Известен зубошлифовальный станок фирмы «Рейсхауэр с синхронной связью в цепи обката. Настройка станка на шлифование различных чисел зубьев осуществляется; сменными шестернями гитары делеьшя. Кроме того, известен зубодолбел :ный станок «Феллоу 72А, в котором механические кинематические цепи заменены электрическими синхронными связями.;
Отличительной особенностью предлагаемого станка является применение гидравлических усилителей момента на выходе шагового элект тродвигателя и коррегируюш,его устройства, которые посредст1вог усреднения неравномерности дви; к;екия ротора шагового электродвигателя, а также благодаря осуществлению коррекции, определяемой мгновенным рассогласованием элементов кинематической цеии от ротора шагового электродвигателя до стола станка, повышают точность обработки изделия..
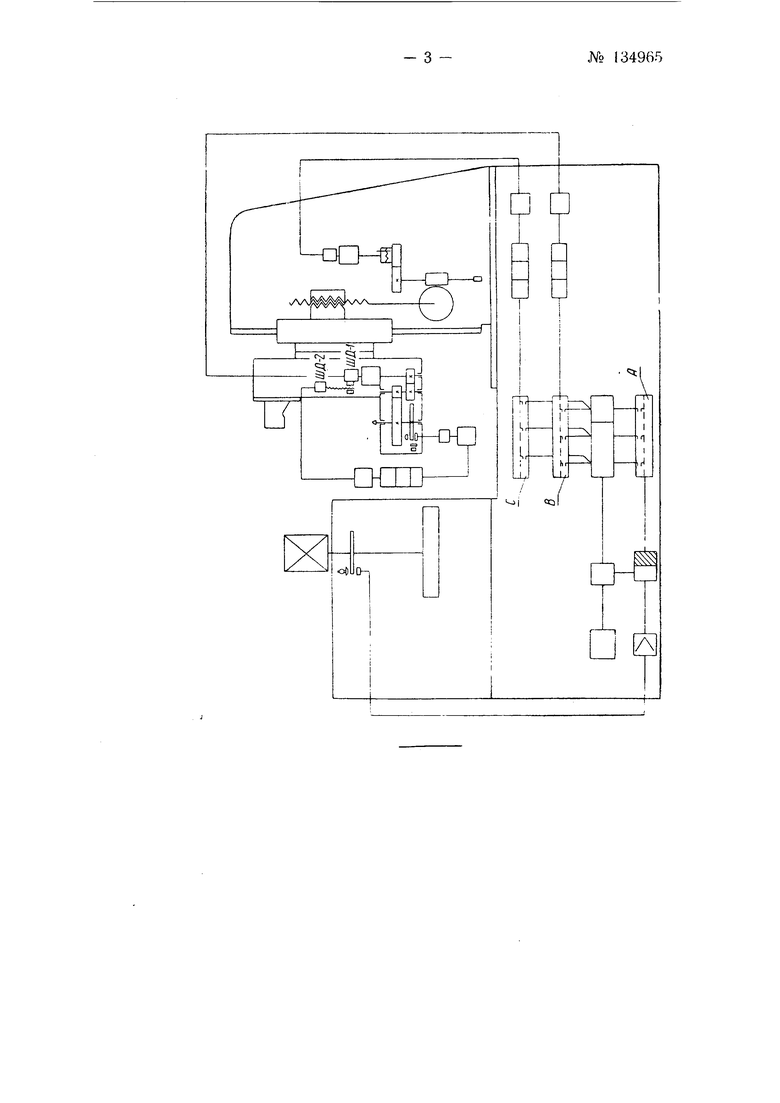
На чертеже представлена схема цепи и цепи вертикальной подачи станка.
Шпиндель шлифовального круга получает вращение от асинхронного электродвигателя переменного тока. На этом шпинделе устанавливается датчик импульсов. Импульсы, снимаемые с датчика, поступают на электронный делитель гитары настройки и преобразуются в трехфазное напряжение в электронном коммутаторе, которьп; упра.зляет шаговым электродвигателем. Двигатель вращает золотник гидроусилителя момента, а последний - приводной вал суппорта изделия.
Электрическая гитара наетройки представляет собой трехразрядный делитель импульеов с регистром деления и подачц.
Число импульсов по каналу обратио св5:з1; определяется количеством замкнутых контактов регистра А. Число импульсов по выходному
№ 134965-2 Kaiia,;iy регистра В деления задается путем замыкания тумблеров этого регистра. Комбинация включения контактов регистров А и В дает возможность получать любые передаточные отношения. Число импул.сов по выходному каналу регистра С подачи задается путем замыкаеия тумблеров этого регистра.
Комбинация включения контактов регистров В и С позволяет получать любые передаточные отношения.
Система электрической настройки имеет определенную неравномерность сигналов на выходе, обусловлецную последовательностью включенных разрядов делителя. Для усреднения указанной неравномерности поступления управляющих импульсов от датчика, а также ntравномерности движения стола на низкой частоте, связанной с шаговым (колебательным) движением ротора шагового электродвигателя, на выходе двигателя устанавливается усилитель момента, выполненный в виде самостоятельной электрической или гидравлической следящей системы с жесткой отрицательной обратной связью. В этом усплителе предусматривается нелинейная зависимость угла поворота шагового электродвигателя и вала усилителя момента.
Используемая система позволяет осуществить коррегирование ошибки, вызываемой неточностью изготовления шестерен передачи от гид родвигателя к изделию. Для этого устанавливаются датчики на столе и выходном валу гидродвигателя. Сигналы от датчиков поступают на сравнивающий счетчик, выдающий сигналы, определяемые- мгновенным рассогласованием осей. Сигналы от счетчика управляют шаговым серводвигателем ШД-2, поворачивающим через редуктор статор шагового двигателя ШД-1 на угол, соответствующий требуемой величине ко)рекции.
II р е д м е т и 3 о б р е т е кия
Зубошлифовальный станок, работающий по методу обката червячным абразивным инструментом с электрической синхронной связью между шпинделем шлифовального круга, шпинделем изделия и приводом подачи, осуществляемой импульсным датчиком и шаговым двигателем, с переналадкой станка с помощью электронных функциональных преобразователей и с системой для коррекции неточностей механических передач, снабженной электронным счетчиком, отличающийся тем, что, с целью повышения точности обработки изделия, в станке применены гидравлические усилители момента на выходе шагового электродвигателя, имеющие нелинейный коэффициент усиления, приводящий к усреднению неравномерности движения ротора шагового электродвигателя, и устройство коррегирования, снабженное серводвигателем, обеспечивающим поворот статора шагового электродвигателя на угол, определяемый мгновенным рассогласованием элементов кинематических цепей при помощи электронного счетчика и импульсных датчиков, установленных на птинделе изделия и выходном валу гидродвигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1960 |
|
SU138463A1 |
| Устройство коррекции кинематических цепей | 1959 |
|
SU125722A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| ЭЛЕКТРИЧЕСКИЕ, МЕХАНИЧЕСКИЕ, ВЫЧИСЛИТЕЛЬНЫЕ И/ИЛИ ДРУГИЕ УСТРОЙСТВА, СФОРМИРОВАННЫЕ ИЗ МАТЕРИАЛОВ С ЧРЕЗВЫЧАЙНО НИЗКИМ СОПРОТИВЛЕНИЕМ | 2012 |
|
RU2612847C2 |