Изобретение относится к радиационной обработке гибких-протяженных из- делий, например кабельных.
Известен способ радиационной обработки изделий, в котором для повышения равномерности обработки радиационный поток разделяют на составляющие и при помощи отклоняющих электромагнитных систем направляют на изделие с противоположных сторон.
Однако при отклонении радиационного потока на значительньш угол усложняется конструкция выпускного тракта источника радиационного излучения, а его выпускная фольга подвергается воздействию встречных радиационных потоков, что снижает ее долговечност
Известен способ, согласно которому изготавливаемое изделие размещают, в двух параллельных плоскостях, , расцоложенных с зазором одна относительно другой, и направляют по меньшей мере один радиационный поток через выпускную фольгу источника радиа ции на внешнюю поверхность части изделия, расположенного в одной из плоскостей.
Недостатком этого способа является неравномерность радиальной обработки изоляции, происходящая из-за однонаправленности радиационного потока, неравномерной толщины облучаемого изделия (по направлению движения радиационного потока) и экранирующего эффекта металлической жилы. Это приводит к тому, что при определенном допуске на радиальную нерав- номерность радиационной обработки ограничивается диапазон сечений и марок кабельных изделий, пригодных к облучению этим способом.
Цель изобретения - повьццение рав- номерности радиационной обработки, повышение эффективности использования энергии радиационного потока при одновременном предохранении выпускной фольги источника радиации от облучения встречными радиационными потоками.
Поставленная цель достигается теМ; что в способе радиационной обработки гибких протяженных изделий, например кабельных, при котором изготавливаемое изделие размещают в двух параллельных плоскостях, расположенных с зазором одна относительно другой, и направляют по меньшей мере один радиационный поток через
5
0
5
0
5
0
5
0
5
выпускную фольгу источника радиации на внешнюю поверхность части изделия, расположенного в одной из плоскостей, из указанного зазора- между плоскостями на внутреннюю поверхность час Г и изделия, расположенного во второй плоскости, дополнительно направляют по меньшей мере один радиационный поток.
На фиг.1 - 3 изображены схемы радиационной обработки гибкиз : протяженных изделий.
По схеме на фиг.1 способ радиационной обработки гибких протяженных изделий осуществляют следующим образом.
Обрабатываемое изделие 1 размещают с зазором в двух параллельных плоскостях при помош двух роликов 2 и 3. На внешнюю поверхность 4 изделия 1 Направляют под углом, обеспечивающим равномерность радиационной обработки,- один радиационньш поток 5, Другой радиационный поток 6 направляют под углом, обеспечивающим равномерность радиационной обработки, из зазора между плоскостями на внутреннюю поверхность 7 изде.-.:.
ЛИЯ 1 .
По схеме на фиг,. 2 способ радиационной обработки гибких протяженных изделий осуществляют следующим образом.
Обрабатываемое изделие 1-размещают с зазором в двух параллельных плоскостях при помощи двух роликов 2 и 3. На внешнюю поверхность 4 изделия
1направляют под углом, обеспечивающим равномерность радиационной обработки, один радиационный поток 5, а два других радиационных потока 6
и 8 направляют под углом, обеспечи- ваюшдм равномерность радиационной обработки, из зазора между плоскостями на внутреннюю .поверхность 7 из- Делия 1.
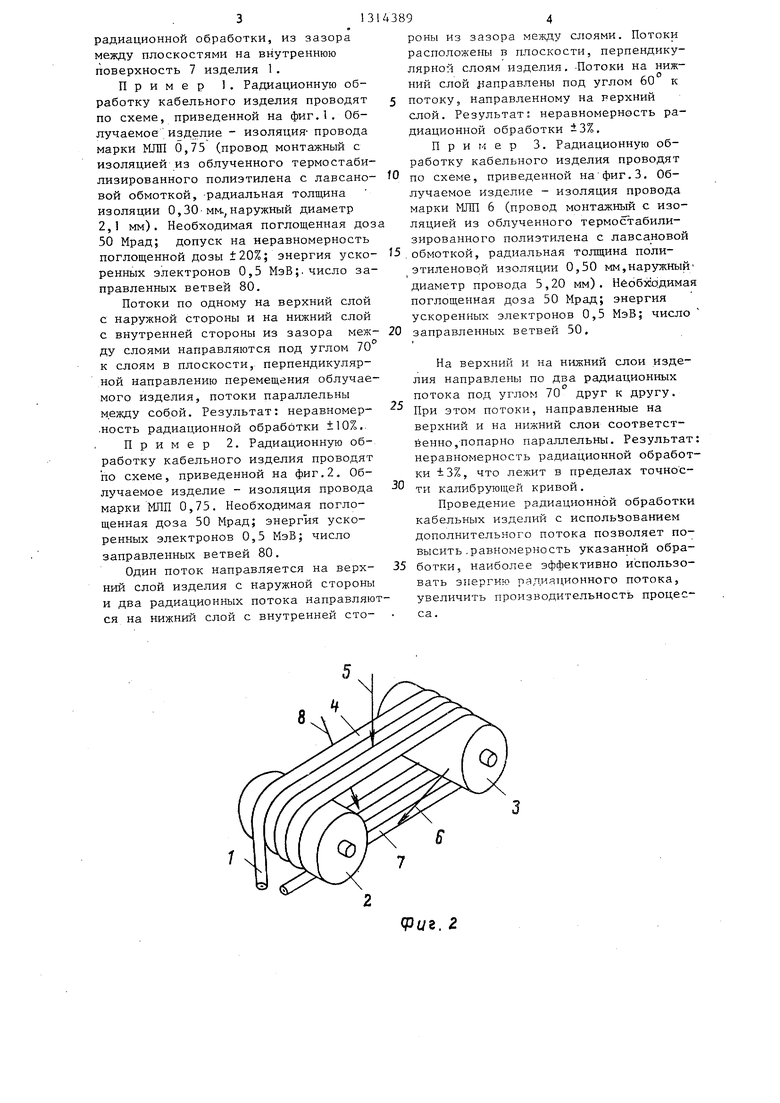
По схеме на фиг.3 способ радиационной обработки гибких протяженных изделий осуществляют следующим образом.
Обрабатываемое изделие 1 размещают с зазором в Двух параллельных плоскостях при помощи двух роликов
2и 3. На внешнюю поверхность 4 изделия 1 направляют два радиационных, потока 9 и 10. Два других радиационных потока 6 и. 8 направляют под углом, обеспечивающим равномерность
радиационной обработки, из зазора между плоскостями на внутреннюю поверхность 7 изделия 1.
Пример 1. Радиационную обработку кабельного изделия проводят по схеме, приведенной на фиг.1. Облучаемое изделие - изоляция- провода марки МЛП 0,75 (провод монтажный с изоляцией из облученного термостаби- лизированного полиэтилена с лавсановой обмоткой, -радиальная толщина изоляции 0,30-мм.,наружный диаметр 2,1 мм). Необходимая поглощенная доз 50 Мрад; допуск на неравномерность
поглощенной дозы ±20%; энергия уско- 5 обмоткой, радиальная толщина поли- ренных электронов 0,5 МэВ;. число за- этиленовой изоляции 0,50 мм,наружный правленных ветвей 80.
Потоки по одному на верхний слой
диаметр провода 5,20 мм). Необходимая поглощенная доза 50 Мрад; энергия ускоренных электронов 0,5 МэВ; число заправленных ветвей 50,
с наружной стороны и на нижний слой с внутренней стороны из зазора между слоями направляются под углом 70 к слоям в плоскости, перпендикулярной направлению перемещения облучаемого изделия, потоки параллельны между собой. Результат: неравномер- .ность радиационной обработки ±10%,.
Пример 2. Радиационную обработку кабельного изделия проводят по схеме, приведенной на фиг.2. Облучаемое изделие - изоляция провода марки МЛП 0,75. Необходимая поглощенная доза 50 Мрад; энергия ускоренных электронов 0,5 МэВ; число заправленных ветвей 80.
Один поток направляется на верхний слой изделия с наружной стороны и два радиационных потока направляются на нижний слой с внутренней сто
роны из зазора между слоями. Потоки расположены в плоскости, перпендикулярной слоям изделия. -Потоки на нижний слой } аправлены под углом 60 к потоку, направленному на верхний слой. Результат: неравномерность радиационной обработки i3%,
П р и Г е р 3. Радиационную обработку кабельного изделия проводят по схеме, приведенной на фиг.З. Облучаемое изделие - изоляция провода марки МЛП 6 (провод монтажный с изоляцией из облученного термослгабили- зированного полиэтилена с лавсановой
обмоткой, радиальная толщина поли- этиленовой изоляции 0,50 мм,наружный
диаметр провода 5,20 мм). Необходимая поглощенная доза 50 Мрад; энергия ускоренных электронов 0,5 МэВ; число заправленных ветвей 50,
5
0
два радиационных 70° друг к другу.
На верхний и на нижний слои изделия направлены по потока под углом При этом потоки, направленные на верхний и на нижний слои соответственно,-попарно параллельны. Результат: неравномерность радиационной обработки i3%, что лежит в пределах точности калибрующей кривой.
Проведение радиационной обработки кабельных изделий с использованием дополнительного потока позволяет повысить .равномерность указанной обра- 5 ботки, наиболее эффективно использовать энергию рал.иатщонного потока, увеличить производительность процесса.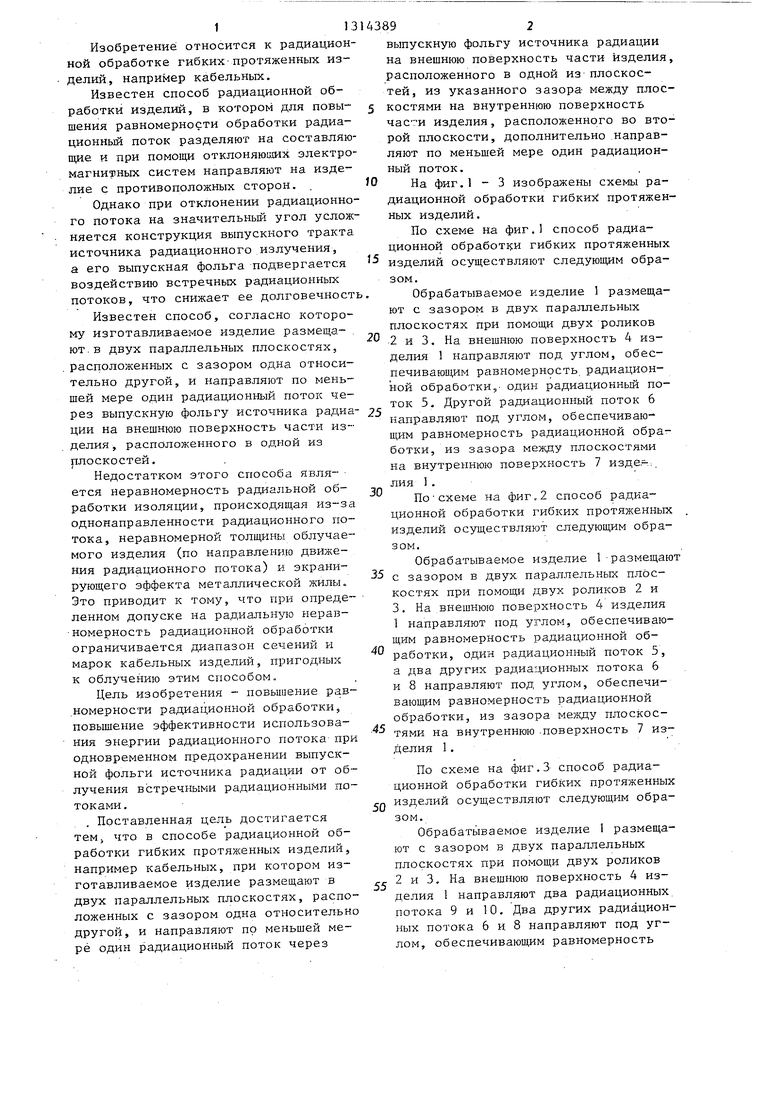

фуе. г
Редактор И.Касарда
Составитель Э.Нагрелли
Техред В.Кар,арКорректор С.Лыжова
Заказ 2215/52 Тираж 699Подписное
ВНИИЛИ Государственного комитета СССР
по р,епа.м изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Производс7ЕРенно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Станок для клеймения пунсонами | 1924 |
|
SU2741A1 |
| Теория, расчет, конструкции, характеристики и технология производства кабельных изделий, ВНИИКП, М.: Энергоиздат, 1982, с.98-106. | |||
