ный электромагнит 3 устанавливают с помощью шкалы 5 и указателя 6 в положение, соответствующее значению тока уставки калибруемого расщепителя 9, при этом шток 7 электромагнита 3 соприкасается с якорем 8 расцепителя 9. Через катушку А электромагнита 3
Изобретение относится к электротехнике и может быть использовано при калибровке защитных электрических аппаратов.
Целью изобретения является снижение трудоемкости процесса калибровки за счет автоматической компенсации технологических погрешностей у калибруемых расцепителей.
На фиг. 1 показано устройство для осуществления предлагаемого способа; на фиг. 2 - расцепитель при различных положениях якоря.
Устройство для калибровки электромагнитных рас цепителей автоматических выключателей (фиг. 1) содержит отвертку 1 -с электродвигательным приводом 2, систему управления, которые подключены к источнику питания, эталонный электромагнит 3, катушка 4 которого через измерительный прибор, отградуированный в токах уставки,подключена также к источнику питания, шкалу 5, отградуированную в этих же токах уставки, и указатель 6, с помощью которых эталонньш электромагнит 3 может быть перемещен в положение, соответствующее току уставки, шток 7 эталонного электромагнита 3, который при калибровке воздействует на якорь 8 расцепителя 9 и жестко соединен с якорем 10 электромагнита 3, прижимное устройство 11, фиксирующее положения якоря 8 расцепителя 9 относительно штока 7, угольники 12 и 13, стол 14, на кот:ором закреплены эталонный электромагнит 3 и расцепитель 9, противодействующая пружина 15 которого, затянутая гайкой 16, передает усилие на якорь 8.
Предварительно перед калибровкой партии электромагнитных расцепителей определяют для тока уставки Ipj, тягопропускают соответствующий значению тока уставки калибруемого расцепите-- ля 9 ток. При этом шток 7 электромагнита 3 воздействует на якорь 8 с заданным усилием. Расстояние S и ток . остаются постоянными при калибровке всей партии расцепителей, 2 ил.
вые характеристики на одном из образцов электромагнитного расцепителя 9 (Рр f(c/ p)), где Рр - тяговая сила расцепителя, с/ р - рабочий зазор расценителя для различных токов в катушке 4 эталонного электромагнита 3; (PJ f(ty j), где PJ - тяговая сила эталонного электромагнита, рабочий зазор. Затем для номинального
зазора,(или для среднего значения поля допуска, равного / ро ( ,+о/ рр/2)- и тока уставки Ip расцепителя 9. определяют его тяговую силу Рро f(lp|,,/p) и угол наклона d тяговой
характеристики, которая на рабочем участке, где рабочий зазор из-за технологических погрешностей изготовления и сборки расцепителя может иметь значения от до c/pj (фиг. 2) ,имеет линейную зависимость. Затем по семейству тяговых характеристик эталонного электромагнита определяют такие значения зазора f и тока обмотки Ijg, при которых он развивает
о
Рро) как
такую же тяговую силу
и расцепитель и обеспечивает такой
же угол наклона (о(р ) тяговой
характеристики в поле допуска зазора
расцепителя.
После установки калибруемого расцепителя 9 в установочное приспособление эталонный элЛтромагнит 3 устанавливают с помощью шкалы 5 и указателя 6 в положение, соответствующее
значению тока уставки калибруемого расцепителя 9, при этом шток 7 электромагнита 3 соприкасается с якорем В расцепителя 9. Через катушку 4 электромагнита 3 пропускают соответствующий значению тока уставки калибруемого расцепителя 9 ток устанавливаемый с помощью измерительного прибора, отградуированного в значениях тока уставки расцепителя 9. При этом шток 7 электромагнита 3 воздействует на якорь 8 с заданным усилием.
При калибровке партии расцепителей на ток уставки 1р„ расстоянии S (фиг. 1) между неподвижными опорными плоскостями рабочих зазоров расцепителя 9 и эталонного электромагнита 3 устанавливают так, чтобы при номинальном зазоре fpg в расцепителе 9 и при соприкосновении штока 7 эталонного электромагнита 3 с якорем 8 расценителя зазор эталонного электромаг- 15 отличающийся .тем, что,
нита 3 составил сГ и на обмотку по дают ток Ij, Причем расстояние S и ток Ij остаются постоянными при калибровке всей партии расцепителей.
При калибровке постепенно ослабляют усилие предварительно затянутой противодействующей пружины 15 расцепителя 9, чем доводят это усилие до величины, при которой якорь 8 калибруемого расцепителя 9 трогается, после чего фиксируют гайку 16, чем устраняют возможность сбоя калибровки.
Поскольку из-за технологического разброса зазор от образца к образцу может меняться, то при меньшем зазоре с/р (для 1ро const) на якорь 8
Рч
расцепителя, действует большее усилие, и наоборот, при большем зазоре
Ср2 HS якорь 8 действует меньшее усилие.
аким образом, предлагаемый способ 1либровки обеспечивает автоматическую компенсацию технологического разброса величины рабочего зазора расцепителя, а это приводит к точной калибровке расцепителя на заданный ток уставки.
Формула изобретения
Способ калибровки электромагнитных расцепителей автоматических выключателей, при котором устанавливают нормированный зазор между якорем и полюсом сердечника, устанавливают регулировочным устройством противодействующее усилие больше значения, соответствующего уставке калибруемого тока, пропускают через катушку калибруемый ток, равный уставке и изменяют положение регулировочного устройства расцепителя до срабатывания.
5
с целью снижения трудоемкости процесса калибровки за счет автоматической компенсации технологических погрешностей у калибруемых расцепителей,
0 измеряют усилие в момент трогания, развиваемое якорем расцепителя при пропускании тока уставки для значений зазора, равных номинальному и допустимым крайним отклонениям, после чего выставляют вспомогательный эталонный электромагнит так, чтобы его шток касался якоря расцепителя, и определяют в тех же положениях якоря расцепителя значения тока в ка0 тушке эталонного электромагнита и его положение, при которых величина усилия на его якоре будет равна соответствующим усилиям трогания расцепителя, затем эталонный электромаг5 нит устанавливают так, чтобы при номинальном зазоре в расцепителе и при соприкосновении штока эталонного электромагнита с якорем расцепителя он при ранее определенном токе разви0 вал усилие, равное усилию якоря расцепителя при номинальном зазоре и токе уставки, и пропускают калибруемый ток через обмотку эталонного электромагнита.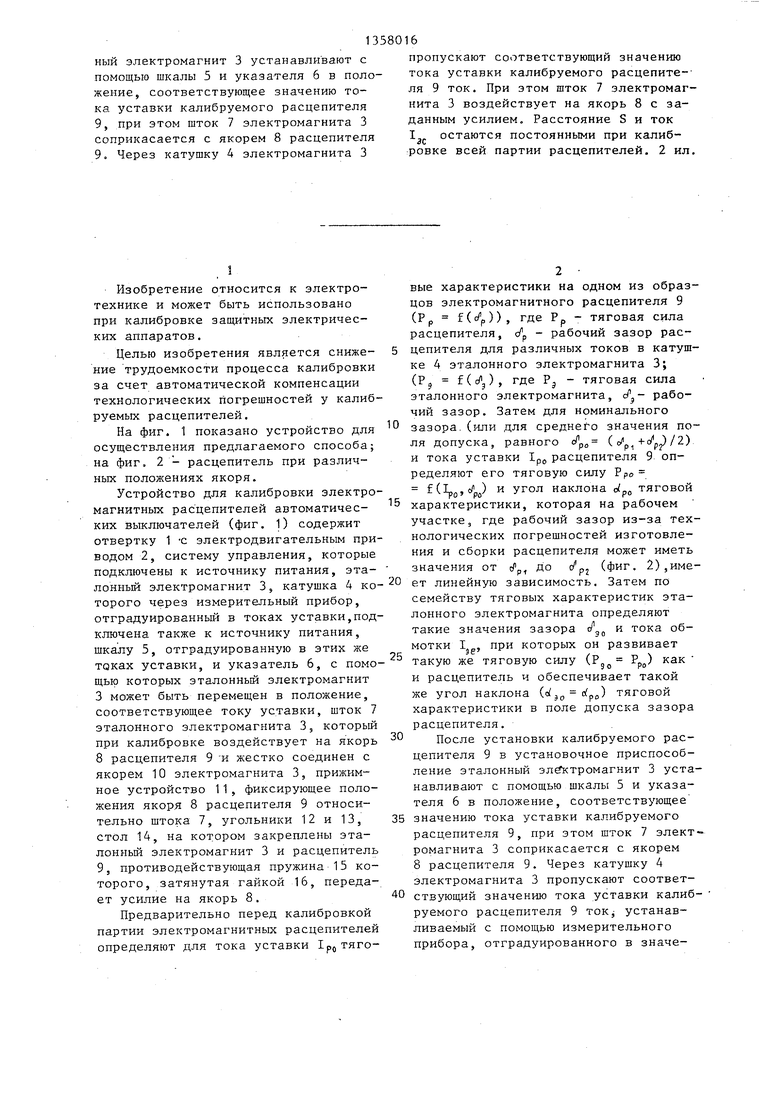
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки электромагнитных расцепителей автоматических выключателей | 1988 |
|
SU1552251A1 |
| Максимальный расцепитель тока | 1983 |
|
SU1179456A1 |
| Максимальный расцепитель тока | 1990 |
|
SU1709422A1 |
| Автоматический выключатель | 1990 |
|
SU1707645A1 |
| Автоматический выключатель | 1985 |
|
SU1256105A2 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРИВОД ВЫКЛЮЧАТЕЛЕЙ | 1994 |
|
RU2074438C1 |
| Расцепитель автоматического выключателя | 1981 |
|
SU1003190A1 |
| РАСЦЕПИТЕЛЬ МАКСИМАЛЬНОГО ТОКА | 2000 |
|
RU2174265C1 |
| ЭЛЕКТРОМАГНИТ | 2002 |
|
RU2226302C1 |
| КОМБИНИРОВАННЫЙ ЭЛЕКТРОМАГНИТНЫЙ МАКСИМАЛЬНЫЙ РАСЦЕПИТЕЛЬ | 1993 |
|
RU2039389C1 |
Изобретение относится к электротехнике и может быть использовано при калибровке защитных электрических аппаратов. Цель изобретения - снижение трудоемкости процесса калибровки за счет автоматической компенсации технологических погрешностей у калибруемых расцепителей. Предварительно перед калибровкой партии электромагнитных расцепителей определяют для тока уставки тяговые характеристики на одном из образцов партии и для различных токов в катушке эталонного электромагнита. Затем по семейству тяговых характеристик эталонного электромагнита определяют такие значения зазора и тока обмотки, при которых он развивает такую же тяговую силу, как и расцепитель. После установки калибруемого расцепителя 9 в установочное приспособление эталон§ 3 Ч Ю О) фиг. f
Редактор Л.Лангазо
Составитель Н.Глеклер Техред А.Кравчук
Заказ 6003/53Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг. 2
Корректор А.Обручар
| Тун А.Я, Наладка контакторно- релейной аппаратуры и электроприводов | |||
| - М.-Л.: Энергия, 1964, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ ТЯГОВЫХ ХАРАКТЕРИСТИК ЭЛЕКТРОМАГНИТОВ | 1967 |
|
SU222557A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
