Известно устройство для приклеивания шнона к кромкам щитов, включающее станину с смонтированными на ней механизмами для загрузки и выгрузки щитов, каретками с поворотными питателями с захватами и гидросистемой.
Также известны устройства для приклеивания обкладок к кромкам, преимущественно мебельных щитов, включающие станину с смонтированными на ней механизмами.
Недостатками известных устройств являются то, что процесс обкладки кромок щитов не автоматизирован и нельзя с их помощью обрабатывать щиты различных размеров.
Устройство, выполненное согласно изобретению, лищено этих недостатков. Сущность изобретения заключается в том, что предлол енное устройство выполнено с магазинами, расположенными с обеих сторон станины и содержащими две рамы с цепями. Цепи несут подвижные полки для обкладок, установленные с возможностью перемещения относительно друг друга при изменении длины обкладок с помощью винтов с левой и правой резьбой. Кроме того устройство выполнено с подвижными подавателями, нагревателями с подъемными прил имамч над ними и подъемниками, которые взаимодействуют друг с другом по электрогидравлической схеме с использованием контактных датчиков и реле давлений.
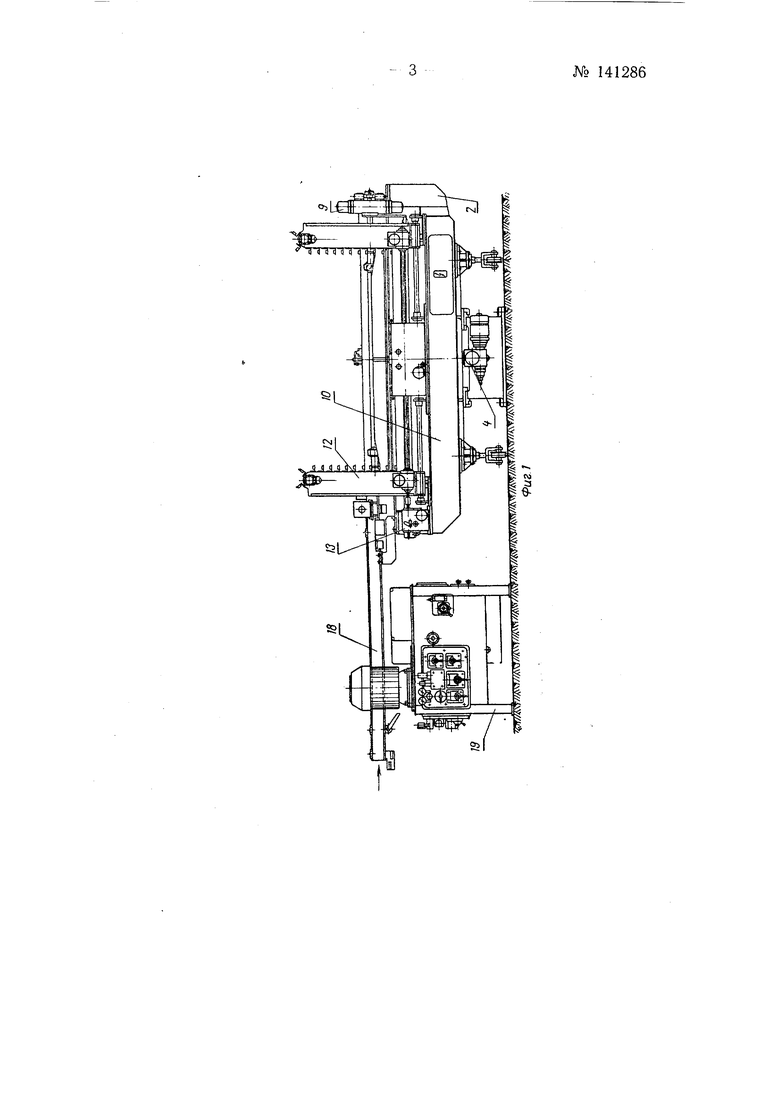
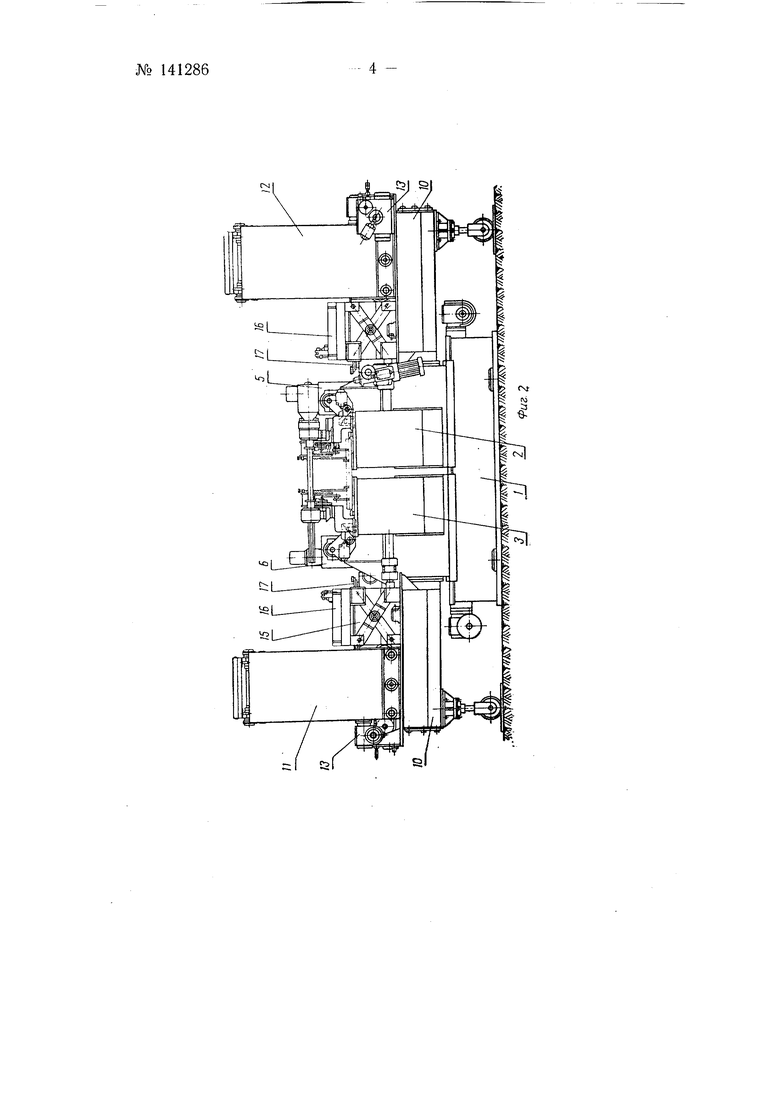
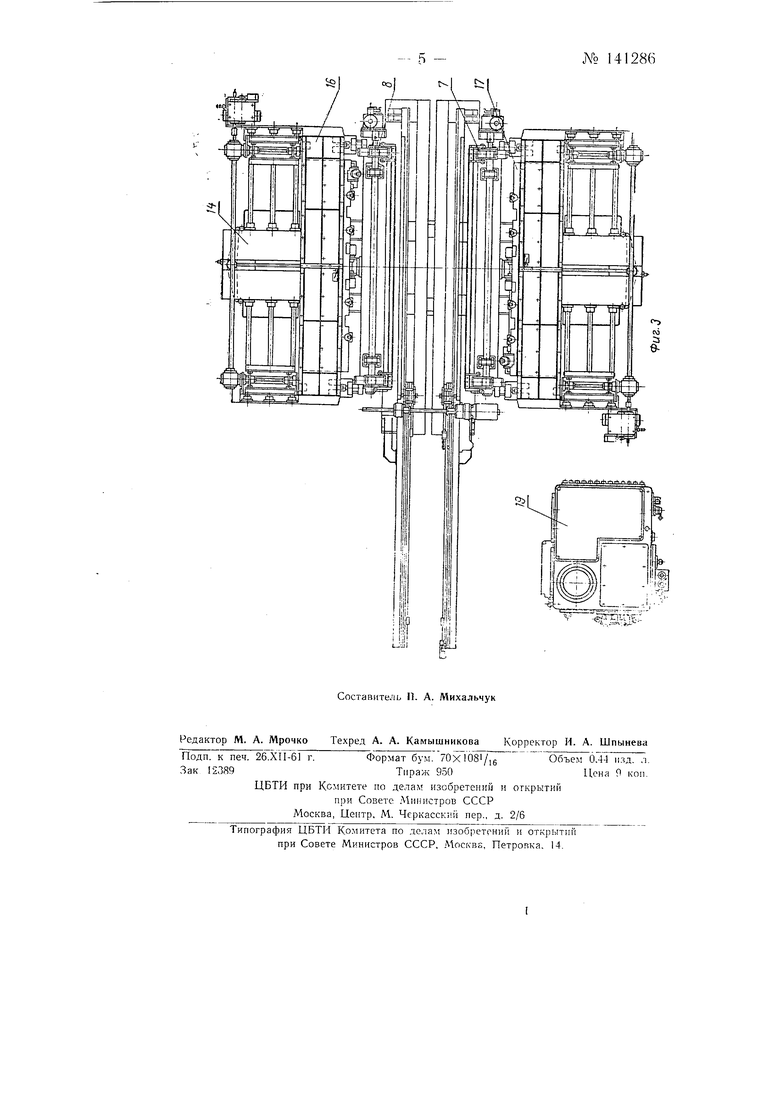
На фиг. 1 схематически изображено предложенное устройство, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху.
Устройство состоит из станины I, на которой расположены правая 2 и левая 3 бабки с независи.мым установочным перемещением по направляющим станины от привода 4. По направляющим каждой бабки 2 и 5 перемещаются каретки 5 и 5 с поворотными питателями 7 и S. Поворот питателей осуществляется гидроприводами 9, установленными
№ 1412862
на каретках 5 и 5. К бабкам 2 и 3 крепятся основания 40 с размещенными на них магазинами 11 и 12 с соответствующими приводами 1-3, подаватели 14 с приводом, нагреватели 15 с подъемными прижимами 16 и подъемники 17. Подача щитов осуществляется транспортером 18. Устройству придана гидроустановка 19, электрощкаф и пульт управления (на чертежах не показаны).
При работе устройства ходом щагового флажкового транспортера 18 обработанный щит выдвигается из устройства, а в рабочую позицию заводится следующ,ий щит.
Одновременно нитатели 7 и 8 поворачиваются в загрузочную позицию (к магазину 7/ и 12). Прижимы 16 поднимаются и обкладки подавателями продвигаются до упора первых из них в упоры подъемников 17. После этого поджимы, опускаясь, вновь поджимают обкладки к плитам нагревателей 15. Движением вверх подъемники 17 подают находящиеся на них обкладки на питатели 7 и S, где они зажимаются. Зажатые обкладки питателями 7 и 8 переносятся в рабочую позицию (на каретки б и 6) и затем движением кареток 5 и 6 поджимаются к кромкам щита.
После окончания выдержки времени обкладки освобождаются от зажима и каретки 5 и 5 отводятся в исходное положение.
При подходе толкателя подавателя 14 в крайнее, переднее положения он отходит назад, вызывая щаг магазина // и 12 вниз. Па подаватель 14 подается новый ряд обкладок.
Устройство предназначено для приклеивания обкладок толщиной 8-40 мм кромки мебельных щитов с длиной кромок 700-1600 мм и высотой 15-35 мм. На устройстве может производиться приклеивание обкладок либо по двум противоположным кромкам щита, либо по одной (правой по движению щита в устройство) кромке.
Устройство проходного тина работает автоматически и предназначено для встройки в автоматическую линию изготовления мебельныч щитов, а также может быть использована как отдельно действующая автоматическая мащина.
Предложенные устройства будут установлены в автоматических линиях мебельного комбината.
Предмет изобретения
Устройство для приклеивания обкладок к кромкам, нреимущественно мебельных щитов, включающее станину, с монтированными на ней механизмом для загрузки и выгрузки щитов, каретками с поворотными питателями с захватами и гидросистему, отличающееся тем, что, с целью автоматизации процесса обкладки кромок щитов и создания условий обработки щитов различных размеров, оно выполнено с магазинами, расположенными с обеих сторон станины, каждый из которых содержит две рамы с цепями, несущими подвижные полки для обкладок и установленными с возможностью перемещения их относительно друг друга, при изменении длины обкладок посредством винтов с левой и правой резьбой; подвижными подавателями, нагревателями с подъемными прижимами над ними и подъемниками, взаимодействующими друг с другом по электрогндравлической схеме с использованием контактных датчиков и реле давлений.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фанерования кромок щитов | 1959 |
|
SU133214A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Установка для облицовывания пластей мебельных щитов | 1987 |
|
SU1512768A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| ТЕРМОМОДУЛЬНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ СТЕКЛОКРЕМНЕЗИТОВЫХ ПЛИТ И ТЕРМОМОДУЛЬ ДЛЯ ОБРАБОТКИ ГРАНУЛОПОРОШКОВЫХ КОМПОНЕНТОВ ЗАГОТОВОК | 2000 |
|
RU2171234C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Станок для непрерывной намотки проволочных пакетов | 1960 |
|
SU139799A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |