Известна машина для изготовления рантовой стельки с губой из тесьмы, состоящая из монтированных на станине кинематически связанных между собой механизмов для транснортирования стелек и тесьмы, формования губы и приирессовки ее, устройства для обогрева клеевой пленки на тесьме и стельке и лгеханизма для отрезания тесьмы.
Особенностью предлагаемой faшиI ы является то, что механизм для формования губы, припрессовки ее ь: стельке и транспортировк выполнен в виде трех, взаимнодейстцуюпдих между собою, равномерно и непрерывно вращаюш.ихся роликов.
Такое выполнение механизма для формования губы позволяет увеличить производительность труда по сравнению с известной машиной, где аналогичный механизм выполнен в виде лапки-транснортера с возвратнопоступательным движением.
Для предварительной транспортировки тесьмы нри заправке машины, последняя может быть снабжена самозаклинивающимся зубчатым сектором, монтированным на ползуне.
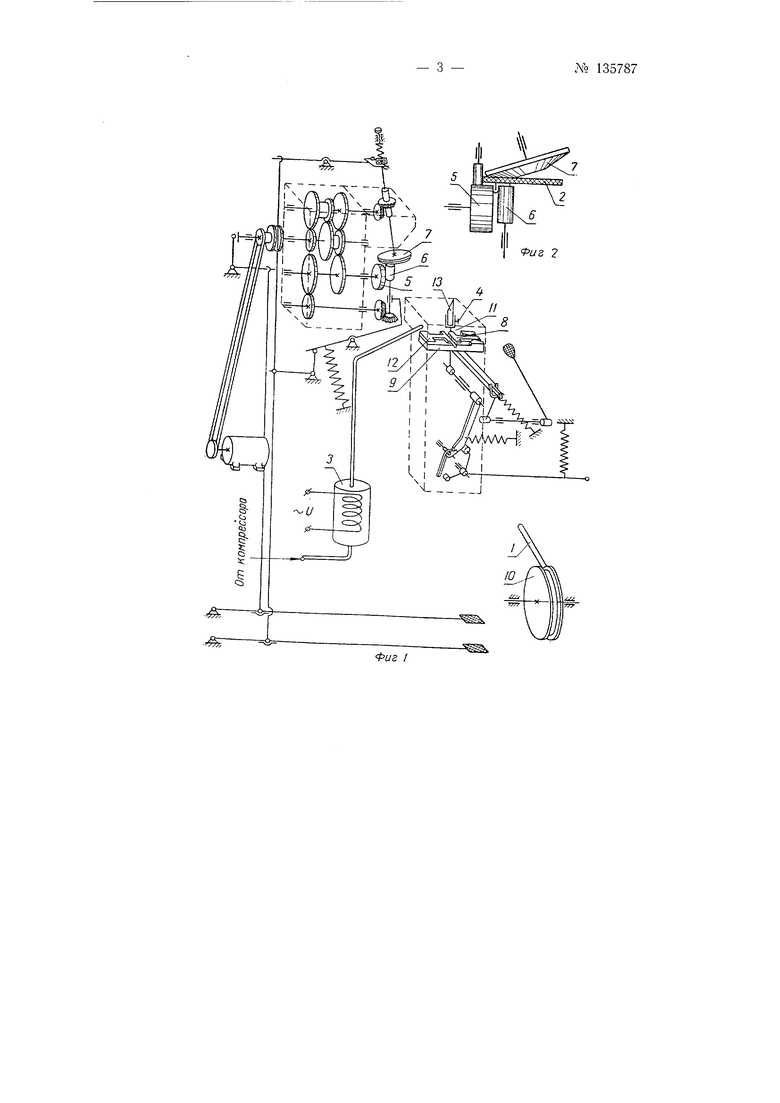
На фиг. 1 изображена кинематическая схема предлагаемой мантины; на фиг. 2 - механизм для формования губы, общий вид.
Манлина для изготовления рантовой стельки с губой из тесьмы состоит из монтированных на станине (на чертеже не показана) кинематически связанных между собой дгеханизмов для транснортирования тесьмы 1 и стелек 2, формования губы и припрессовки ее, устройства 3 для обогрева клеевой пленки на тесьме и стельке и механизма 4 для отрезания тесьмы.
Механизм для формован1 я губы, нрипрессовки ее к стельке и транспортировки выполнен в виде трех, взаимодействующих между собою.
135787
равномерно и непрерывно вращающихся роликов 5, 6 и 7. Для предварительной транснортировки тесьмы / при заправке мащины она снабжена самозаклинивающимся зубчатым сектором 8, монтированным на ползуне 9.
Работает мащина следующим образом.
Тесьма 1, пропи1анная термопластичным клеем, сматывается с бобины 10 и вручную пропускается через фильеру //, где она принимает фасонное (в нопе1речном сечении) очертание и пропускается далее через щель между зубчатым сектором 8 и упором 12. Самозаклинивающийся сектор 8 пропускает тесьму только в одном направлении - к рабочим органам мащины.
Тесьма / и сте.тька 2 заправляются (в рабочую зону механизма формования) при поднятом ролике 7 и отведенном (от ролика 5) ролнке 6. После выполнения операции заправки ролики возвращаются в исходное положение и получают от привода равномерное и непрерывное вращение. Ролики 5 п б окончательно формуют губу и транспортируют ее, а ролик 7 является прижимным и транспортирующим. Разогрев клеевой пленки на стельке и тесьме во время приклеивания осуществляется нагретым воздухом от устройства . По окончании процесса наклеивания тесьмы на сте..пжу срабатывает механизм 4, нож 13 обрезает тесьму и процесс изготовления одной раптовой стельки с губой из тесьмы па этом заканчивается.
П р е д м с т п 3 о б р е т е н и я
Мащина д.ля изготов.тения pairroBon сте.тьки с ry6oii из тесьмы, состоящая из .монтированных на станине кинематически связанных между собой механизмов для транснортирования стелек и тесьмы, формования губы и припрессовки ее, устройства для обогрева клеевой пленки на тесьме и стельке и механизма для отрезания тесьмы, отличающаяся тем, что, с целью увеличения производительности труда, механизм для формования губы припрессовки ее к стельке и транспортировки выполнен в виде трех, взаимодействующих между собою, равномерно и непрерывно вращающихся роликов.
2. Мащипа по п. 1, отличающаяся тем, что предварительной транспортировки тесьмы при заправке мащины, она снабжена самозаклинивающимся зубчатым сектором, монтированным на ползуне.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для загибки края деталей верха обуви | 1961 |
|
SU145159A1 |