делитель соединен с центрифугами 4 (п - штук) периодического действия. Центрифуги связаны трубопроводами со сборником 5 первого оттека центрифугирования. В сборнике 5 установлен датчик 6 непрерывного измерения уровня. На трубопроводах установлены расходомеры 7. Блоки 8 управления связаны с центрифугами 4 и клапанами 3 подачи утфеля, а также с управляющим микропроцессорным вычислительным устройством 9, с которым также связаны датчики 2, 6 и расходомеры 7, Управ1
Изобретение относится к пищевой Промышленности и может найти применение на сахарных заводах в системах автоматического управления производительностью завода.
Целью изобретения является повышение точности управления.
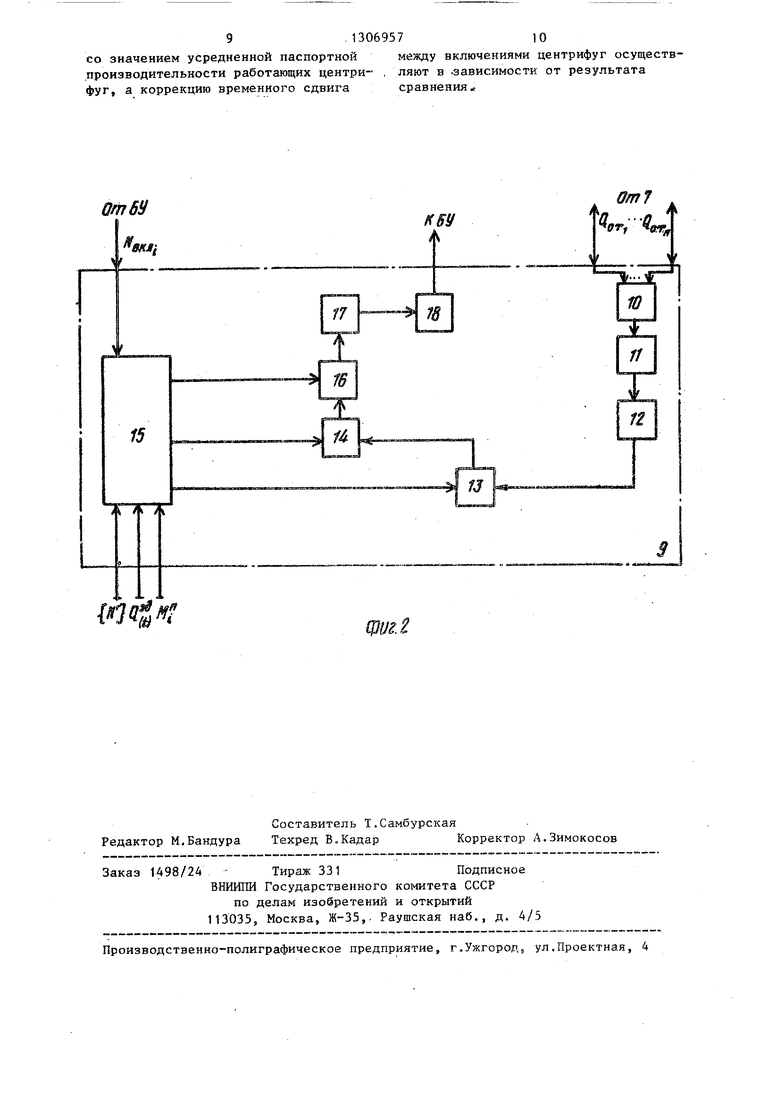
На фиг. 1 изображена схема, поясняющая выполнение способа; на фиг.2 блок-схема управляющего микропроцессорного вычислительного устройства.
Устройство, на котором осуществляют способ управления производительностью группы центрифуг периодического действия сахарного производства, состоит из утфелераспределителя 1, в котором установлен датчик 2 измерения уровня, посредством клапанов 3 соединенный с центрифугами 4 (п-штук) периодического действия, связанными трубопроводами со сборником 5 первого оттека центрифугирования, в котором установлен датчик 6 непрерывного измерения уровня. На трубопроводах, связывающих -каждую центрифугу со сборником 5 первого оттека, установлены расходомеры 7. Блоки 8 управления связаны с центрифугами 4 и с клапанами 3 подачи утфеля в центрифуги, а также с управляющим микропроцессорным вычислительным устройством (УМВУ) 9, с которым также связаны датчики уровня 2, 6 и расходомеры 7.
Управление производительностью группы центрифуг производят с помощью УМВУ 9.
ление производительностью группы центрифуг производят путем изменения сдвига по времени между их последовательными включениями, при этом величину сдвига определяют выражением ut ;, 60/N,, 60.M,) мин, где utg, - величина заданного сдвига для обеспечения заданной производительности группы центрифуг Q(t), т/ч, при средней производительности центрифуг в группе , т/цикл; расчетное число включений, ед/ч. 2 ил.
Блок-схема управляющего микропроцессорного вычислительного устройства 9 (фиг. 2) включает связанный с датчиками расхода 7 (п-штук) блок 10 суммирования, связанный с блоком 11 интегрирования. Последний связан с блоком 12 усиления, который связан с блоком 13 деления - связан с блоком деления 14 и вычислительным блоком 15, который также связан с блоком 14 и блоком 16 умножения. Последний связан с генератором 17 прямоугольных импульсов, который связан с коммутатором 18, связанным с блоками управления (БУ) центрифуг. Кроме того, БУ связаны с вычислительным блоком 15,
Управление производительностью группы центрифуг производят путем изменения сдвига по времени между их последовательными включениями, при этом заданная величина сдвига определяется выражением
Р .
в Х.л (t)
мин,
где Utg - величина заданного сдвига для обеспечения заданной производительности . группы центрифуг Q °(т/ч) при средней производительности центрифуг в р группе М (т/цикл); расчетное число включений, ед/ч,
Так как группа центрифуг на предприятии может формироваться из цент
рифуг различной производнтелькости, то это учитывается при осуществлении управления путем усреднения производительности центрифуг в группе.
Способ управления осуществляют следующим образом.
В УМВУ 9 вводят задание по производительности группы центрифуг
Q(t) на заданный интервал времени, которое определяется исходя из техно логической ситуации и может изменяться в процессе работы, а также информацию о работоспособности центрифуг Т и количестве работоспособных центрифуг в группе ы, где - множество номеров центрифуг в группе готовых к работе (предварительно каждой центрифуге присваивается порядковый номер от 1 до п).
Информация о расходах оттеков и уровнях в сборниках 1 и 5 поступает в УМВУ от датчиков 7, 2 и 6.
- Информация о включениях центрифуг поступает в УМВУ непосредственно из блоков 8 управления.
Величина фактической единичной мощности (количество утфеля, перерабатываемого за один цикл) каждой центрифуги М определяется исходя из фактических количеств первого оттека центрифугирования и числа включений каждой центрифуги группы за выбранньш предыдущий интервал времени, наприме за 1 ч, по формуле
KiQ,n.: (t)dt
т/цикл,
. N i
д,„,.. (t)
К ср ZIN
Г
Ют,, 1р--- Bxft.j
текущее значение расхода первого оттека центрифугирования i-й центрифуги, т/ч; коэффициент пересче- та первого оттека на утфель (по технологическому регламенту ,8 - 4,2);
Вкп J
фактическое число включений i-й центрифуги за предыдущий интервал времени
. О;
- выбранный интервал времени расчета, ч. Пошаговая реализация способа осуществляется следующим образом.
Вначале прсзверяются уровни полупродуктов в утфелераспределителе t и сборнике 5 первого оттека, т.е. проверяется выполнение неравенств;
(1)
(2)
В случае невыполнения хотя бы одного неравенства реализация способа прекращается, осуществляется блокировка клапанов подачи утфеля в центрифуги и оператору отделения (диспетчеру) выдается соответствующее информационное сообщение.
Невыполнение условия (1) соответствует переполнению сборника первого оттека центрифугирования, а невыполнение условия (2) соответствует отсутствию центрифугируемого полупродукта (утфеля),
Далее осуществляют расчет максимально возможной производительности группы центрифуг Q по выражению
макс
z:м, ./.,
ut -1
(3)
0
5
0
5
где At
ВкЛ
- минимально допустимый интервал между включениями в цикл отдельной центрифуги, мин.
После этого сравнивают максимально возможную производительность группы центрифуг с заданной, т.е. проверяют условие Q (t) . (4)
Если условь е (4) не выполняется, оператору выд.ается соответствующее сообщение об ограничении производительности на участке, а при дальнейшем расчете вместо
величины 0 (t)
/лаке используется величина Q , т.е.
макс
)
(.5)
до тех пор, пока не будут устранены причины возникновения ограничения (восстановлена работоспособность вышедших из строя центрифуг).
В случае выполнетшя условия (4) сообщение не выдается, производится расчет средней мощности центрифуг в группе по формуле
М:
М ,
После
т.(6)
этого производится расчет ла включений центрифуг в группе зависимости
iii)
М-„
N
вкл
(7)
Далее по Ng определяют сдвиг по емени между включениями центрифуг группе
Р 60 ut,
Р Ne.cn
мин
(8)
Количество центрифуг, необходимых для выполнения задания по производительности группы, определяется по зависимостиto
МКН
N - if-fi-(9)
btsK и округляется до ближайшего большего
целого числаf5
. (10)
Оптимальный выбор номеров центрифуг, которыми должно выполняться задание, осуществляется исходя из мини-20 которого подают от блока мума их средней производительности с ограничением, обеспечивающим выполнение задания
Ь; А,(N).
(11) 25
мин
Сигналы расхода перво измеренные датчиками 7, блок 10 суммирования, сум нал расхода оттека с блок ется на блок 11 интегрир котором получают сигнал, вующий количеству оттека Сигнал с блока 11 пропус блок 12 усиления с коэфф равным козффициенту пере на утфель, и подают на в блока 13 деления, на вход
соответствующий накоплен ству включений центрифуг лучаемый в блоке 15 по с чений от БУ каждой центр нал с блока 13 деления, щий фактической величине производительности центр на вход Делимое блока на вход Делитель котор сигнал с блока 15, соотв усредненной паспортной п ности центрифуг, получае нем по вводимым в него д портной производительнос
где .
После этого минимальному номеру из множества j ставится в соответствие минимальное число натурального ряда (единица), т.е.
I,2..... (12) Далее при поступлении сигнала от тайм ера, соответствующего моменту времени
-8КП е
t,+iut
вкл
,2,3... (13)
где t, - начальный момент времени, осуществляется последовательная выдача сигналов на включение центрифуг с номерами множества .Nj.
Для проверки выполнения задания осуществляют контроль числа включений каждой центрифуги и рассчитывают фактическую производительность в течение определенного промежутка времени, например 1 ч
ср V
т/ч,
(14)
где ,2...m - количество включений центрифуг группы за 1 ч.
Затем сравнивают фактическую и заданную производительность
.Ч-п
(t)-Q в случае
и
дание как
на
(15)
скорректированное за- следующий час определяется
Q
55
(t, )Q 4tJ+iQ. (t6)
5
0 которого подают от блока
5
0
.5
0
5
Таким образом осуществляется ритмичная работа центрифуг в группе и обеспечивается поддержание заданной производительности.
Сигналы расхода первого оттека, измеренные датчиками 7, подают на блок 10 суммирования, суммарный сигнал расхода оттека с блока 10 подается на блок 11 интегрирования, на котором получают сигнал, соответствующий количеству оттека с центрифуг. Сигнал с блока 11 пропускают через блок 12 усиления с коэффициентом К, равным козффициенту пересчета оттека на утфель, и подают на вход Делимое блока 13 деления, на вход Делитель
15 сигнал,
соответствующий накопленному количеству включений центрифуг группы, получаемый в блоке 15 по сигналам включений от БУ каждой центрифуги. Сигнал с блока 13 деления, соответствую - щий фактической величине усредненной производительности центрифуг, подают на вход Делимое блока 14 деления, на вход Делитель которого подают сигнал с блока 15, соответствующий усредненной паспортной производительности центрифуг, получаемый в последнем по вводимым в него данным о паспортной производительности каждой
ч
центрифуги (М;). Кроме того, в блок 15 вводят информацию о количестве работоспособных центрифуг, их номера, задание по производительности Q (t). Вся перечисленная информация обновляется по мере необходимости.
Сигнал с блока 14 деления, соответствующий коэффициенту коррекции (К„ МГР/М.р), подают на блок 16 умно/м;
на другой
0
жения, на другой вход которого подают сигнал с блока 15, соответствующий заданному расчетному сдвигу между последовательными включениями центрифуг в группе, рассчитываемому в вычислительном блоке 15 исходя из вводимой в него информации по какому-либо алгоритму (например, по приведенному в описании способу).
55
Сигнал скорректированной величины сдвига (fit ) подают на вход генератора управляемого напряжением (ГУН) прямоугольных импульсов низкой частоты (блок 17), который на выходе фор71306957
мирует прямоугольные импульсы с частотой, пропорциональной величине по, рк даваемого на его вход сигнала (Л1„„. )
,ОпЛ
Сигналы с блока 17 подают на коммутатор 18, который осуществляет после- довательную выдачу управляющих сигналов на включения центрифуг. Указанные, сигналы от блока 18 передают в БУ соответствующих центрифуг группы.
Таким образом осуществляют управ- ленив центрифугами со сдвигом между их последовательными включениями, корректируемым по величине рассогласования усредненной фактической и паспортной производительности центрифуг.
Если фактическая производительность одной или нескольких центрифуг оказывается ниже паспортной, то в этом случае величина расхода первого оттека с указанньк центрифуг уменьша
ется, поскольку первый оттек представляет собой межкристальный раствор и его количество линейно связано с количеством утфеля, загруженного в центрифугу (связь характеризуется коэффициентом пересчета К). Соответственно уменьшается сигнал с блока 10, соответствующий общему расходу оттеТаким образobf, автоматическое управление группой центрифуг периодического действия позволяет повысить производительность группы благодаря 25 равномерности включения центрифуг, согласованию выработки отфугованного полупродукта с производительностью предыдущих и последующих участков, снижению неравномерности потоков,
ка с центрифуг, и темп нарастания сиг 4 т - - остоящих из оттеков центрифугирова- нала с блока 1/, соответствующий обще- .
му количеству переработанного утфеля, при этом темп нарастания сигнала с - блока 15, соответствующий количеству включений центрифуг, остается неизменным, 35 Таким образом, пропорционально
ВИЯ. Равномерность технологических потоков позволяет снизить потери в производстве и расходы энергоносителей .
Формула изобретен и-я
уменьшению производительности центрифуг уменьшается и сигнал с блока 13, соответствующий усредненной фактической производительности центрифуг
Ор
(М-р), и сигнал с блока 14, соответствующий коэффициенту коррекции К.
М
«ср/Мер.
Следовательно, величина сдвига между включениями, корректируемая в блоке 16, также уменьшается пропорционально уменьшению фактической производительности центрифуг.
Таким образом, частота включений центрифуг увеличивается пропорционально уменьшению величины сдвига, за счет чего производительность группы центрифуг в целом увеличивается, что обеспечивает стабилизацию производительности группы центрифуг на уровне
заданной величины (t).
При увеличении фактической производительности одной или нескольких
центрифуг производимая коррекция велир ,
чины сдвига й,, (в сторону увеличения) обеспечивает уменьшение частоты включения центрифуг в группе и, как следствие, стабилизацию производительности группы центрифуг на уровне
заданной Qaq(t).
Б случае равенства фактической производительности центрифуг паспортной коррекцию не производят, так как коэффициент К 1. Интегрирование в блоке 14 и накот1ление числа включений центрифуг в блоке 15 производят в течение выбранных интервалов времени wj Tj, по истечении которых производят обнуление сигналов, после чего продолжают накопление.
20
Таким образobf, автоматическое управление группой центрифуг периодического действия позволяет повысить производительность группы благодаря 25 равномерности включения центрифуг, согласованию выработки отфугованного полупродукта с производительностью предыдущих и последующих участков, снижению неравномерности потоков,
остоящих из оттеков центрифугирова- .
ВИЯ. Равномерность технологических потоков позволяет снизить потери в производстве и расходы энергоносителей .
Формула изобретен и-я
Способ управления производительностью группы центрифуг периодическо Q го действия сахарного производства, включающий управление периодическими включениями центрифуг группы в рабочий цикл центрифугирования со сдвигом по времени между их включениями,
определение сдвига по времени между включениями группы центрифуг, исходя из данной производительности группы центрифуг и соответствующему производительности расчетному числу вклю Q чений центрифуг, и коррекцию величины сдвига по времени в зависимости от фактического числа включений, о тличающийся тем, что, с
целью повьш ения точности управления, измеряют расход первого оттека и вычисляют число включений каждой центрифуги, определяют значение усредненной фактической производительности работающих центрифуг, сравнивают его
9.130695710
со значением усредненной паспортной между включениями центрифуг осуществ- производительности работающих центри- . ляют в .зависимости от результата фуг, а коррекцию временного сдвига сравнения.,



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления производительностью группы центрифуг непрерывного действия сахарного производства | 1985 |
|
SU1324692A1 |
| Способ управления производительностью центрифуг периодического действия свекло-сахарного производства | 1979 |
|
SU878797A1 |
| Способ автоматического контроля работоспособности сит центрифуг периодического действия сахарного производства и устройство для его осуществления | 1988 |
|
SU1612258A1 |
| СПОСОБ РАЗДЕЛЕНИЯ УТФЕЛЯ ПЕРВОЙ КРИСТАЛЛИЗАЦИИ | 2003 |
|
RU2227810C1 |
| Способ управления производительностью кристаллизационного отделения в сахарном производстве | 1987 |
|
SU1520102A1 |
| Способ разделения утфеля первой кристаллизации в фильтрующей центрифуге периодического действия | 2021 |
|
RU2771067C1 |
| СПОСОБ АФФИНАЦИИ САХАРА ПОСЛЕДНЕЙ КРИСТАЛЛИЗАЦИИ | 2001 |
|
RU2194763C1 |
| СПОСОБ РАЗДЕЛЕНИЯ УТФЕЛЯ ПЕРВОЙ КРИСТАЛЛИЗАЦИИ | 2023 |
|
RU2815550C1 |
| СПОСОБ ЦЕНТРИФУГИРОВАНИЯ УТФЕЛЯ В ФИЛЬТРУЮЩЕЙ ЦЕНТРИФУГЕ | 2002 |
|
RU2211863C1 |
| СПОСОБ ПРОИЗВОДСТВА САХАРА | 2007 |
|
RU2360005C1 |
Изобретение относится к пищевой промьшшенности и может найти применение на сахарных заводах в системах автоматического управления производительностью завода. Устройство содержит утфелераспределитель 1, в котором установлен датчик 2 измеренй) уровня .посредством клапанов 3. Утфелераспре- СО о Oi CD сд 
sS joiff
,
От7
Редактор М.Бандура
Составитель Т.Самбурская
Техред В.Кадар Корректор Л.Зимокосов
Заказ 1498/24 - Тираж 331Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,. Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г,Ужгород, ул.Проектная, 4
| Способ управления производительностью центрифуг периодического действия свекло-сахарного производства | 1979 |
|
SU878797A1 |
| Насос | 1917 |
|
SU13A1 |
