Известны установки для производства формованных пеноматериалов в виде .непрерывной ленты, состоящие из печи для .вспенивания, формующих валиков и лера.
В известных установках для транспортировки вспениваемого материала применяются поддоны .и ленты из жаростойкой стали, что является их недостатком.
Предложенная установка отличается от известных тем, что перед началом лечи установлен ленточный пресс, под печи расположен наклонно в сторону выгрузочной части печи и выполнен перфорированным, для прохода газов из подподовых топок и создания газовой лодущки между лентой материала и подом. Формующие залики расположены сверху и снизу и снабжены устройством, обеспечивающим вращение их навстречу друг другу со скоростью, синхронной скорости шнека пресса.
Предложенное устройство позволяет упростить технологический процесс производства пеноформованных материалов, исключив из него -использование поддонов и ле.нт из дефицитной жаростойкой стали, сл жащих для транспортировки вспениваемого материала.
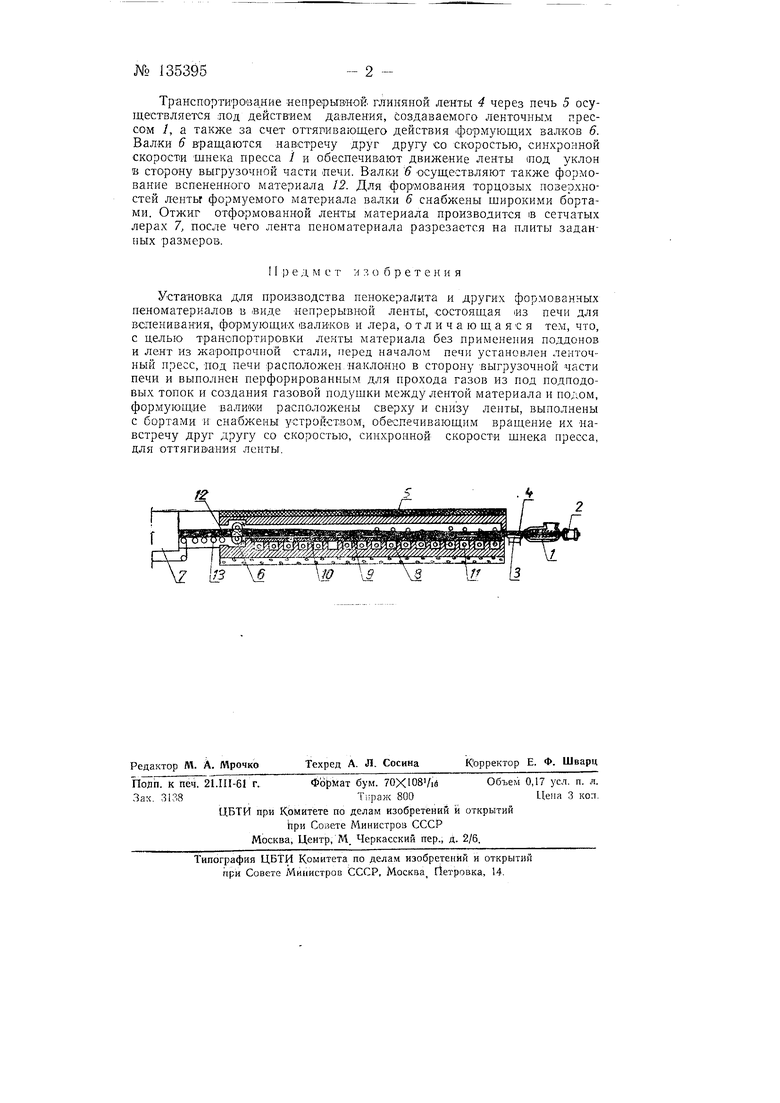
На чертеже изображена схема предложенной установки.
Установка состоит из ленточного пресса 1, приводимого в движение мотором 2, столика 3 для Поддержки ленты глины 4, печи 5 для вспенивания, формующих валков 6 и лера для отжига 7.
Печь 5 имеет под.подовые топки 8, в которых сжи -ается топливо; наклонный керамический под 9 с секционированными щелевидны.ми соплаМИ, из которых выходят отод давлением газы и создают газовую подушку 10 между подом 9 и вспениваемым материалом (глиной) 4.
Для прогрева верхних и боковых поверхностей ВСпениваемой служат дополнительные верхние горелки 11. Перемещение вспенен.ного мэтериала 12 от валов 6 до лера 7 осуществляется рольгангом 13.
ТранспортирОзание непрерывной глиняной ленты 4 через печь 5 осуществляется лод действием давления, создаваемого ленточным прессом 1, а также за счет оттягивающего действия формующих валков 6. Валки 6 вращаются навстречу друг другу со скоростью, синхронной скорости щнека пресса ) и обеспечив ают движение ленты тод уклон в сторону выгрузочной части лечи. Валки 6 осуществляют также формование вспененного материала 12. Для формования торцовых поверхностей ленты формуемого материала валки 6 снабжены широкими бортами. Отжиг отформованной ленты материала производится IB сетчатых лерах 7, после чего лента пеноматериала разрезается на плиты заданных размеров.
11 р е д м с т изобретения
Установка для производства пенокералита и других формованных пеноматериалов в -виде непрерывной ленты, состоящая из печи для вспенивания, формующих валиков и лера, отличающаяся тем, что, с целью транопортировки ленты материала без применения поддонов и лент из жаропрочной стали, перед началом печи установлен ленточный пресс, под печи расположен наклонно в сторону выгрузочной части печп и выполнен перфорированным для прохода газов из под подподовых топок и создания газовой подущки между лентой материала и подом, формующие валиКИ расположены сверху и снизу ленты, выполнены с бортами и снабжены устройством, обеспечивающим вращение их навстречу друг другу со скоростью, синхронной скорости щнека пресса, для оттягивания ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для производства формованных пеноматериалов | 1958 |
|
SU116604A1 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
