Изобретение относится к устройствам для неразрушающего контроля материалов и изделий и может быть использовано для измерения толщины стенок автокамерной трубки, производимой с помощью щприц-машин и применяемой в шинной промышленности для изготовления автокамер.
Цель изобретения - повышение точности измерения толщины стенок автокамерной трубки за счет компенсации погрешности, связанной с разнородностью структуры материала контролируемого изделия.
На чертеже представлена блок-схема ультразвукового эхоимпульсного толщиномера для контроля автокамерной трубки.
Толщиномер содержит последовательно электроакустически соединенные генератор, зондирующи.х импульсов, ультразвуковой преобразователь 2, эталонный образец 3 и усилитель 4, выходом подключенный к входу генератора 1 зондирующих импульсов, последовательно соединенные коммутатор 5, входом подключенный к генератору 1 зондирующих импульсов, блок 6 ультразвуковых пьезо- преобразователей 7-10, предназначенных для установки вокруг контролируемой трубки, второй усилитель II, фор1мирователь 12 импульсов, триггер 13, расширитель 14 импульсов, элемент 15 совпадения и регистратор 16, интегратор 17, включенный между выходом генератора 1 зондирующих импульсов и входом расширителя 14 импульсов, генератор 18 тактовых импульсов, выходом ;;()Лключенн з1Й к втором} входу элемента 15 совпадения, последовательно электроакустически соединенные калибровочный образец 19 из однородного по структуре материала контролируемой трубки, второй ультразвуковой пьезопреобразователь 20, измеритель 21 временного интервала, второй расширитель 22 импульсов и комнаратор 23, подключенные к выходу триггера 13 последовательно соединенные второй ком.мутатор 24 и третий раснжритель 25 импульсов, выходом подключенный к вторым входам компаратора 23. Позицией 26 обозначена контролируемая евтокамерная трубка.
Ультразвуковой эхоимпульсный толщиномер для контроля автока.мерной трубки работает следующим образом.
Электроакустическое синхрокольцо, образованное генератором 1 зондирующ:их импульсов, ультразвуковым пьезопреобразова- телем 2, эталонным образцом 3 и усилителем 4, вырабатывает последовательности им- нульсов.
Период следования определяется скоростью распространения ультразвуковых колебаний (УЗК) в эталонном образце, т. е. в контролируемой автокамерной трубке. При изменении, например, температуры контролируемой трубки изменяется и скорость распространения УЗК, что приводит к изменению частоты генератора 1 зондирующих импульсов. Последовательность импульсов с ге0
5
0
5
0
5
0
5
5
нератора 1 зондирующих импульсов поступает на вход коммутатора 5, на выход которого в определенном порядке подключаются ультразвуковые пьезопреобразователи 7-10. Создаваемый, например, ультразвуковым пьезопреобразователем 7 импульс УЗК проходит до внещней поверхности трубки 26 через жидкую среду, например воду, применяемую для охлаждения и ускорения усадки. Часть ультразвуковых колебаний, отразившись от внешней поверхности трубки 26, поступает обратно на ультразвуковой пьезопреобразователь 7. Другая часть колебаний, пройдя стенку трубки 26, отражается от ее внутренней поверхности и после выхода из контролируемой стороны стенки трубки 26 поступает на тот же преобразователь. Попадая на преобразователь 7, отраженные импульсы преобразуются в электрические импульсы, которые поступают на вход усилителя 11. Усиленные импульсы поступают на вход формирователя 12 импульсов, который из последовательности импульсов формирует два импульса, соответствующие двум последовательно отраженным УЗК оси наружной и внутренней поверхностей трубки 26. Эти импульсы используются для переключения измерительного триггера 13, на выходе которого формируется прямоугольный импульс длительностью, зависящей от толщины стенки автокамерной трубки 26 и скорости распространения УЗК в ней. Так как скорость УЗК может изменяться, например, с изменением температуры трубки 26, то образуется погрешность измерения, следовательно, длительность импульса, от которого зависит точность измерения, корректируется.
Прямоугольный импульс с выхода триггера 13 поступает на один из входов рас- щирителя 14 импульсов, на другой вход которого поступает управляющее напряжение с интегратора 17, который вырабатывает постоянное напряжение в соответствии с частотой генератора 1 зондирующих импульсов, следовательно, в зависимости от скорости УЗК в контролируемой трубке 26. Это обеспечивает поправку на коэффициент расширения импульсов в расширителе 14. Расширенный прямоугольный импульс поступает на первый вход элемента 15 совпадения, на другой вход которого поступают импульсы с выхода генератора 18 тактовых импульсов. Заполненный прямоугольный импульс с выхода элемента 15 совпале:1ия поступает на вход регистратора 16, который калибруется в единицах толнхины.
Резиновая смесь, из которой изготавливают автокамерную трубку 26, является многокомпонентной. Скорость распространения УЗК в каждом компоненте имеет различную величину, а сами компоненты неравномерно распределены к нзготавл11вае юм 26, что может привести к ногре н; ности измерений, а следовательно, к браку
продукции. Компенсация погрешности измерений толщины из-за неоднородности резиновой смеси осуществляется следующим образом. Ультразвуковой пьезопреобразова- тель 20 излучает ультразвуковые импульсы в направлении калибровочного образца 19, изготовленного из однородного по структуре материала контролируемой трубки 26, т. е. компоненты резиновой смеси распределены в образце 19 равномерно. Отраженные от передней и задней сторон калибровочного образца 19 УЗК поступают на ультразвуковой пьезопреобразователь 20, который преобразует их в электрические импульсы. Затем измеритель 21 временного интервала усиливает эти импульсы и преобразует их в прямоугольные, пропорциональные толщине и составу калибровочного образца 19, которые поступают на вход второго расщири- теля 22 импульсов. Прямоугольные импульсы с триггера 13 через второй четы- рехканальный коммутатор 24 поступают на входы третьего расщирителя 25 импульсов, который при номинальной резиновой смеси преобразует их в равные по щирине между собой и с импульсами, поступающими с расширителя 22 импульсов. Показания цифрового компаратора 23 при поступлении на его входы одинаковых импульсов свидетельствуют о норме, а если импульсы с третьего расщирителя 25 импульсов отличаются по длительности от импульсов, поступающих с второго расширителя 22 импульсов, индикатор компаратора 23 показывает соответствующее отклонение от нормы. Резиновая смесь в этом случае направляется на дополнительную переработку.
0
5
Изобретение позволяет повысить точность измерения толщины и качество выпускаемой продукции.
Формула изобретения
Ультразвуковой эхоимпульсный толщ11но- мер для контроля автокамерной трубки, содержащий последовательно электроакустически соединенные генератор зондирующих импульсов, ультразвуковой пьезопреобразователь, эталонный образец и усилитель, выходом подключенный к входу генератора зондирующих импульсов, последовательно соединенные коммутатор, входом подключенный к генератору зондирующих импульсов, блок ультразвуков 51х пьезопреобразователей, предназначенных для установки вокруг контролируемой трубки, второй усилитель, формирователь импульсов, триггер, расширите.чь импульсов, элемент совпадения и регистратор, интегратор, включенный между выходом генератора зондирующих импульсов и входом расщирителя импульсов, генератор тактовых импульсов, выходом подключенный к второму входу элемента совпадения, отличающийся тем, что, с целью повышения точности измерений, он снабжен последовательно электроакустически сое.аинен1П11ми калибровочным образцом из однородного по структуре материала контролируемой трубки, вторым ультразвуковым пьезонреобразовате- лем, измерителем временного интерва.ча, вторым расширителем импульсов и компарато- 0 ром, подключени ым к выходу триггера последовательно соединенными вторым компаратором и третьим рас1пирителем имиуль- сов, выходом подк.чюченным к вторым входам комгшратора.
0
5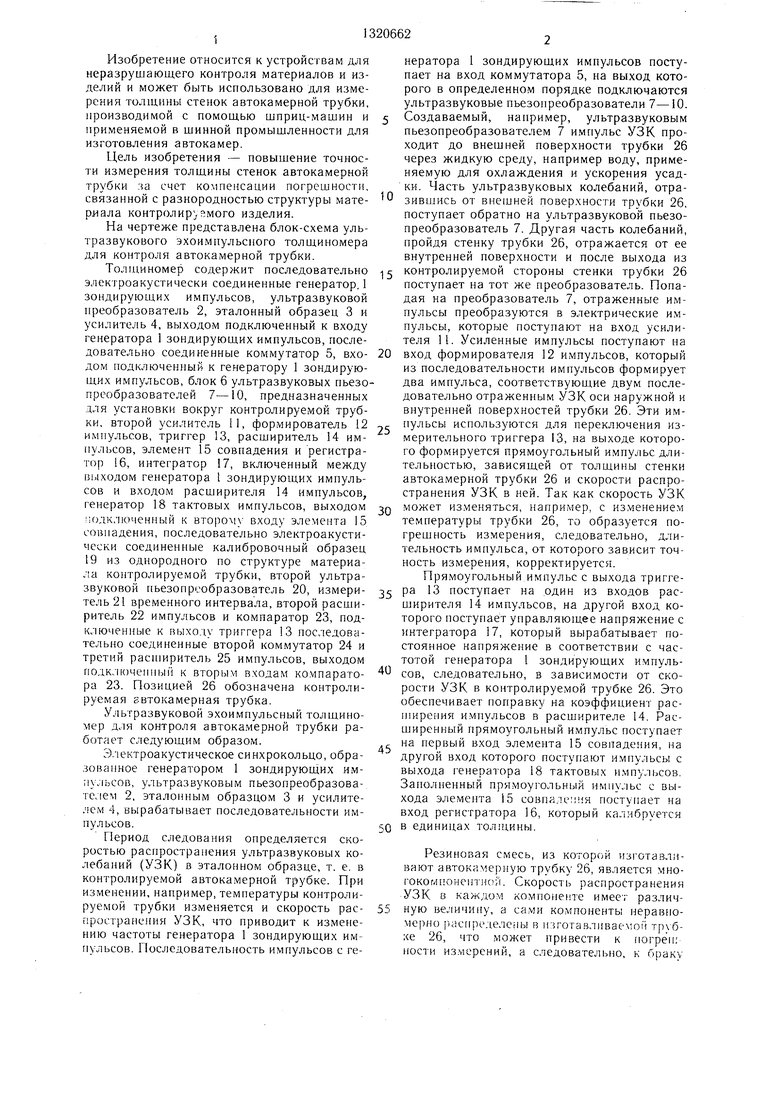
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой эхо-импульсный толщиномер | 1989 |
|
SU1652817A1 |
| Ультразвуковой эхо-импульсный толщиномер | 1987 |
|
SU1490475A1 |
| Безэталонный ультразвуковой толщиномер (его варианты) | 1982 |
|
SU1064130A1 |
| Устройство для измерения скорости ультразвука | 1989 |
|
SU1633292A1 |
| Ультразвуковой эхоимпульсный толщиномер | 1989 |
|
SU1647245A1 |
| Ультразвуковой эхоимпульсный измеритель размеров | 1987 |
|
SU1467392A1 |
| Ультразвуковой дефектоскоп | 1984 |
|
SU1290155A1 |
| Ультразвуковой эхо-импульсный толщиномер | 1989 |
|
SU1652818A1 |
| Ультразвуковое сканирующее и фокусирующее устройство | 1984 |
|
SU1250932A1 |
| Способ ультразвукового эхоимпульсного контроля труб | 1985 |
|
SU1270683A1 |
Изобретение относится к неразрушающему контролю материалов и изделий и может быть использовано в шинной промышленности для измерения толщин стенок автокамерной трубки, производимой с помощью щпри ц-мащин. Целью изобретения является повышение точности измерения толщины стенок автокамерной трубки за счет компенсации погрешности, связанной с разнородностью структуры материала контролируемого изделия. Наличие калибровочного канала, включающего последовательно электроакустически соединенные калибровочный образец 19 из однородного по структуре материала контролируемой трубки 2li. ультразвуковой преобразователь 20, измеритель 21 временного интервала, pacuinpiiTCMb 22 импульсов и компаратор 23, позволяет исключить влияние неравномерного распределения компонент резиновой смеси, из которой изготавливают автокамерную трубку 26. на результат измерения толщины стенок контролируемого изделия. 1 ил. О) со го о 05 05 Ю х
| Способ контроля движущегося непрерывного автокамерного рукава | 1974 |
|
SU717645A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 761833, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
