Предлагаемое устройство для коррекции кинематических цепей состоит из магнитостриктора, импульсных датчиков углового положения, делителя и узла сравнения. Устройство предназначается в основном для коррекции погрешностей, возникающих в процессе обработки детали из-за неточности изготовления отдельных звеньев кинематической цепи.
Отличительная особенность устройства заключается в том, что в нем применен магнитостриктор, катушка которого питается напряжением, пропорциональным рассогласованию между положениями инструмента и детали, определяемыми импульсными датчиками. При этом на выходе датчиков установлен электронный делитель, количество включенных разрядов которого определяется передаточным отношением кинематической цепи. Эта особенность обеспечивает возможность введения коррекции при различных передаточных отношениях привода. Кроме того, магнитостриктор устройства выполнен из двух металлов, имеюш,их положительный и отрицательный коэффициент магнитострикции. Таким выполнением магнитостриктора достигается уменьшение его габаритов.
На фиг. 1 изображена структурная схема устройства, предназначенного для использования на зуборезном станке; на фиг. 2-схема магнитостриктора устройства.
Коррекция вводится при помоши магнитостриктора М, перемеш,аюш,его «плаваюш,ий червяк ПЧ стола С. Сигнал на перемеш,ение поступает при нарушении синфазности положений инструмента (фрезы Ф) и стола. Индикация синфазности выполняется посредством датчиков ДФ, установленных на валу фрезы и датчиков ДС на валу стола. Расхождение в угловых лоложевиях этих осей приводит к выдаче сигнала с узла PC сравнения на катушку магнитостриктора, перемещаюJMb 125722- 2 -
щего червяк. После отработки рассогласования магнитостриктор возвращается в исходное состояние. Число импульсов на оборот, посылаемых датчиком ДФ, равно:
п 2jt 1
где: Д - число оборотов стола; «2 - число оборотов фрезы; 3 -шаг датчика ДС стола в угловых единицах.
Импульсы с датчика ДФ поступают на усилитель У и затем на делитель ДИ. Последний предназначен для получения необходимого соотношения между числом импульсов, поступаюш;их от датчиков при
изменении передаточного отношения г -- . В зависимости от приняfr того значения i замыкаются тумблеры TI7„ различных разрядов
ДИ, так чтобы сохранялось соотношение
«2 1,
- - const.
rt
«1 S2«
«1 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления металлорежущих станков | 1960 |
|
SU140659A1 |
| Индукционный датчик перемещений | 1957 |
|
SU116794A2 |
| Зубошлифовальный станок, работающий по методу обката червячным абразивным инструментом | 1960 |
|
SU134965A1 |
| Аналоговая разомкнутая система программного управления металлорежущими станками | 1958 |
|
SU121008A1 |
| Зубофрезерный станок | 1960 |
|
SU138463A1 |
| Устройство для цифровою программного управления положением стола станка | 1960 |
|
SU134959A1 |
| Зубофрезерный станок с чпу | 1977 |
|
SU666016A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯСТАНКОМ | 1972 |
|
SU453671A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Устройство для управления правкой абразивного червяка | 1986 |
|
SU1357203A1 |
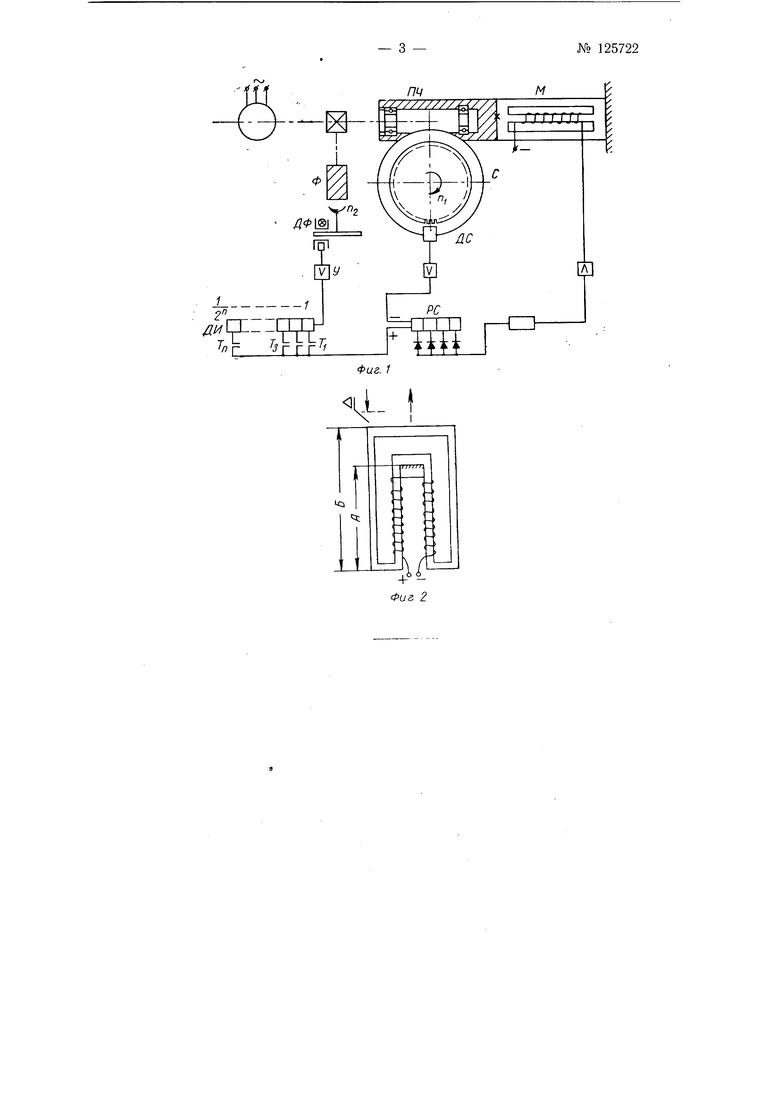
Узел PC сравнения выполнен в виде реверсивного счетчика, сигнал с выхода которого преобразуется в напряжение, соответствующее числу, записанному на счетчике. Датчики положения могут быть выполнены оптическими или индуктивньгми. Для уменьшения размеров магнитостриктора, встраиваемого в станок, Целесообразно выполнять его из двух металлов, имеющих положительный и отрицательный коэффициент магнитострикции. Части А к Б имеют коэффициенты магнитострикции различной полярности, что обеспечивает суммарное .удлинение
+ Т25
Предмет изобретения
