Известны устройства, предназначенные для электроэрозионнойОбработки при конденсированном разряде с питанием искрового промежутка от релаксационного генератора.
Отличительная особенность описываемого устройства заключается в выполнении его электрода-инструмента в виде проволоки, пропущенной через трубк из диэлектрика таким образом, что обращ.ен}1ый к изделию конец проволоки не выходит из отверстия трубки. Этим достигается возможность съема металла с изделия в воздушной среде, а, не в растворе электролита, как в известных устройствах подобного назначения.
Для подвода тока к вращающемуся изделию, напри.мер, при его балансировке, в устройстве применен искровой промежуток.
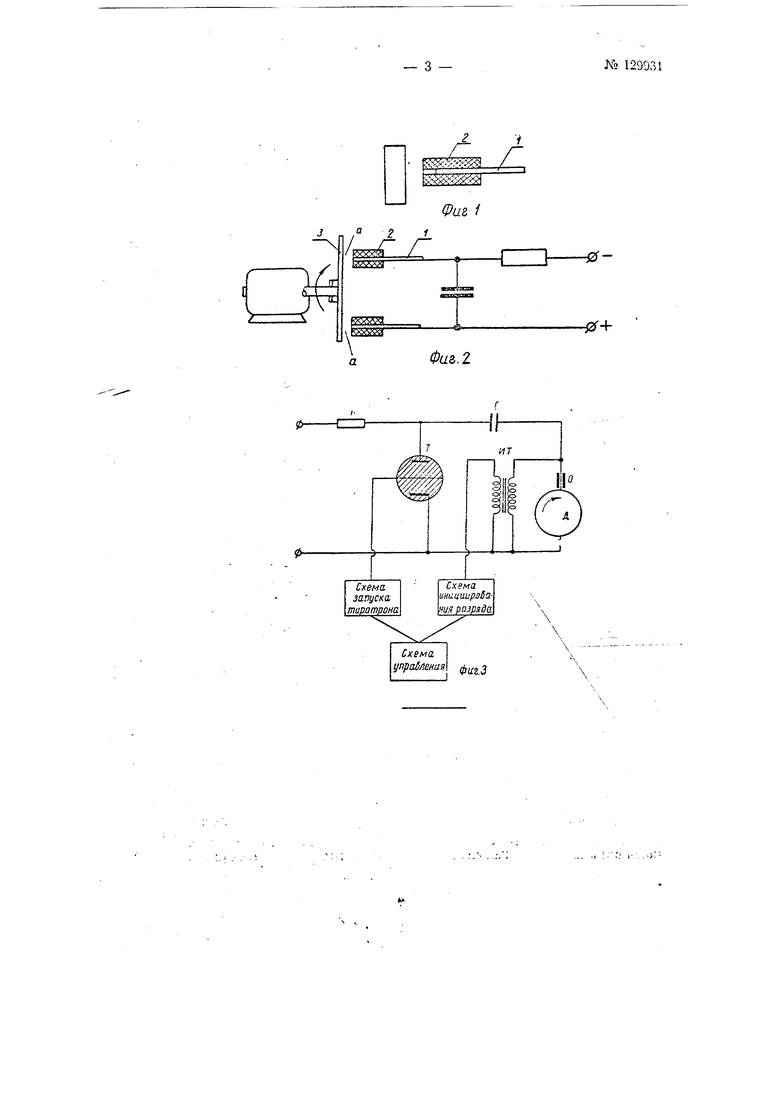
На фиг. 1 схематически изображен электрод-инструмент; на фиг. 2 и 3-электрические схемы устройств для электроэрозиоиной обработки вращающихся изделий.
Для повыщения интенсивности выделения паров и обеспечения направленности их действия в сторону обрабатываемого изделия проволочный, например медный, электрод / (фиг. 1) введен внутрь трубю 2 из диэлектрика (фарфоровой или кварцевой). Введение проволочного электрода / внутрь трубки-ограничителя 2 приводит к тому, что сечение канала разряда на поверхности проволочного электрода уменьщается. Это влечет за собой возрастание плотности энергии, выделяющейся на электроде, и, следовательно, к увеличению скорости испарения металла. Стенки трубки-ограничителя обеспечивают механическую фокусировку струи пара и направленность ее действия в сторону лунки обрабатываемого электрода. В результате этого создаются условия для обеспечения выброса жидкого металла из лунки.
Металлографические измерения показывают, что толщина слоя металла, остающегося на пойерхности изделия, резко уменьщается. I 5 I i I № 120931- 2 - При yMei.buicHHij диаметра труГ)1-::1-ограничите.1я плотность энергии, выделяющейся на катоде, еще более возрастает, н интенсивность струп увеличивается, что к болынему съему л-егалла. Результаты проьедеииых экспериментов показывают, что ограничение действующей площади проволочного эле трода создает условия, обсспсчиваГошис эффективный съем металла с изделия. Относительное пе)с.меикИ1 е изделия не оказывает заг.1етного влия11ия на величину съема металла при разряде. Последнее объясняется кратковременным импульсным характером процесса, длящегося несколько микросекунд. Эксперименты показывают также, что величина съема с неподвижной детали и с детали, выполненной в виде диска радиусом 5 см, который приводится во вращение со скоростью до 30000 об/мин, оказываются одинаковыми при неизменных параметрах электрической схемы. При обработке вращающейся детали, например диска , во избежание эрозионного разрушения подшипников и вала двигателя и устранения скользящих щеточных контактов может быть применена схема с двумя искровыми промежутками а (фиг. 2). Для обеспечения управления разрядными импульсами и независимости характеристик импульсов от длины искрового промежутка могут быть применены схемы генераторов импульсов с использованием дополнительных поджигающих искровой промежуток устройств и систем управления посылкой импульсов. Примером может служить схема, представленная на фиг. 3, на которой приняты следующие обозначения: R- зарядное сопротивление, С-конденсатор, ИТ-импульсный трансформатор, Т-тиратрон, О-трубка-ограничитель и Д-изделие. Пробой искрового промежутка обеспечивается через импульсный трансформатор от маломощного поджигающего генератора, после чего (через 2- 3 мк/сек) осуществляется запуск тиратрона или игнитрона, замыкающего рабочую цепь генератора. Для большинства материалов (как и в случае электроискровой обработки в жидкой среде) наибольший съем с детали достигается, когда она является анодом. Однако при применении железного проволочного электрода наибольший съем достигается при обратной полярности включения. Предмет изобретения 1.Устройство для электроэрозионной обработки при конденсированном разряде с питанием искрового промежутка от релаксационного генератора, отличающееся тем, что, с целью осуществления съема металла с изделия в воздушной среде, электрод-инструмент выполнен в виде проволоки, пропущенной через трубку из диэлектрика таким образом, что конец проволоки, обращенный к изделию, находится внутри трубки. 2.Применение в устройстве по п. 1 искрового промежутка для подвода тока к вращающемуся изделию, например, при балансировке деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОВОЛЬТНЫЙ ПЕРЕКЛЮЧАТЕЛЬ И ЕГО ПРИМЕНЕНИЕ В МИКРОВОЛНОВОМ ГЕНЕРАТОРЕ | 2005 |
|
RU2388124C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| ИСТОЧНИК ИОНОВ ДЛЯ НЕЙТРОННОЙ ТРУБКИ | 2015 |
|
RU2588263C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМИ РАЗРЯДАМИ ПРИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065342C1 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРАЦИИ КОРОТКИХ ИМПУЛЬСОВ ВЫСОКОГО НАПРЯЖЕНИЯ | 1998 |
|
RU2144257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| Способ запуска искрового разрядника | 1979 |
|
SU815810A1 |
| Вращающийся разрядник | 1975 |
|
SU603030A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1949 |
|
SU85463A1 |
| ПРОГРАММНОЕ РЕЛЕ ВРЕМЕНИ | 1970 |
|
SU286080A1 |