Изобретение относится к сварке и может быть использовано при ручной, полуавтоматической и автоматической сварке.
Целью изобретения является повышение надежности обнаружения прикосновения сварочного электрода к изделию.
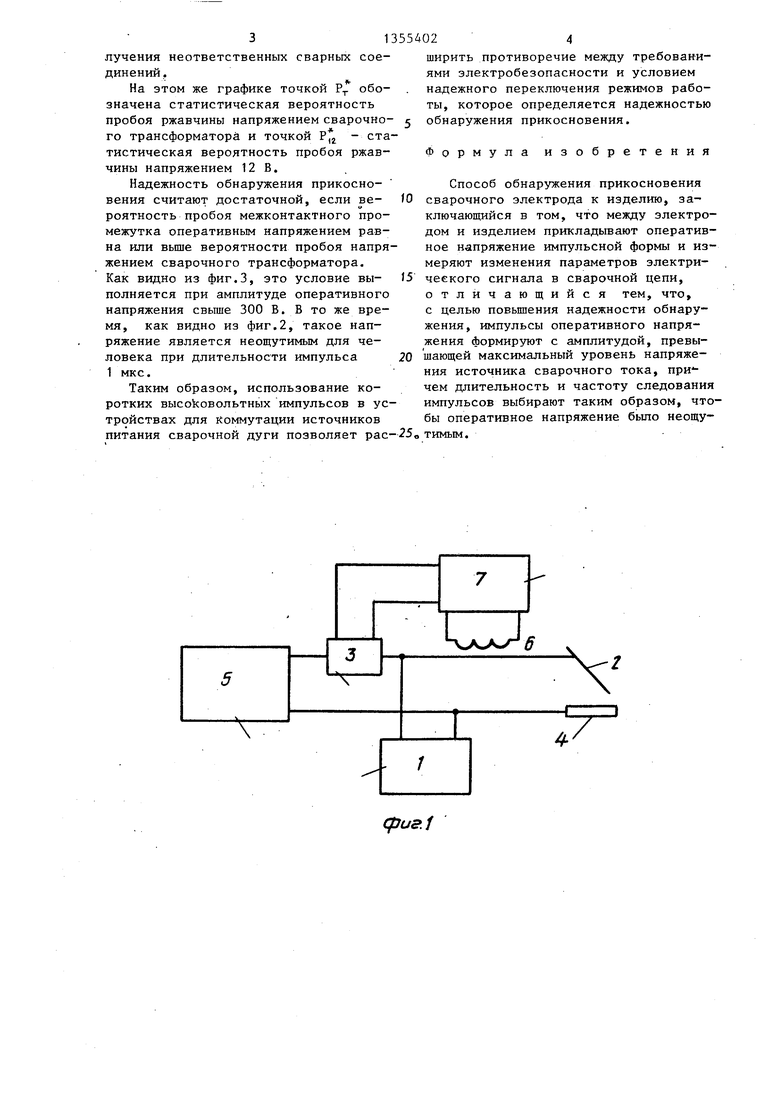
На фиг.1 приведено одно из возможных устройств, реализуемьк предлагаемый способ; на фиг.2 - зависимость амплитуды импульсов, вызывающих реакцию ощущения тока, от длительности; на фиг.З - зависимость статисти- ческой вероятности пробоя от амплитуды.
В устройстве (фиг.1) выходные контакты высоковольтного генератора 1 подключены к точке соединения злект- рсгда 2 и коммутатора 3 и к точке соединения изделия 4 и одного из выходных контактов источника 5 питания сварочной дуги, первичной обмоткой трансформатора 6 тока служит сварочная цепь, а вторичная обмотка подключена к блоку 7 управления, выход блока управления соединен с коммутатором, вход коммутатора подключен к второму выходу источника питания сварочной дуги.
Высоковольтный генератор можно выполнить, например, в виде блокинг- генератора на транзисторе или лампе. Коммутатором может служить либо си- мистор, либо два встречно-параллельно включенные тиристора. Источник питания сварочной дуги - это любой сварочный трансформатор. Блок управления представляет собой импульсный усилитель, выполненный на транзисторах.
Устройство работает следующим об- Ьазом.
Короткие импульсы от высоковольтного генератора 1 поступают на сварочный электрод 2. В момент прикосновения электрода к изделию 4 происходит электрический пробой окислов в межконтактном промежутке высоковольтным импульсным напряжением, и в сварочной цепи начинает протекать оперативный ток. Импульсы оперативного тока наводят во вторичной обмотке трансформатора 6 тока напряжение, из которого в блоке 7 управления формируется управляющий сигнал для коммутатора 3.
Коммутатор по управляющему сигналу подключает источник 5 питания сва
5
0
5
рочной дуги к электроду. После обрыва сварочной дуги цепь размыкается, сигнал во вторичной обмотке трансформатора тока пропадает и блок управления отключает коммутатор.
Сопротивление дугового канаг;а в момент электрического разряда не превышает нескольких десятков Ом, в то время как минимальное сопротивление тела человека равно 300-600 Ом. Сле- довательно можно получить 10-кратное превьшение порога срабатывания блока управления над сигналом, возникающим при замыкании сварочной цепи через человека, что позволяет уменьшить опасность поражения электрическим током и снизить требования к стабильности пороговой схемы блока управления.
Возможность использования высоковольтного импульсного напряжения в качестве оперативного основано на том, что опасность поражения электрическим током снижается с уменьшением продолжительности воздействия.
Количественная характеристика соотношения между амплитудой и длитель- но стью импульсов, вызывающих реакцию ощущения тока, приведена на фиг.2 (частота следования импульсов 100 Гц), из которой видно, что при уменьшении длительности до нескольких микросекунд и менее импульсы с амплитудой даже в несколько сотен вольт не вызывают реакции ощущения.
Развитие электрического пробоя зависит от большого числа влияющих факторов (состояние свариваемой поверх- ности, геометрическая форма электрода, сила удара и т.д.), поэтому факт его появления представляет собой величину случайную. Пробивные свойства того или иного напряжения можно характеризовать статистической вероятностью пробоя, определенной как
Р.,. ,
0
5
0
45
где га - число пробоев; ,п - число ударов. На фиг.З изображена зависимость статистической вероятности пробоя от амплитуды импульсов. Длительность
мпульсов 1 МКС. Для создания наименее благоприятных условий сварки при экспериментальных условиях использовался металлический лист со ржавчиной, пригодной только для по
лучения неответственных сварных соединений.
На этом же графике точкой Р. обозначена статистическая вероятность пробоя ржавчины напряжением сварочно го трансформатора и точкой Р - статистическая вероятность пробоя ржавчины напряжением 12 В.
Надежность обнаружения прикосновения считают достаточной, если вероятность пробоя межконтактного промежутка оперативным напряжением равна или вьппе вероятности пробоя напряжением сварочного трансформатора. Как видно из фиг.З, это условие выполняется при амплитуде оперативного напряжения свьше 300 В. В то же время, как видно из фиг.2, такое напряжение является неощутимым для человека при длительности импульса
1 МКС.
Таким образом, использование коротких выcokoвoльтныx импульсов в устройствах для коммутации источников
питания сварочной дуги позволяет рас
-а13554024
ширить противоречие между требованиями электробезопасности и условием надежного переключения режимов работы, которое определяется надежностью обнаружения прикосновения.
Формула изобретения
Способ обнаружения прикосновения сварочного электрода к изделию, заключающийся в том, что между электродом и изделием прикладывают оперативное напряжение импульсной формы и измеряют изменения параметров электричеекого сигнала в сварочной цепи, отличающийся тем, что, с целью повышения надежности обнаружения, импульсы оперативного напряжения формируют с амплитудой, превышающей максимальный уровень напряжения источника сварочного тока, чем длительность и частоту следования импульсов выбирают таким образом, чтобы оперативное напряжение было неощу
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации сварочной дуги переменного тока | 1987 |
|
SU1458121A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство для возбуждения и стабилизации сварочной дуги переменного тока | 1990 |
|
SU1719167A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1999 |
|
RU2173618C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1982 |
|
SU1074674A1 |
| Устройство для коммутации сварочного трансформатора | 1982 |
|
SU1080938A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| Устройство для снижения напряжения холостого хода источника сварочного тока | 1979 |
|
SU872096A1 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ И СТАБИЛИЗАЦИИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2106944C1 |

Изобретенное относится к области сварки и может быть использовано при ручной, полуавтоматической и автоматической сварке. Целью изобретения является повьшение надежности обнаружения прикосновения сварочного электрода к изделию. Для достижения поставленной цели между изделием и сварочным электродом создается оперативное напряжение в виде коротких импульсов. Амплитуда импульсов превышает максимальную величину напряжения источника питания сварочной дуги, а длительность и частота следовани} импульсов выбираются из условий безопасности. Оперативное напряжение должно быть неощутимым, а уставку выбира1дт меньше значения внутреннего сопротивления тела человека. 3 ил. со СП Сл 4
Чл)
V
Л
(риг.1
0,5
OA 03 02 Of
и
0.6
to
Ю.О fue.Z
/tf
гею.о
fCfft.
0.5
01 02 ДЗ O.5 06 07 Ов
ФигЗ
Редактор М.Келемеш
Составитель В.Пучинский
Техррд Л.Олийнык Корректор И. Эрдейи
Заказ 57А5/14Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
нВ
| Автоматический ограничитель напряжения холостого хода сварочного трансформатора | 1979 |
|
SU872094A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
