Изобретение относится к области машиностроения, в частности к обработке и изготовлению деталей типа «диск».
Известно удаление металла заготовки электроэрозионной обработкой в среде диэлектрика за счет микроразрядов, расплавляющих часть металла [Артамонов Б. А., Волков Ю.С., Дрожалова В.И. и др.: «Электрофизические и электрохимические методы обработки материалов». Учеб. пособие (в 2х томах), т. 1: «Обработка материалов с применением инструмента» / Под ред. В.П. Смоленцева. М.: Высш. Шк., 1983. 247 с. Часть 1, стр. 7].
Недостатком данного способа является внедрение в поверхностный слой материала электрода-инструмента, а также возникновение различных фаз, полученных из материалов заготовки и электрода - инструмента, за счет кратковременного высокотемпературного воздействия на заготовку и последующего резкого охлаждения, что недопустимо при изготовлении мишеней (катодов) для установок магнетронного распыления.
Известна электрохимическая обработка материалов, тяжело поддающихся лезвийным методам обработки [«Способ двусторонней электрохимической размерной обработки деталей», RU 2473412 C2 (АЛЕКСАНДРОВ А.П. и др.), 27.01.2013]. Этот метод позволяет одновременно с двух сторон снимать одинаковые припуски. Так же известен способ обработки изделий с помощью комбинации двух известных методов: электроэрозионной обработки и последующего электрохимического полирования [«Способ изготовления зубчатого колеса» RU 2586936 C1 (ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ "ОМСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ"), 10.06.2016].
Недостатком этих способов является недостаточное удаление поверхностного слоя, содержащего частицы материала электрода-инструмента, а также неравномерное снятие поверхностного слоя, что недопустимо при изготовлении катодов для установок магнетронного напыления.
Известны способы изготовления катодов, в которых применяется расплавление и литье катодов с применением различных дополнительных действий (вращение, вибрация, предварительная обработка углубления в катоде и залив расплава) «Способ изготовления мишени для распыления в вакууме» SU 1494559 опубл. 10.03.1996, «Способ получения кремниевых мишеней для магнетронного распыления» RU 2635209 опубл. 09.11.2017, «Способ изготовления распыляемой мишени магнетронного источника для нанесения покрытия» RU 2567783 опубл. 10.11.2015.
Недостатком этих методов является низкая производительность изготовления катодов (мишеней). Для тугоплавких материалов существует сортовой прокат (пруток) со шлифованной поверхностью высокого процентного содержания (99,995%) осаждаемого на поверхность материала при магнетронном распылении. Такие заготовки можно использовать сразу после разреза на катоды, если при обработке не возникает диффузионный слой на поверхности.
Известен способ изготовления мишеней (катодов) фасонной формы из тугоплавких материалов и их сплавов (тантал, ниобий) для магнетронного распыления («ПОЛАЯ КАТОДНАЯ МИШЕНЬ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ» US 6113761 A1 (KARDOK US), 05.09.2000).
Недостатком этого метода является усложненная технология получения мишеней, далее катодов, при которой необходимо выполнить поперечную прокатку заготовки и осуществить холодную обработку прокатанной заготовки, а также необходимость термической обработки и механической очистки между этапами проката и холодной обработки, что приводит к низкой производительности изготовления катодов.
Задачей изобретения является снижение отходов при обработке редких и как следствие дорогих, тугоплавких металлов при изготовлении катодов для установок магнетронного распыления.
Данный технический результат достигается тем, что обработку производят комбинированным способом, на первом этапе – немеханическим (электроэрозионным), а на втором этапе – механическим (тонкое точение). Сначала производится электроэрозионная обработка в электроискровом или электроимпульсном режиме непрофилированным инструментом (проволокой), при данной обработке от прутка цилиндрической формы с диаметром от 40 до 50 мм отрезают диск того же диаметра (40-50 мм) и толщиной 6-12 мм. Далее производится чистовое точение на токарном оборудовании за два установа с каждой стороны, для устранения дефектного слоя, оставшегося после электроэрозионной обработки, и достижения требуемого качества поверхности.
Способ изготовления катодов для установок магнетронного распыления из тугоплавких металлов, включающий электроэрозионную обработку заготовки в виде прутка на проволочно-вырезном станке с числовым программным управлением (ЧПУ), обеспечивающем точность размеров с учетом припусков на последующую механическую обработку, при которой от прутка отрезают диск, согласно заявляемому техническому решению, после электроэрозионной обработки осуществляют чистовое точение полученного диска путем последовательного снятия припуска от 0,007 до 0,015 мм на токарном станке с ЧПУ за два установа с каждой стороны с обеспечением шероховатости поверхности Ra 0,4 мкм и отсутствия дефектного слоя на поверхности катода.
Рассмотрим способ изготовления катодов для установок магнетронного распыления из тугоплавких металлов на конкретном примере. Электроэрозионную обработку заготовки осуществляют на проволочновырезном станке с числовым программным управлением (ЧПУ), обеспечивающим размеры при обработке катодов толщиной 6 мм – от 6,04 до 6,1 мм, при обработке катодов толщиной 12 мм – от 12,04 до 12,1с учетом припусков на последующую механическую обработку, а затем осуществляют механическую обработку полученного диска, при которой диск крепится в трехкулачковый самоцентрирующийся патрон и обрабатывается с двух сторон. Диск устанавливают на стол проволочновырезного станка с помощью призмы. По чертежу катода задают траекторию обработки с отступом от измерительной базы. Система программирования устройства числового программного управления (ЧПУ), например, Heart NC UTY ЧПУ генерирует (определяет) режимы обработки: длину импульса, длину паузы между импульсами, основной текущий ток, напряжение искрового зазора, напряжение источника питания генератора, верхний предел скорости обработки, величину натяжения проволоки, скорость промотки проволоки. Далее запускают программу обработки в устройстве ЧПУ и производят рез в прямом направлении, перпендикулярно оси диска, с помощью электрических искровых разрядов, протекающих через проволоку, получая необходимый профиль. Далее полученный диск устанавливают в трехкулачковый самоцентрирующийся патрон и обрабатывают на токарном станке с ЧПУ для последующего снятия дефектного слоя. Производят обработку одной стороны на режимах: скорость резания (V) – 61–91 м/мин, подача режущего инструмента (S) – 0,03 мм/об, радиус режущей кромки инструмента (r) – 0,2 мм). После чего диск переворачивают и обрабатывают на этих же режимах с другой стороны. После электроэрозионной обработки осуществляют чистовое точение полученного диска путем последовательного снятия припуска от 0,007 до 0,015 мм на токарном станке с ЧПУ за два установа с каждой стороны с обеспечением шероховатости поверхности Ra 0,4 мм и отсутствия дефектного слоя на поверхности катода.
На Фиг. 1 представлен стол электроэрозионного станка SODICKVZ300L с закрепленной на нем призмой, в которую установлена заготовка.
Фиг. 2 Фиг. 8 отображают фотографии и иллюстрации, которые представлены как дополнение к графическими изображениям.
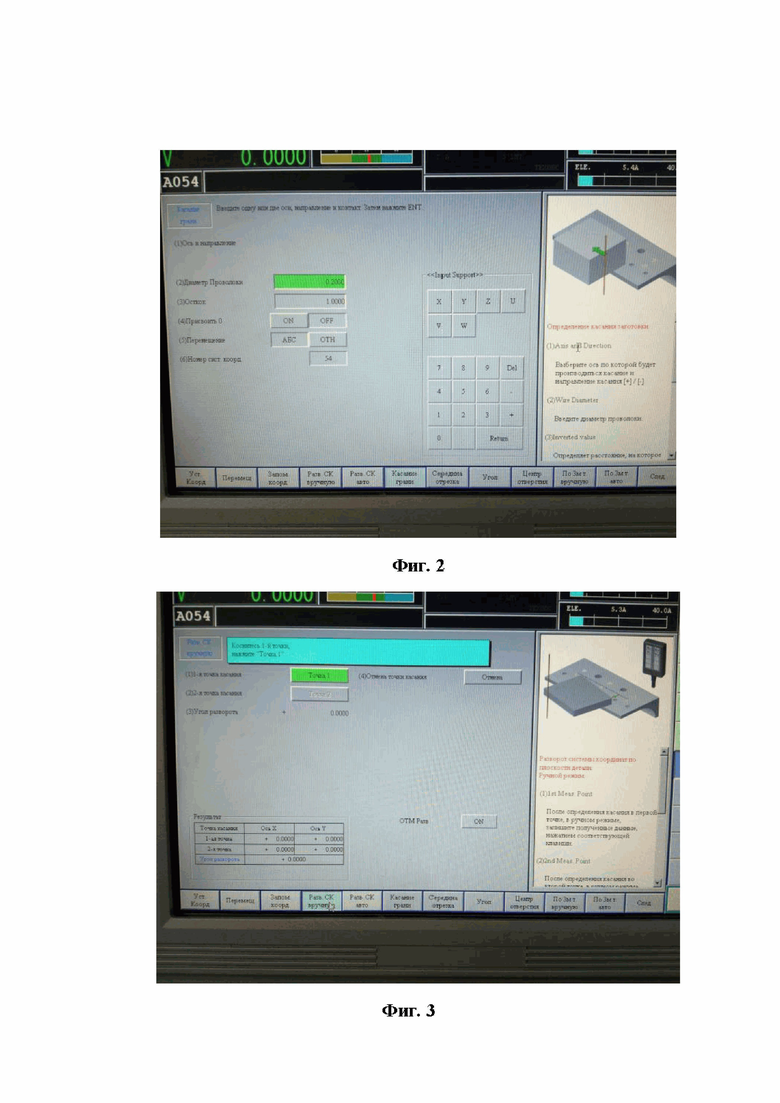
На Фиг. 2 представлено меню функции автоматического разворота системы координат («РАЗВОРОТ СК АВТО») в режиме «РУЧНОЙ».
На Фиг. 3 представлено меню функции определения нулевых координат (по осям X и Y) в режиме «РУЧНОЙ».
На Фиг. 4 представлен выбор траектории движения проволоки в меню «WIRECUTDEFS».
На Фиг. 5 представлена таблица определения параметров «DEFINITION PARAMETERS»
На Фиг. 6 представлена таблица выбора режимов обработки на экране.
На Фиг. 7 представлены диски из разных металлов, отрезанные от прутков.
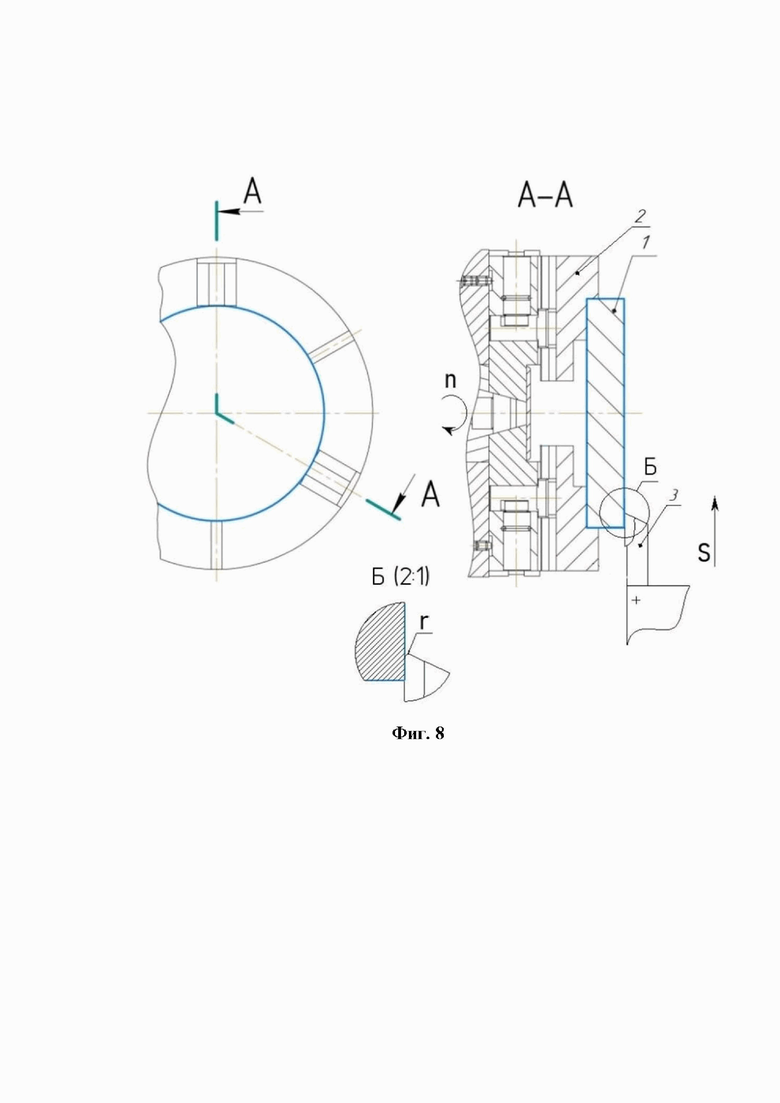
На Фиг. 8 представлена схема обработки катода на токарном оборудовании в трехкулачковом самоцентрирующемся патроне для токарной обработки: 1) катод; 2) трехкулачковый самоцентрирующийся патрон; 3) резец.
Рассмотрим конкретный пример реализации обработки заготовок в процессе изготовления катодов для установок магнетронного распыления (фиг. 1).
Заготовку 1 устанавливают в призму 2, закрепленную на столе 3 проволочно-вырезного станка, например SODICKVZ 300L. С помощью прижима 4 и винта 5 заготовку закрепляют в призме 2, которая в свою очередь уже закреплена с помощью прижима 4 и винта 5 на столе 3. Определяют положение заготовки 1 на столе 3 станка. Обработку производят с помощью проволочного электрода 6 (Фиг. 1). Для того чтобы не выверять заготовку на столе станка индикатором, необходимо развернуть систему координат по торцу. Для этого в режиме «РУЧНОЙ» выбираем функцию автоматического разворота координат «РАЗВОРОТ СК АВТО» (Фиг. 2). В поле «НАПРАВЛЕНИЕ ST» указать направление, в котором проволока должна коснуться заготовки. В нашем случае «Х+». В поле «РАССТОЯНИЕ ДО ДРУГИХ ТОЧЕК» указать максимально отдаленную точку (например, 40 мм при диаметре заготовки 50 мм). После нажатия клавиши «ENTER» станок автоматически разворачивает систему координат по грани заготовки. Далее «локальное» начало координат для данного положения заготовки относительно системы координат станка. Для этого в режиме «РУЧНОЙ» выбрать функцию «КАСАНИЕ ГРАНИ» сначала по оси X (Фиг. 3). После касания проволокой торца заготовки, присвоить данной поверхности 0 по оси X. После проделать аналогичные действия для оси Y, с касанием по круглой поверхности. Далее задать траектории движения проволоки (Фиг. 4) по чертежу детали, оставляя припуск на последующую шлифовальную обработку в меню «WIRECUTDEFS» выбрать тип траектории обработки «OPEN» (открыто). При этом появляется таблица определения параметров «DEFINITION PARAMETERS» (Фиг. 5). В таблице задаем длину стартового вреза «Starting Сut Length» 5 мм. На стартовом врезе станок занижает режимы обработки для уменьшения вероятности обрыва проволоки. Подтвердить выбранные параметры кнопкой «ОK» (Фиг. 5). На мониторе появляется изображение таблицы выбора режимов (Фиг. 6). В ней задать диаметр проволоки, которая установлена на станке. В конкретном примере реализации 0,20 мм, материал заготовки цирконий, толщина заготовки 50 мм, позиция сопла «OPEN», количество проходов - 1. Подтверждаем выбранные параметры кнопкой «ПОИСК». Указываем курсором контур, по которому будет двигаться инструмент, и задаем стартовую точку, от которой производим рез заготовки электрическими искровыми разрядами, протекающими через проволоку. Нажимаем кнопу «Gen NC Data». После этого набираем имя программы: например, «KATOD», под которым она будет храниться на жестком диске. Устройство ЧПУ автоматически генерирует программу и определяет оптимальные режимы реза: длину импульса (ON), длину паузы между импульсами (OFF), основной текущий ток (IP), напряжение искрового зазора (SV), напряжение источника питания генератора (V), верхний предел скорости обработки (SF), величину натяжения проволоки (WT), скорость промотки проволоки (WS), основываясь на введенных данных. По сгенерированной программе производят рез заготовки электрическими искровыми разрядами, протекающими через проволоку и получают готовый диск. Далее полученный диск устанавливаем в трехкулачковый самоцентрирующийся патрон по торцу и цилиндру (Фиг. 8) и на токарный станок. Затем производим механическую обработку (с рассчитанными режимами, исходя из материала заготовки, для тугоплавких материалов скорость резания (V) – 61–91 м/мин, подача режущего инструмента (S) – 0,03 мм/об, радиус режущей кромки инструмента (r) – 0,2 мм), в нашем случае при величине зерна 30 мкм и материале заготовки – циркониевый сплав Э-110, время обработки одной стороны равно 20 сек. После чего диск необходимо перевернуть и производить обработку для обеспечения равномерного съема металла. Последовательное применение данных методов обработки обеспечивает производительность, не зависящую от механических свойств материала, таких как, например, твердость и вязкость, благодаря чему достигается более высокая технологичность при обработке изделий в процессе изготовления катодов для установок магнетронного распыления из тугоплавких металлов, в сравнении с механической обработкой изделий.
Такой способ изготовления может быть использован для изготовления катодов для установок магнетронного распыления из редких и как следствие дорогих металлов, так как отход при обработке минимален.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ФРЕЗ | 2012 |
|
RU2596545C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНЫХ ПЕРИОДИЧЕСКИХ СИСТЕМ ЭЛЕКТРОВАКУУМНЫХ СВЧ ПРИБОРОВ ИЗ МЕДИ С НАНО- И МИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2010 |
|
RU2411605C1 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ И ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ СТВОЛЬНОЙ КОРОБКИ СТРЕЛКОВОГО ОРУЖИЯ ПОД ВЗАИМОДЕЙСТВИЕ С СОПРЯГАЕМЫМИ И ТОРЦЕВЫМИ ПОВЕРХНОСТЯМИ ЗАТВОРА | 2013 |
|
RU2510810C1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ подготовки поверхности сложного профиля под газоплазменное напыление | 2017 |
|
RU2680333C2 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |



Изобретение относится к области машиностроения, в частности к обработке и изготовлению деталей. Способ включает электроэрозионную обработку заготовки в виде прутка на проволочно-вырезном станке с числовым программным управлением (ЧПУ), обеспечивающем точность размеров с учетом припусков на последующую механическую обработку, при которой от прутка отрезают диск. После электроэрозионной обработки осуществляют чистовое точение полученного диска путем последовательного снятия припуска от 0,007 до 0,015мм на токарном станке с ЧПУ за два установа с каждой стороны с обеспечением шероховатости поверхности Ra 0,4 мм и отсутствия дефектного слоя на поверхности катода. Обеспечивается получение катодов из тугоплавких металлов для установок магнетронного распыления с требуемыми параметрами химического состава и шероховатости поверхности при минимизации отходов. 8 ил., 1 пр.
Способ изготовления катодов из тугоплавких металлов для установок магнетронного распыления, включающий электроэрозионную обработку заготовки в виде прутка на проволочно-вырезном станке с числовым программным управлением (ЧПУ), обеспечивающем точность размеров с учетом припусков на последующую механическую обработку, при которой от прутка отрезают диск, отличающийся тем, что после электроэрозионной обработки осуществляют чистовое точение полученного диска путем последовательного снятия припуска от 0,007 до 0,015 мм на токарном станке с ЧПУ за два установа с каждой стороны с обеспечением шероховатости поверхности Ra 0,4 мм и отсутствия дефектного слоя на поверхности катода.
| WO 2009119660 A1, 01.10.2009 | |||
| US 6113761 A1, 05.09.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНЫХ МИШЕНЕЙ | 1991 |
|
RU2015850C1 |
| ПОЛАЯ КАТОДНАЯ МИШЕНЬ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2261288C2 |

