Изобретение относится к технологии лазерной обработки.
Цель изобретения повышение производительности, точности и снижение энергозатрат.
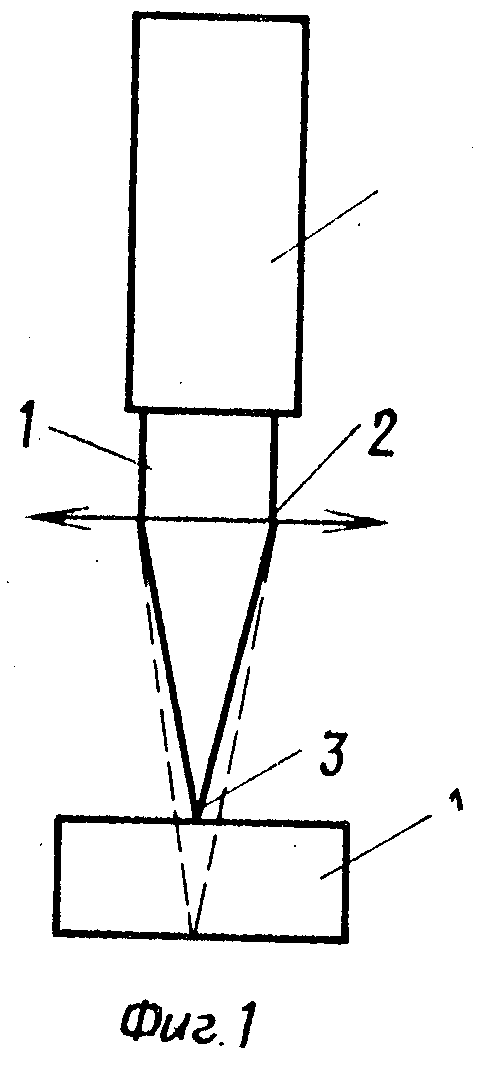
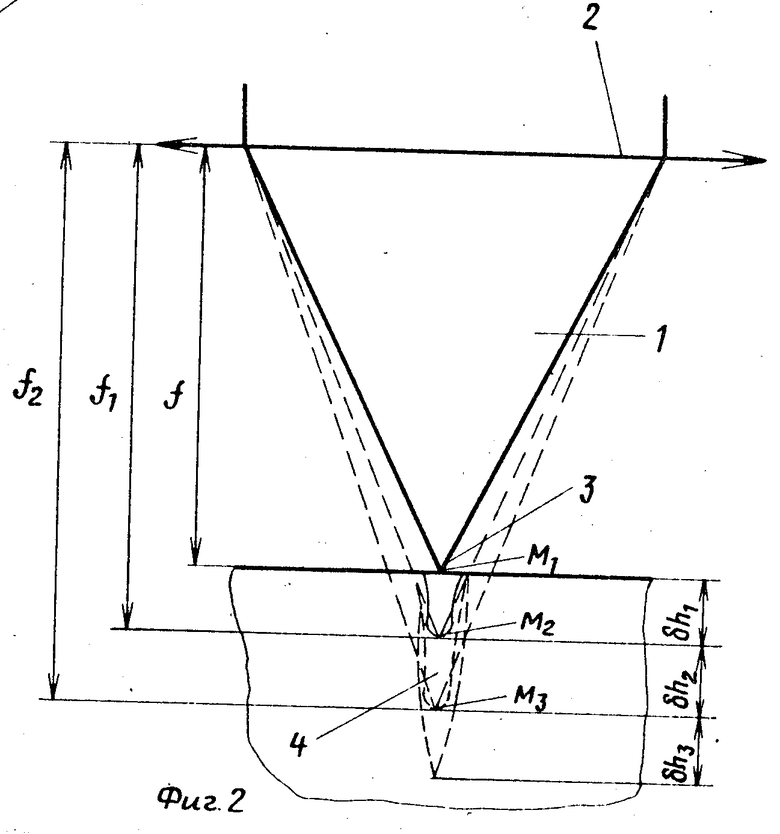
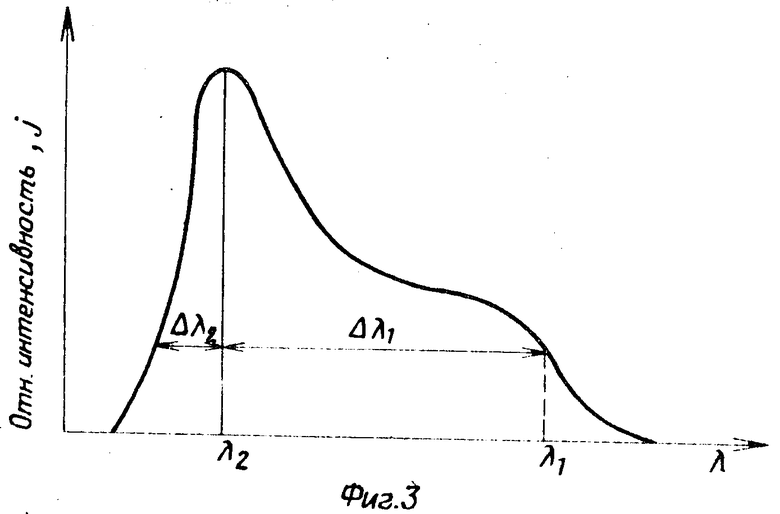
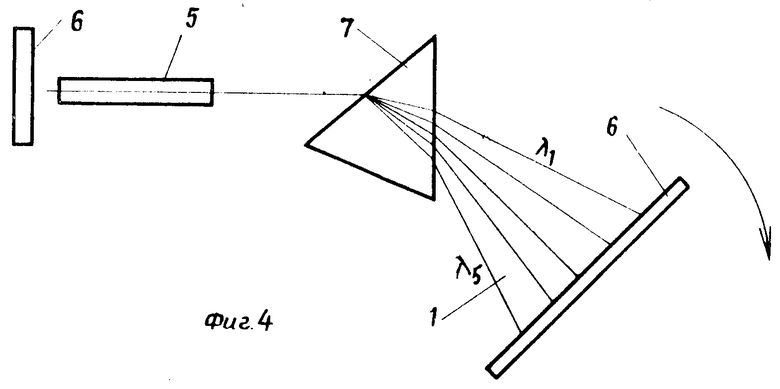
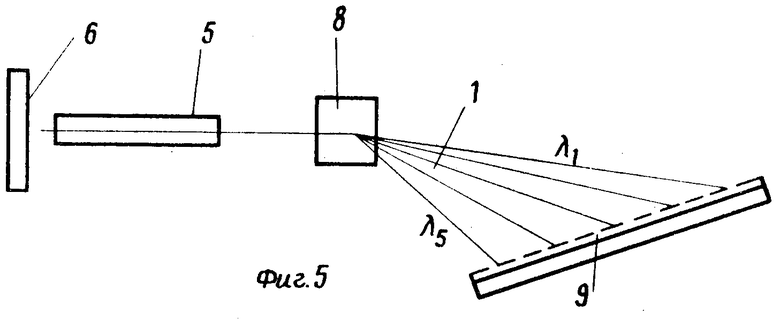
На фиг.1 изображена блок-схема одного из возможных вариантов устройства для реализации предлагаемого способа; на фиг.2 схема немеханического перемещения точки обработки в глубь материала; на фиг.3 контур усиления активной среды свип-лазера с указанием диапазонов перестройки длины волны в обоих направлениях; на фиг.4, 5 оптическая схема свип-лазеров соответственно с механической перестройкой и с электронной перестройкой, основанной на введении в дисперсионный резонатор оптического дефлектора.
В зону обработки направляют лазерное излучение 1 с изменяющейся длиной волны, которое фокусируют оптической системой 2 с хроматической абберацией положения фокуса 3. Изменение длины волны излучения 1 осуществляют, уменьшая его, а для фокусировки излучения используют оптическую систему 2 с положительной хроматической абберацией положения фокуса 3. При этом уменьшение длины волны осуществляют со скоростью, соответствующей скорости перемещения пятна нагрева при геометрических или структурных изменениях в зоне обработки 4 (фиг.1, 2 и 3).
Изменение длины волны излучения осуществляют в свип-лазере на неодинаковом стекле, содержащем активный элемент 5, отражающее зеркало 6, дисперсионный элемент-призму 7, дефлектор 8, дифракционную решетку 9 (фиг.4, 5).
Фокусировка излучения может быть осуществлена линзой Френеля.
Изменение длины волны излучения 1 может быть осуществлено периодически или непрерывно.
Вследствие динамической перестройки (свипирования) длины волны излучения образуется регулярная последовательность импульсов (пичков), каждому из которых в спектре соответствует своя, строго определенная, длина волны излучения, уменьшающая от пичка к пичку.
Излучение с такими спектральными характеристиками направляют на фокусирующую систему 2, обладающую положительной хроматической аберрацией положения, т.е. фокусное расстояние этой системы увеличивается с уменьшением длины волны излучения. Тогда каждый последующий пичок излучения, соответствующий более короткой длине волны, будет фокусироваться на все более удаленные от оптической системы расстояния. В результате при свипировании длины волны в сторону ее уменьшения, точка обработки будет смещаться вглубь обрабатываемого материала. Точки М1, М2, М3 и т.д. на фиг.2 соответствуют длинам волн λ1, λ2, λ3 и т.д. причем λ1 > λ2 > λ3.
При каждом взаимодействии излучения с обрабатываемым материалом в последнем происходят геометрические (испарение части вещества, выброс жидкой фазы) и структурные (разупорядочение, перекристаллизация и т.д.) изменения. При этом процесс обработки оптимизируется только в том случае, когда скорость перемещения сфокусированного лазерного пятна будет согласована со скоростью образования указанных изменений в материале. Если после первого пичка в материале образовалась выемка глубиной δh1, то длина волны второго пичка должна быть такой, чтобы соответствующее ей фокусное расстояние увеличилось на δf≃δh1-fδλ1/(δλ1=λ1-λ2) и т.д. Таким образом задают требуемый закон перестройки длины волны в зависимости от свойств обрабатываемого материала при известной величине положительной хроматической аберрации положения фокусирующей системы.
В случае отжига или закалки по определенному закону должна изменяться энергия излучения в процессе обработки. Это легко осуществляется за счет перемещения фокальной плоскости при перестройке длины волны, что приводит к управляемому изменению плотности мощности в обрабатываемой области материала.
Широкодиапазонная динамическая перестройка длины волны лазерного излучения за короткое время (для свип-лазера на неодинаковом стекле за одну вспышку лампы накачки, т.е. за 1-2 мс) приводит к существенному сокращению продолжительности отдельного цикла технологической обработки, что обеспечивает существенно более высокую производительность.
Согласование скоростей и законов перемещения сфокусированного лазерного пятна и образования нужных изменений в обрабатываемом материале позволяет значительно уменьшить энергозатраты на проведение одного цикла обработки. А возможность периодического повторения циклов обработки на одной и той же обрабатываемой поверхности (объема) способствует увеличению точности обработки (например, позволяет осуществить точную калибровку отверстия, выполнить отверстие с заданной конусностью и т.д.).
П р и м е р. Прожигали отверстия в пластине из алюминия толщиной 2 мм. Обрабатываемую деталь устанавливали так, чтобы ее поверхность была удалена от оптической фокусирующей системы на расстоянии 150 мм, равном ее фокусному расстоянию для длины волны λ1= 1080 нм. Включали лампу накачки, которая своим излучением, длительностью 2,5-3 мс, переводила активную среду в возбужденное состояние. Через 0,5 мс (время нарастания инверсной населенности активной среды до порогового значения) от начала вспышки лампы накачки с синтезатора частот поступал на пьезопреобразователь сигнал с частотой 30 МГц. С установлением акустической решетки в дефлекторе лазер излучал первый пичок на длине волны λ1=1080 нм. Это излучение фокусировали линзой Френеля на верхней поверхности обрабатываемой детали в пятно 100 мкм, что при энергии в пичке 0,05 Дж соответствовало плотности мощности 5 ˙ 108Вт/см2. Поскольку эта величина превышала порог разрушения алюминия, происходило испарение материала с образованием лунки глубиной Δ h ≅ 0,1 мм. Через Δ t 30 мкс (время Δ t регулировали в зависимости от требований обработки в пределах 10-100 мкс) после излучения первого пичка программное устройство увеличивало частоту сигнала синтезатора на 0,5 МГц. В дефлекторе устанавливали акустическую решетку с меньшим периодом, что приводило к уменьшению длины волны второго генерационного пичка на 0,5 мм (λ2= 1080 нм 0,5 мм 1079,5 нм).
Так как линза Френеля обладает положительной хроматической аберрацией, то изменение длины волны на  0,5 нм в соответствии с выражением Δf=
0,5 нм в соответствии с выражением Δf= (f фокусное расстояние, λo- средняя длина волны рабочего диапазона) фокусное расстояние увеличивалось на 0,075 нм и второй пичок фокусировался на расстоянии 150 мм + 0,075 нм, т.е. точка обработки опускалась вглубь материала на 0,075 мм. Излучение практически оказывалось сфокусированным на дне первоначально образовавшейся лунки, в результате чего материал испарялся и образовывалась новая лунка.
(f фокусное расстояние, λo- средняя длина волны рабочего диапазона) фокусное расстояние увеличивалось на 0,075 нм и второй пичок фокусировался на расстоянии 150 мм + 0,075 нм, т.е. точка обработки опускалась вглубь материала на 0,075 мм. Излучение практически оказывалось сфокусированным на дне первоначально образовавшейся лунки, в результате чего материал испарялся и образовывалась новая лунка.
Если бы дальнейшую перестройку проводили линейно, то за 30 пичков излучения длина волны изменялась бы от 1080 до 1065 нм, а точка фокусировки опустилась бы вглубь материала на 2 мм. Но в этом случае перемещение точки фокусировки не было бы согласовано с образованием лунки и отверстие за одну вспышку не было бы пробито. Это связано с тем, что по мере продвижения излучения вглубь материала, дополнительное углубление от действия каждого последующего пичка уменьшалось вследствие экранировки излучений краями отверстия.
Закон изменения глубины лунок определяли экспериментально и в соответствии с ним изменяли частоту акустической волны с помощью программного устройства управления синтезатором. Это позволяло уменьшить энергозатраты, увеличить скорость обработки и глубину отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2008 |
|
RU2383416C1 |
| ЛИНЕЙКА ЛАЗЕРНЫХ ДИОДОВ | 1999 |
|
RU2166821C2 |
| УСТРОЙСТВО ДЛЯ ЗАПИСИ-СТИРАНИЯ-СЧИТЫВАНИЯ ИНФОРМАЦИИ В МНОГОСЛОЙНОМ ОПТИЧЕСКОМ ДИСКЕ | 2009 |
|
RU2414011C1 |
| ПРОЕКЦИОННЫЙ ОБЪЕКТИВ ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2002 |
|
RU2215313C1 |
| ЛИНЕЙКА ЛАЗЕРНЫХ ДИОДОВ | 1999 |
|
RU2166822C2 |
| ЛАЗЕРНАЯ ПРОЕКЦИОННАЯ СИСТЕМА ОТОБРАЖЕНИЯ ТЕЛЕВИЗИОННОЙ ИНФОРМАЦИИ (ВАРИАНТЫ) | 1995 |
|
RU2104617C1 |
| ПРИБОР ДЛЯ ОБРАБОТКИ КОЖИ НА ОСНОВЕ ИЗЛУЧЕНИЯ | 2017 |
|
RU2736844C2 |
| ПРИБОР ДЛЯ ОБРАБОТКИ КОЖИ НА ОСНОВЕ ИЗЛУЧЕНИЯ | 2017 |
|
RU2736843C2 |
| ЛАЗЕРНАЯ ЛИНИЯ СВЯЗИ | 2002 |
|
RU2233549C2 |
| Устройство для подгонки плоских пленочных резисторов в номинал | 1980 |
|
SU953674A1 |
Изобретение относится к технологии лазерной обработки. Целью изобретения является повышение производительности, точности и снижение энергозатрат. В зону обработки направляют лазерное излучение с изменяющейся длиной волны. Излучение фокусируют оптической системой с положительной хроматической аберрацией положения фокуса. При обработке уменьшают длины волны со скоростью, соответствующей скорости перемещения пятна нагрева при геометрических или структурных изменениях в зоне обработки. В результате динамического изменения длины волны (периодического или непрерывного) в сторону ее уменьшения точка обработки смещается вглубь обрабатываемого материала. 4 з. п. ф-лы, 5 ил.
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
