Изобретение относится к сварке и может быть использовано при ручной дуговой сварке.
Целью изобретения является уменьшение уровня радиопо.1ео( и улучщение условий электробезопасности.
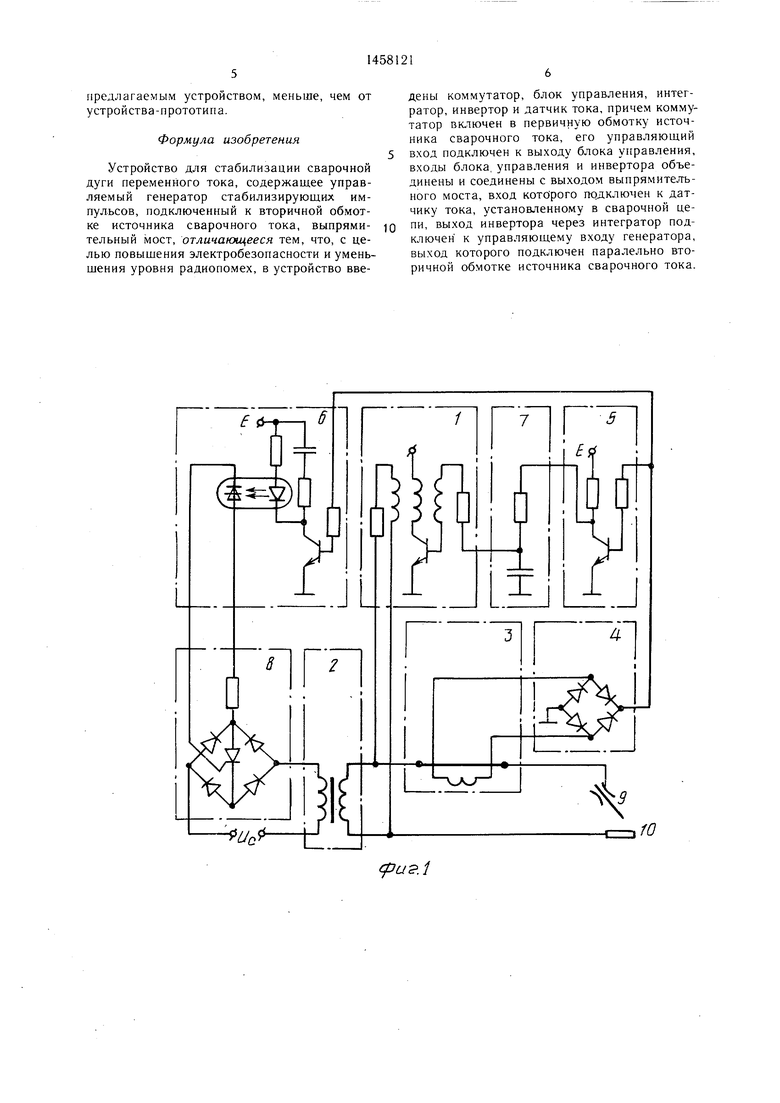
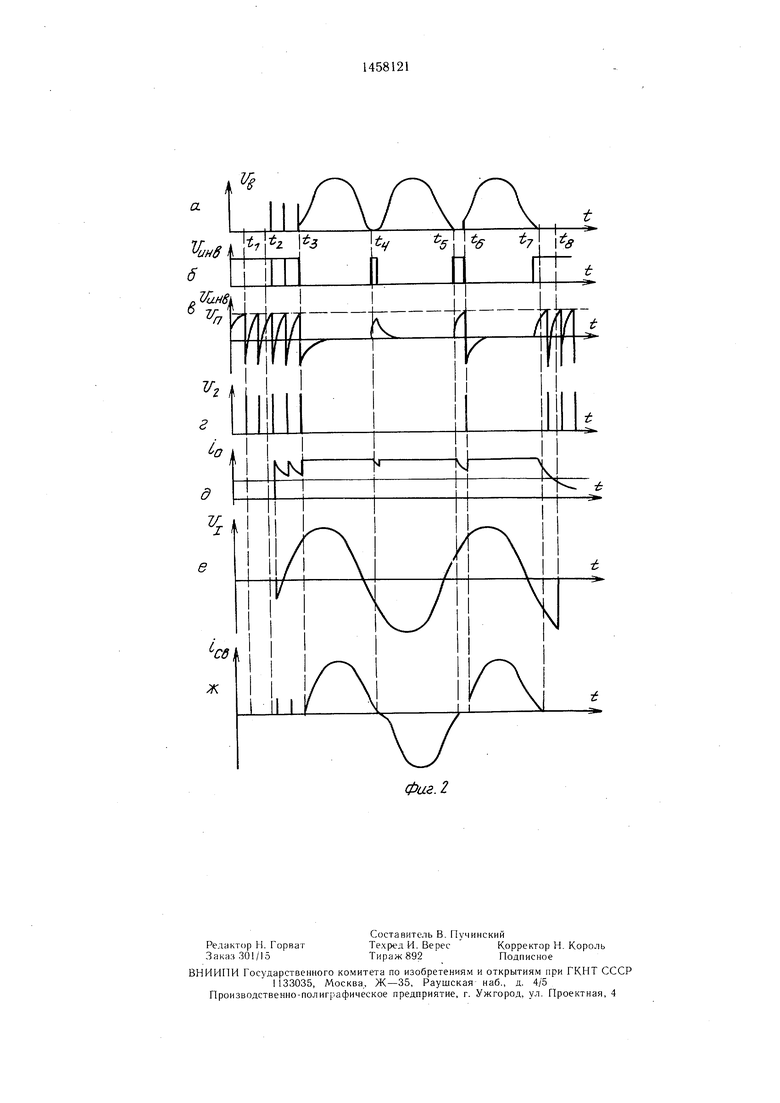
На фиг. 1 схематически изображено устройство; на фиг. 2 -- временные диаграммы, поясняющие его работ у.
Устройство ( фиг. 1) содержит управляемый генератор 1, подключенный к вторичной обмотке источника сварочного тока 2, датчик тока 3 в сварочной цепи, подключ.ен- ный к выпрямительному мосту 4, выход которого соединен со входами инвертора 5 и блока управления 6, выход инвертора через интегратор 7 подключен к управляющему входу генератора, а выход блока управления подключен к управляющему входу коммутатора 8 в первичной цепи источника сварочного тока. Кроме того, на схеме показаны сварочный электрод 9 и свариваемое изделие 10.
Устройство работает следующим образом.
При появлении напряжени я на клеммах блока питания (не показан) возникает постоянное питающее напряжение Е (фиг. 1). На выходе инвертора 5 появляется напряжение (фиг. 26), и конденсатор интегратора 7 начинает заряжаться (фиг. 2в). Когда напряжение на конденсаторе достигает порога срабатывания транзистора блокинг-ге- нератора U (момент t. на фиг. 2), управляемый генератор 1 формирует короткий высоковольтный импульс (фиг. 2г.). За вре- .мя действия импульса конденсатор интегратора 7 перезаряжается до отрицательного
4; СД
сх
tsD
напряжения и после закрывания транзистора блокинг-генератора вновь начинает заряжаться (фиг. 2в). Этот процесс периодически повторяется до тех пор, пока сварочная цепь разомкнута. При разомкнутой сварочной цепи сигнал на выходе датчика тока 3 и выпрямителя 4 (фиг. 2а) отсутствует и инвертор 5 остается закрытым (фиг. 26). В течение этого времени закрыты также транзистор блока управления 6, коммутатор 8, и напряжения на первичной обмотке источника сварочного тока нет (фиг. 2е). Поэтому в режиме холостого хода на сварочный электрод 9 ноступают только импульсы управляемого генератора 1, которые благодаря малой длительности не вызывают ощущения у сварщика во время замены электродов и не представляют опасности.
В момент tj, происходит прикосновение электрода 9 к изделию 10. Следующий после этого импульс управляемого генератора I пробивает межкоптактный промежуток и вызывает протекание в сварочной цепи им- нульса тока (фиг. 2ж). На выходе датчика тока 3 и выпрямителя 4 появляется импульс напряжения, который открывает транзисторы инвертора 5 (фиг. 26) и блока управления 6. Происходит быстрый заряд конденсатора блока управления 6 через открытый транзистор и небольщое зарядное сопротивление, в цепи оптрона появляется ток а (фиг. 2д). Через выходной тиристор оптрона подается управляющее напряжение, на коммутатор 8, который подключает первичную обмотку источника сварочного тока в сети. После окончания импульса оптрон блока управления 6 удерживается во включенном состоянии разрядным током конденсатора блока управления (фиг. 2д). Постоянная времени разряда этого конденсатора выбирается таким образом, чтобы до прихода следующего импульса разрядный ток не успел снизиться до порога отключения оптрона in. Благодаря этому в промежутке между и.мпульсами коммутатор 8 остается во включенном состоянии.
На фиг. 2е изображен наиболее неблаго- нриятный случаи, когда включение происходит при малом папряжении в сети и напряжения во вторичной обмотке источника сварочного тока 2 недостаточно для зажигания сварочной дуги. Как видно из фиг. 2ж, второй после прикосновения импульс также не приводит к зажиганию сварочной дуги, поскольку напряжение в сети, изменив полярность, остается малым. К приходу третьего после вк„1ючения импульса (tj на фиг. 2а) напряжение в сети Ui (фиг. 2е) велико, следовательно, во вторичной обмотке источника сварочного тока 2 напряжение достигает зна чения, достаточного для зажигания сварочной дуги. Появляется сварочный ток (фиг. 2ж) и напряжение на датчике тока 3 и вы5
прямительном мосту 4 (фиг. 2а), благодаря которому устройство воспринимает как положительные, так и отрицательные полуволны тока. Транзисторы инвертора 5 и блока уп- равления 6 открываются на время, близкое к полупериаду сварочного тока (фиг. 26, 2д).
Конденсатор интегратора 7 разряжается (фиг. 2в), генерация блокинг-генератора срывается (фиг. 2г). Высоковольтные им- 0 пульсы в сварочную цепь не поступают.
Во время перехода сварочного тока через ноль (t на фиг. 2) на выходе инвертора 5 появляется импульс (фиг. 26)-. Длительность этого импульса мала и за время его действия конденсатор интегратора 7 не успевает зарядиться до напряжения срабатывания транзистора блокинг-генератора Ул (фиг. 2в), и управляемый генератор 1 остается отключенным.
Предположим, что после следующего пе- 20 рехода через ноль (ts на фиг. 2) дуга не зажигается, и сварочный ток отсутствует (фиг. 2ж). Тогда после заряда конденсатора интегратора 7 (фиг. 2в) в момент tg управляемый генератор 1 вырабатывает им- 25 пульс (фиг. 2г), который пробивает межконтактный промежуток и создает проводящий канал для сварочного тока (фиг. 2ж).
Сварочный процесс продолжается.
Если в момент t электрод 9 отведен от изделия и цепь тока разорвана, напряжение 30 на выходе выпрямителя 4 пропадает. Бло- кинг-генератор опять начинает работать в автогенераторном режиме, вырабатывая импульсы дежурного напряжения (фиг. 2г). Разрядный ток через конденсатор блока управления 6 уменьщается, достигая к момен- 35 ту i порога отключения оптрона 1„ (фиг. 2д),, и коммутатор 8 снимает напряжение с первичной обмотки источника сварочного тока 2 (фиг. 2е). На сварочном электроде 9 остаются только импульсы дежурного напряжения 40 (фиг. 2rj.
По сравнению с базовым объектом-прототипом предлагаемое устройство позволяет улучщить условия электробезопасности.
При отсутствии контакта электрода с из- 45 делием источник сварочного тока отключен от сети. Воздействие импульсов дежурного напряжения благодаря их малой длительности не вызывает ощущения у сварщика, в то время как при работе с устройством-прототипом существует вероятность поражения сварщика напряжением холостого хода источника сварочного тока.
В предлагаемом устройстве стабилизирующие импульсы подаются лишь в те полупериоды, когда прерыв .ется сварочная дуга, 55 в то время как в устройстве-прототипе стабилизирующие импульсы подаются в каждый полупериод сварочного тока. В связи с этим уровень радиопомех, создаваемых
предлагаемым устройством, меньше, чем от устройства-прототипа.
Формула изобретения
Устройство для стабилизации сварочной дуги переменного тока, содержащее управляемый генератор стабилизирующих импульсов, подключенный к вторичной обмотке источника сварочного тока, выпрямительный мост, отличающееся тем, что, с целью повышения электробезопасности и уменьшения уровня радиопомех, в устройство вве
девы коммутатор, блок управления, интегратор, инвертор и датчик тока, причем коммутатор вк.пючен в первичную обмотку источника сварочного тока, его управляющий вход подключен к выходу блока управления, входы блока, управления и инвертора объединены и соединены с выходом выпрямительного моста, вход которого подключен к датчику тока, установленному в сварочной цепи, выход инвертора через интегратор подключен к управляющему входу генератора, выход которого подключен паралельно вторичной обмотке источника сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ограничения напряжения холостого хода источника сварочного тока | 1986 |
|
SU1551487A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1979 |
|
SU854636A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Устройство для управления автономным инвертором | 1978 |
|
SU788332A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1986 |
|
SU1449271A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Устройство для коммутации источника питания сварочной дуги | 1990 |
|
SU1808559A1 |
| Сварочный источник постоянного тока | 1986 |
|
SU1423312A1 |
Изобретение относится к области сварки и .может быть использовано при ручной дуговой сварке. Цель изобретения - уменьшение уровня радиопомех и улучшение условий электробезопасности. Устройство содержит управляемый генератор, подключенный к вторичной обмотке источника сварочного тока, датчик тока в сварочной цепи, подключенный к выпрямительному мосту, выход которого соединен со входами инвертора и блока управления. Выход инвертора через интегратор подключен к управляющему входу генератора, а выход блока управления подключен к управляющему входу коммутатора в первичной цепи источника сварочного тока. Устройство по окончании сварки автоматически отключает напряжение сварочного трансформатора, и на сварочном электроде остаются лишь короткие стабилизирующие импульсы, которые благодаря малой длительности не вызывают ощущения у сварщика. Во время сварки стабилизирующие импульсы подаются не в каждый полупериод питающего напряжения, а лишь в те полупериоды, когда прерывается сварочная дуга. 2 ил. (О (Л
.
(риэЛ
а.
| Устройство для дуговой сварки переменным током со стабилизацией дуги | 1973 |
|
SU589099A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для стабилизации сварочной дуги переменного тока | 1974 |
|
SU499994A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
