RU2582909C2 |
| АДАПТИВНОЕ ЗЕРКАЛО | 1994 |
|
RU2095834C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ В МАТЕРИАЛАХ | 2000 |
|
RU2208504C2 |
| РЕЗОНАТОР | 1991 |
|
RU2025006C1 |
| СПОСОБ ИЗМЕРЕНИЯ НАНОПЕРЕМЕЩЕНИЙ | 2017 |
|
RU2658112C1 |
| Устройство для обработки объектов лазерным излучением | 1975 |
|
SU638207A2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАДАННОГО ИЗОБРАЖЕНИЯ ВНУТРИ ПРОЗРАЧНОГО ТВЕРДОГО МАТЕРИАЛА ПОСРЕДСТВОМ ИМПУЛЬСНОГО ЛАЗЕРНОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2177881C1 |
Изобретение относится к технологии лазерной обработки. Целью ... . изобретения является повышение качества и точности обработки. Лазер- ный луч с круговым поперечным сечением при помощи специальных зеркал с рельефной отражающей поверхностью преобразуют в п дискретных равномерно расположенных по окружности локальных зонах. Затем переотражающей системой из плоских отражающих зеркал Локалыше зоны вращают относительно оптической оси и получают луч кольцевой формы. Перемещение дискретных зон по окружности позволяет повысить качество и точность обработки за счет перераспределения тепловложения. 4 ил. ю со ЭГ) со 4 4
В1ШИПИ Заказ 704/17 Тираж 976
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Подписное
| Рыкапин Н.Н | |||
| и др | |||
| Лазерная, обработка материалов | |||
| М.: Машиностроение, 1975, гл.3-6 | |||
| Квантовая электроника, т.11, 1984, № 1, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
