Известно устройство для фанерования кромок щитов проходного типа с автоматической загрузкой и выгрузкой щита, а также с вакуумным устройством-питателем для перемещения полос фанеры из магазина.
Полоса фанеры прикрепляется питателем к кромке щита, смазанной густым клеем. Затем происходит поджим полос к кромке с прогрево.м стыка.
Предлагаемое устройство производит фанерование кромок UIHTOB в одну позицию (за одну операцию), что позволяет использовать клей любой вязкости. Для этого щпон подсасывается вакуумом к плоскости каретки и вместе с ней поджимается к щиту с заданным усилием.
Кроме того в предложенном устройстве для фанерования кромок пштов можно использовать щпон различной толщины за счет наличия механизма для выпрямления покоробленного щпона и предварительной его подпрессовки перед приклеиванием на фанеруемую кромку щита.
Предложенное устройство обеспечивает фанерование не только кромок щитов, но и закругленных углов за счет наличия механизма обжима углов.
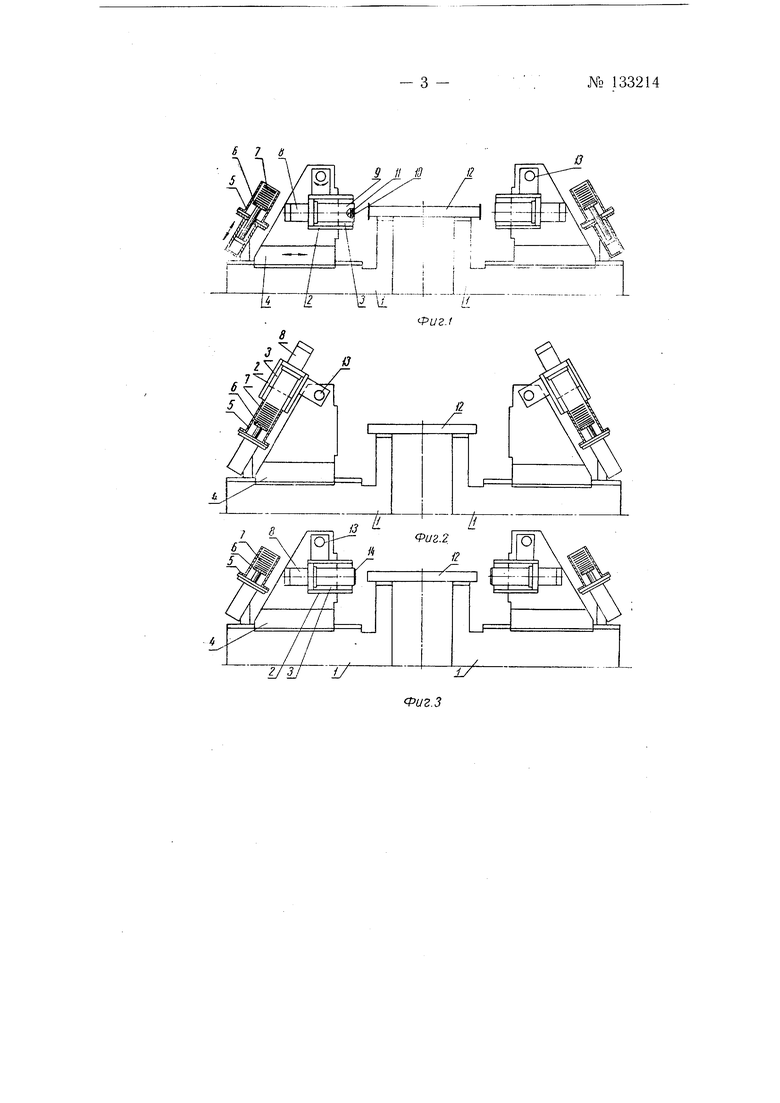
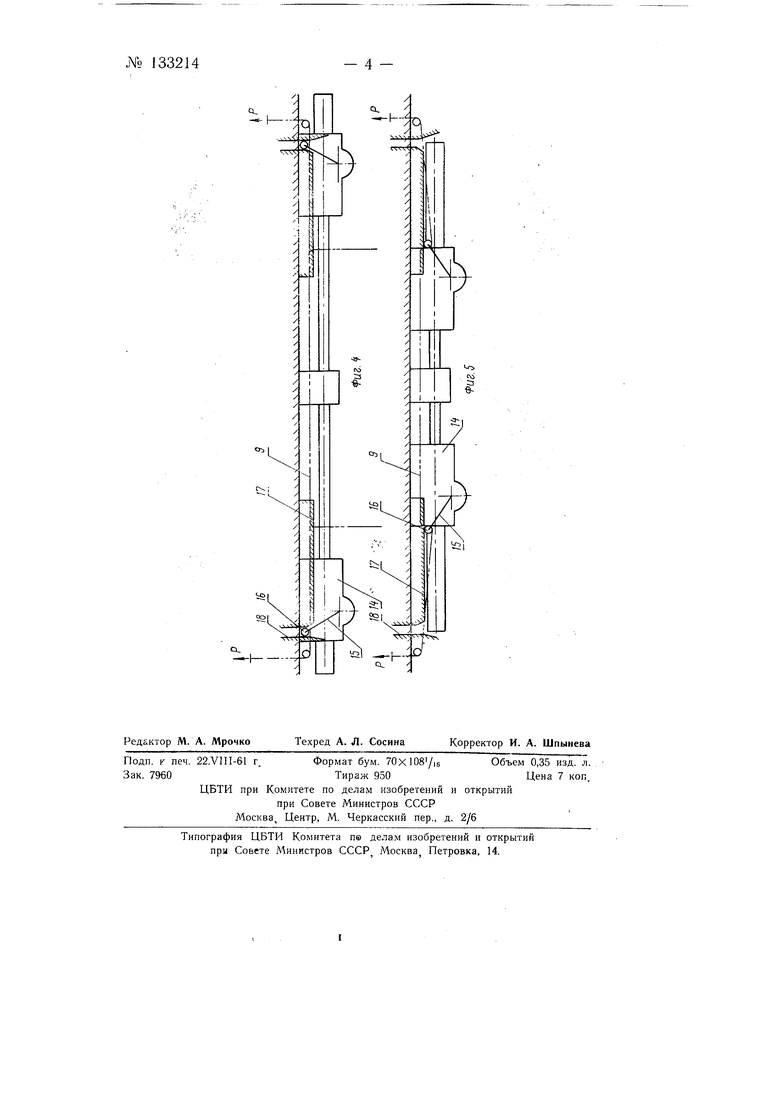
На фиг. 1 изображена схема предложенного устройства в исходном положении; на фиг. 2-то же в положении начала работы; на фиг. 3 - то же в положении перед фанерованием кромок щита; на фиг. 4 - схема механизма обжима углов в исходном положении; на фиг. 5 - то же в рабочем положении.
Устройство состоит из бабок /, питателей 2 с брусом 3 на каретке 4, магазинов 5 с толкателем 6 и шпоном 7, цилиндров натяжения
№ 133214- 2 ленты 8, лент 9 с отверстиями W и полостью вакуума //. Питатель 2 во время работы по фанерованию кромок щита 12 поворачивается вокруг оси 13. Работа устройства происходит следующим образом: щи г 12 транспортером выдвигается из устройства, а в него заводится следующий щит. Одновременно питатели 2 поворачиваются вокруг оси 13 к магазинам 5 и толкатели 6 магазинов 5 поджимают стопы шпона 7 к брусам 3 питателя 2. Тем самым щпон выпрямляется и предварительно подпрессовывается перед приклеиванием. Включается вакуум и верхний лист шпона 7 подсасывается к нагретым лентам 9 через отверстия 10 в них.
Толкатели 6 отходят, и питатель 2 поворачивается на рабочие позиции, причем брус 3 каждого питателя поджимается к ллоскости каретки. Затем каретки 4 сходятся и обжимают щит 12 с заданным давлением. Вакуум снимается. Фанеровка закругленных углов осуществляется путем обтяжки их с помощью специальных механизмов.
Механиз.м для обжатия (обтяжки) закругленных углов состоит из кареток 14, на оси которых поворачивается рычаг 15 с роликом 16. При движении кареток ролики 16 перемещаются по регулируемым копирам J7. В исходном положении каретки разведены, ролики 16 заходят за углы копиров 17 с помощью упоров 18. Лента .9 со шпоном 7 может поворачиваться на магазин и обратно.
При фанеровании закругленных углов щита каретки 14 с.ходятся. При этом ролики 16, перемещаясь по копирам 17, оттягивают ленту со шпоном. Движение кареток идет до упора роликов через ленту со щпоном в кромку щита (перпендикулярно фанеруемым кромкам). При этом за счет натяжения ленты (усилие Р) происходит обтяжка угла. В месте окончания фанеровки шпон поджимается непосредственным воздействием роликов 16, т. к. в этой зоне не создается необходимого удельного давления за счет натяжения ленты 9.
После выдержки времени каретки расходятся, и процесс фанеровки следующего щита 12 идет в аналогичной последовательности. Толщина применяемого шпона 0,6-1,5 мм. Устройство универсально и может применяться отдельно или в составе автоматических линий.
Предмет изобретения
Устройство для фанерования кромок щитов, включающее механизм для загрузки и выгрузки их, каретки с поворотными питателями, на которых смонтированы нагреваемые ленты, отличающееся тем, что, с целью обеспечения возможности фанерования кромок ш.итов в одной позиции без предварительного приклеивания и использования шпона различной толщины, оно снабжено механизмами для поджима питателей к кареткам, выпрямления покоробленного шпона и предварительной подпрессовки его перед приклеиванием на фанеруемую кромку, а для обжима углов щитов-механизмом. выполненным с поступательно перемещающимся посредством, например, гидроцилиндров, каретками, несущими рычаги с роликами, которые при движении кареток, перемещаясь по копиру, прижимают ленту со шпоном к кромкам щита.
771/ L/
9 // /5//
.,...j..
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приклеивания обкладок к кромкам преимущественно мебельных щитов | 1961 |
|
SU141286A1 |